Как выбрать аппарат для сварки для алюминия?
Время чтения: 8 минут
Алюминий — один из часто применяемых материалов в современном производстве. Алюминий используется везде: от изготовления посуды до конструирования космических кораблей. Поэтому сварщики, способные качественно соединять детали из алюминия пользуются большим спросом. Но не стоит отрицать, что качество работ зависит не только от рук сварщика, но и от сварочного оборудования. Чаще всего применяется оборудование для сварки алюминия аргоном, она же TIG (ТИГ) сварка.

TIG сварка — это технология, которая отлично подходит для работы с алюминием. В ее основе лежит применение газа аргона и специального сварочного аппарата с функцией «TIG». В этой статье мы расскажем, как выбрать аппарат для сварки алюминиевых деталей и какой аппарат может упростить вашу работу.
Общая информация
На данный момент оптимальный сварочный аппарат для работы с алюминием (и нержавеющей сталью тоже) — это компактные полуавтоматы инверторного типа со встроенной функцией «TIG». Сейчас такие инверторные аппараты есть в ассортименте у любого популярного производителя: от «Ресанты» до «BlueWeld». Так что найти сварочный аппарат для сварки алюминия аргоном довольно просто даже в маленьком городе.
Выбор сварочного аппарата
Помимо наличия функции «TIG» обратите внимание на некоторые дополнительные особенности. В частности, хороший аппарат должен быть интуитивно понятен для мастера любого возраста и уровня подготовки. Все регулировки, кнопки и разъемы должны быть подписаны крупными буквами, чтобы даже пожилой человек с плохим зрением не испытывал затруднений при эксплуатации аппарата.

Аппарат должен генерировать сварочную дугу бесконтактным способом, дополнительно должна быть функция медленного потухания дуги. Нелишним будет возможность управления балансом полярности и режим импульсной сварки. Все эти функции не только упростят ваш труд, но и существенно ускорят его.
Моделей аппаратов, предназначенных для алюминия и нержавейки, очень много в продаже. Ассортимент действительно большой, поэтому перед покупкой определитесь с некоторыми нюансами, которые могут стать критичными.
Сила сварочного тока
Первое, на что нужно обратить внимание — это максимальная сила сварочного тока. От нее зависит толщина металла, которую вы сможете варить, и ваши возможности как мастера. У большинства более-менее серьезных моделей сила сварочного тока составляет 200 Ампер. И вам может показаться, что этого недостаточно. Но важна не столько цифра, сколько то, как аппарат распоряжается этой характеристикой. Вы можете взять для сравнения два аппарата с одинаковой силой сварочного тока, но кардинально разной стоимостью и результатом работ.
Например, аппарат BlueWeld PRESTIGE TIG 222 стоит более 2000$ и выдает 200 Ампер, тогда как Сварог PRO TIG 200 P DSP стоит 500$ и выдает те же 200 Ампер. Новичок наверняка подумает, что не стоит переплачивать за дорогостоящую модель от BlueWeld, поскольку она выдает такой же максимальный ток. Только вот при использовании начинается самое интересное.
Аппараты с одинаковой силой тока, но из разной ценовой категории, выдают кардинально различный результат. Аппарат подешевле справляется с работой, но не способен обеспечить такое же качество швов, как аппарат из высокой ценовой категории. Все дело в компонентах, используемых при конструировании аппаратов, и в дополнительном функционале. Модель от BlueWeld стоит дороже не только из-за того, что это известный бренд. Просто производитель использует более качественные комплектующие при его сборке и внедряет новые технологии. И так со многими аппаратами.
Класс аппарата
Исходя из нашего примера выше, нетрудно догадаться, что аппараты делятся по классам. Основные классы: бытовой, полупрофессиональный, профессиональный и промышленный. О промышленном мы не будем говорить, поскольку они не совсем относятся к теме нашей статьи. А вот про остальные классы мы поговорим подробнее.
Бытовые сварочные аппараты для алюминия стоят до 500-700$ и охотно покупаются домашними умельцами. Такие аппараты подходят для нечастого ремонта (в том числе кузова авто), для сборки небольших металлоконструкций (например, навеса) и прочих несложных работ. Это оптимальный вариант, если вам нужен аппарат на дачу или в гараж. Такие аппараты весят немного, поскольку состоят из небольшого количества компонентов. Легко чинятся и модифицируются.

Полупрофессиональные модели стоят до 1000-1200$ и от бытовых отличаются бОльшим функционалом, благодаря которому у сварщика появляется больше возможностей. Вес таких аппаратов больше, чем у бытовых моделей. Опять же, за счет увеличения функционала и появления дополнительных деталей. Полупрофессиональный аппарат подойдет для мастера с ИП, занимающимся выездными работами, или для маленькой мастерской.
Профессиональные аппараты стоят от 1200$ и до бесконечности (в зависимости от наглости производителя и продавца :)) Такие агрегаты способны на выполнение самых сложных сварочных задач и используются на крупных производствах или на дорогом СТО. Покупать такой аппарат для домашнего использования нецелесообразно, поскольку в таких условиях сложно раскрыть весь его потенциал.
Универсальность аппарата
Многие агрегаты для алюминия и нержавейки оснащены не только функцией TIG, но и функцией ММА. Это значит, что вы можете варить не только с применением аргона, но и с использованием обычных покрытых электродов. Проще говоря, это простая ручная дуговая сварка. Эта особенность превращает аппарат в универсального помощника. Тем не менее, не все модели оснащены этой возможностью. При выборе аппарата обращайте внимание, оснащен ли он сваркой TIG и MMA. Такие сварочные аппараты для сварки алюминия стоят немного дороже, но за универсальность все же стоит заплатить.
Габариты аппарата
Сварочные инверторы сами по себе довольно компактны в сравнении с трансформаторами или выпрямителями, которые активно использовались в 20 веке. Тем не менее, сварочный аппарат для TIG сварки обладает большим количеством функций, которые невозможно поместить в ультра компактный корпус. Не ждите, что функциональный сварочный аппарат по алюминию будет весить 5 кг, как бюджетные инверторы для ручной дуговой сварки.
Если аппарат для TIG сварки весит до 10 кг, значит он либо имеет ограниченный функционал в угоду габаритам, либо стоит очень-очень дорого. Аппараты для бытовой сварки с более-менее приемлемым функционалом весят от 20 кг и выше. Учитывайте это, поскольку помимо инвертора вам необходим еще газовый баллон и сварочные комплектующие, и все это необходимо как-то перевозить.
Для решения этой проблемы можно купить или собрать специальную тележку. Но тележка не поможет, если вам нужно завезти аппарат на дачу в переполненной электричке и с наступлением холодов отвезти обратно в квартиру. Так что обращайте внимание на вес и габариты аппарата при покупке.
Особенности сварки
Для сварки алюминия своими руками вам понадобится не только аппарат, но и знания. В рамках этой статьи мы не будем рассказывать во всех подробностях, как варить алюминий аргоном. Мы расскажем про основные нюансы, которые нужно учитывать, чтобы швы получились качественными.

Перед сваркой не поленитесь и уделите время тщательной подготовке металла. Обезжирьте поверхность, зачистите ее и удалите все следы загрязнений. Существует несколько способов зачистки, но самый простой — механический, с помощью обычной металлической щетки.
Сварочный инвертор для сварки алюминия должен быть правильно настроен. Учитывайте толщину металла и диаметр электрода. Для сварки используйте качественный аргон, присадочные прутки и неплавящиеся электроды.
Технология аргонодуговой сварки алюминия не так проста, как другие технологии, но вы можете добиться неплохих по качеству швов, если будете придерживаться нескольких правил.
Во-первых, присадочную проволоку необходимо располагать исключительно перед неплавящимся электродом. Не сзади, спереди. И вести ее нужно вдоль шва. При этом подавайте присадочный материал плавно и без резких движений, чтобы металл не разбрызгивался. Во-вторых, наилучших швов можно добиться при сварке в горизонтальном положении детали. Так что положите деталь горизонтально, если есть такая возможность. В-третьих, постарайтесь варить на короткой дуге. Это не просто, но когда-то ведь нужно учиться.
Вместо заключения
Подбирая аппараты для сварки алюминия и нержавейки, обращайте внимание не только на производителя и стоимость, но и на технические характеристики. Чем мощнее аппарат, тем больше возможностей у сварщика. Все аппараты для TIG зачастую работают с применением переменного тока и постоянного тока, так что вы сможете сами выбирать оптимальный режим сварки.
Отдельно обращайте внимание на настройку. Настройка сварочного аппарата во многом влияет на конечное качество работ. Подбирайте силу тока в зависимости от толщины металла, не покупайте газ у сомнительных организаций и практикуйтесь как можно больше. Так вы сможете достичь высот в сварочном деле.
А что вы думаете по этому поводу? Поделитесь своим опытом выбора и применения сварочного аппарата для сварки алюминия. Возможно, вы можете посоветовать определенные модели аппаратов, которые хорошо зарекомендовали себя в повседневной работе. Расскажите о своем опыте в комментариях ниже, он пригодится новичкам. Желаем удачи в работе!
Аспекты подбора аппарата для сварки алюминия
Создание прочных и надежных конструкций из различных металлов и сплавов требует наличия специального оборудования. Причем для каждого материала имеются свои образцы сварочных аппаратов, что значительно усложняет их выбор. И если для стальных изделий может использоваться стандартное оборудование, то свойства алюминия требуют применения только специальных методик.
Этот материал отличается малым весом, имеет высокую теплопроводность. Поэтому для работы с ним потребуется агрегат для сварки алюминия. При этом и сам процесс считается одним из наиболее сложных, что предполагает его выполнение специалистом.
- Различные виды сварки
- Конструкция прибора
- Принцип работы оборудования
- Аспекты подбора
- Обзор популярных моделей
Виды сварки для работы с алюминием
Отличия в свойствах алюминия и других металлов привели к появлению ряда особенностей при создании неразъемных конструкций. Соединять алюминиевые детали можно с помощью одного из трех видов сварки:
- MIG;
- TIG (AC);
- MMA.
Самым распространенным из перечисленных выше способов был и остается TIG или ручная дуговая сварка. Он применяется для соединения изделий из алюминия и сплавов на его основе ответственного назначения. Несмотря на то, что скорость сварки при этом методе в 4 раза ниже, чем при двух других назвать это недостатком нельзя. Доказательством служит результат, а именно качественный и аккуратный сварочный шов, и практически полное отсутствие пор.
Смотрим видео, сварка методом MIG и MMA:
Соединение деталей осуществляется при помощи штучных электродов обратной полярности. При этом осуществляется общий или местный подогрев изделия до температуры от 250°C. После выполнения сварки кромки должны быть очищены от оксидов и загрязнений, а шлак удален стальными щетками при промывке горячей водой. Этот метод еще называют аргонно-дуговой сваркой, но это не совсем правильно, так как в качестве защитного газа используют:
- Гелий;
- Азот;
- Смеси.

К достоинствам сварки TIG относятся следующие характеристики:
- Аккуратный шов;
- Возможность управления параметрами дуги;
- Отсутствие брызг;
- Работа на малых тогах дуги.
Однако выполнить соединение деталей этим методом способен только оператор с большим опытом.
Способ сварки MIG предполагает использование полуавтомата и основан на использовании сплошной плавящейся проволоки. Причем агрегат должен быть импульсным, снабженным специальными настройками для работы с алюминием.
Смотрим видео, сварка методом TIG (AC):
Этот способ считается наиболее производительным. Для этого используется инверторный источник питания, который выдает базовый ток и кратковременно – импульсный, больших значений. Такой режим работы позволяет контролировать перенос капель металла от электрода к изделию. Особенностью импульсной сварки является подача проволоки роликами специального механизма.
Недостатком этого метода считают недостаточную плотность наплавленного металла и наличие пор в сварных швах. Поэтому он и не пользуется большой популярностью, проигрывая TIG сварке.
Устройство сварочного аппарата

В конструктивном плане такое оборудование состоит из следующих узлов и механизмов:
- Газового баллона и шланга;
- Кассеты с проводом, механизмом и трубопроводом для его подачи;
- Горелки;
- Батареи;
- Блока управления.
Работа прибора для сварки алюминия заключается в следующем: газ поступает к дуге и тем самым осуществляет защиту изделия от окисления. Для его подачи используется горелка для сварочного полуавтомата. Они оснащена рукояткой, выполненной из изолирующего материала.

На ней располагаются:
- Кнопка пуска;
- Щиток.
В комплектацию горелки входят сопло и наконечник для подводки тока. Предохранить сопло от налипания расплавленного металла призваны керамические материалы, которые используют при его изготовлении.
В качестве наконечников применяют элементы из медно-графитовых сплавов. Они позволяют обеспечить качественный контакт. К сварочному аппарату горелка подключается одним из двух возможных способов: разъема или цельного соединения. Функции источника питания в приборе могут быть возложены на трансформатор или инвертор. От того, какой из перечисленных приборов используется зависят не только габариты, но и его цена. Наибольше распространение получили сварочные инверторы, так как они обладают небольшой массой, удобны в транспортировке, эксплуатации.

Подача проволоки в сварочном полуавтомате для сварки алюминия осуществляется различными способами:
- Толкающим;
- Тянущим;
- Комбинированным.
Первый считается самым распространенным. Он осуществляется при помощи привода, расположенного в корпусе аппарата. В комбинированном способе обычно используются как тянущий, так и толкающий механизмы. Причем они используются при большой длине рукава.
Применяемая в сварочных аппаратах проволока может быть:
- Стальной;
- Из нержавейки;
- Алюминиевой.
Принцип действия оборудования
Соединение деталей, выполненных из цветных металлов или сплавов выполняется с помощью сварочного полуавтомата для алюминия. При проведении работ нужно действовать в определенной последовательности. Сначала следует установить полярность сварочного тока, обычно для флюсовой проволоки – это прямая, а для газовой среды – обратная.
Смотрим видео, немного о принципе сварных работ:
Затем монтируется бобина с проволокой и производится подключение углекислого газа. Для этого на баллон устанавливается редуктор, которые при помощи шланга соединяется с аппаратом. Прежде, чем приступать к сварке следует выполнить регулировку натяжения проволоки.
Критерии выбора
Прежде, чем покупать столь сложное оборудование нужно определить круг работ, которые решено выполнять с его помощью. Для профессионального использования потребуется одна модель, а для домашнего использования – другая. Причем они должны соответствовать предъявляемым к ним требованиям и работать с наименьшими затратами электроэнергии и других расходных материалов.
Если вы затрудняетесь в выборе, то возможно стоит доверить покупку сварочного аппарата для сварки алюминия профессионалу. Это избавит от проблем в процессе эксплуатации.
Лучшие модели аппаратов для работы с алюминием

Если верить мнению потребителей, то чемпионом в своем классе является мощный программируемый аппарат для TIG-сварки марки Tiger. Он отличается небольшим весом и широкой функциональностью, оснащен высокопроизводительной электроникой, что обеспечивает невероятную мощность при небольших габаритах.
Оборудование этой марки подходит для механизированного и даже роботизированного производства, выпускается в модификациях на 170 и 210 А. Модель DC имеет источник для сварки постоянным током, а AC/DC – еще и переменным.

Неплохо зарекомендовали себя инверторы серии Invertig PRO. Аппараты этого класса простые в эксплуатации, надежные, удобны в управлении, объединили в себе передовые технологии сварки. Они отличаются высокой энергоэффективностью, имеют максимальную продолжительность включения, воздушное или водяное охлаждение горелки.
Практически вся потребляемая ими энергия преобразуется в сварочную дугу. Такие аппараты идеальный выбор для механизированного или автоматического производства.
Сварочные инверторы для аргонно-дуговой сварки марки Mitech (AC/DC) используют в комплексе с неплавящимися вольфрамовыми электродами. Они подходят для неразъемного соединения деталей из стали и цветных металлов, в том числе и алюминия. Основу агрегата составляет высокочастотный трансформатор с ферритовым сердечником. Но главной особенностью устройства является использование силовых транзисторов ведущих мировых производителей Toshiba и Fuji (Япония).
Заключение
Прежде чем приступить к сварке деталей стоит внимательно изучить инструкцию по применению. Это поможет избежать ошибок в работе и позволит добиться высокого качества и надежности шва
Как выбрать сварочник для алюминия
Учитывая особенности алюминия, аппарат для его сварки должен несколько отличаться от привычного трансформатора или инвертора для сварки стали.
Алюминий — один из самых распространенных металлов. Он активно используется в строительстве, машиностроении, химической промышленности. Сварочный аппарат для алюминия — необходимый аксессуар любой мастерской или сборочного цеха. Хотя, по отношению к сварке плавлением, алюминий весьма капризный металл, но соединение деталей именно этим методом пока держит первенство в разнообразных конструкциях.
Учитывая особенности этого металла и аппарат для его сварки должен несколько отличаться от привычного трансформатора или инвертора для сварки стали. Особенности касаются как устройства самого аппарата, так и способов сварки. По сравнению со свариванием стали, работа с алюминием более сложная и требует хорошо развитых навыков и знания особенностей металла и его сплавов. Но даже при минимальном опыте, научиться сваривать алюминий не сложнее, чем нержавеющую сталь.
Особенности алюминия
Как химический элемент, алюминий довольно активный и вступает в реакции с большинством газов, находящихся в атмосфере. Кислород, водород, азот вступают во взаимодействие с чистым металлом даже при комнатной температуре и образуют на его поверхности сложные пленки химических соединений. Эти покрытия выполняют ряд весьма полезных функций, одна из которых и сделала алюминий столь востребованным — стойкость к коррозии. Алюминий не ржавеет, не боится воды и не реагирует на большинство растворителей и ГСМ.
Но вот по отношению к сварке пленка играет совершенно противоположную роль, очень сильно мешая образованию качественного шва. Во первых, она обладает очень высокой температурой плавления — более 2000 0 С (сам металл плавится при Т=660 0 С). Такая большая разница вызывает ряд проблем, когда пленка только начинает разогреваться, алюминий уже испаряется.
Кроме того, оставаясь практически нетронутыми, оксиды проникают во внутреннюю часть шва и препятствуют полноценному сплавлению металла. Швы получаются не монолитными, а как бы состоящими из мозаики, в результате чего сильно снижается их прочность и герметичность.
Еще одна особенность металла, которую обязательно должен учитывать сварочный аппарат для промышленной или любительской сварки алюминия — высокая теплопроводность металла. При нагреве зоны сваривания электрической дугой, тепло очень быстро передается соседним конструкциям и может их повредить или разрушить.
Особенности аппарата для сварки алюминия
Аргон значительно дешевле и очень удобный в использовании. Он практически безвредный для человека, не вступает в реакцию с другими газами, твердыми телами и жидкостями и тяжелее воздуха — подаваемый в зону сваривания он попросту выдавливает кислород и другие газы оттуда и образует своеобразную завесу, защищающую металл от окисления до того момента, пока он надежно не схватится.
TIG–сварку (в аргоновой атмосфере) часто называют алюминиевой сваркой, так как больше ничем этот металл не сваривают. Кроме наличия системы подачи газа, аппарат для сварки алюминия больше ничем особенно не отличается от обычного. Практически те же составные части:
- источник тока (трансформатор или инвертор);
- кабели;
- держатель электрода;
- регуляторы сварочного тока.
Но есть и некоторые отличия — зажечь электродугу вольфрамовым неплавящимся электродом довольно сложно, при сваривании тонкого металла он может попросту прогореть. Поэтому сварочный аппарат по алюминию часто оснащается специальным электронным устройством — осциллятором, которое вырабатывает пусковой импульс и затем поддерживает стабильность дуги, периодически создавая пульсации тока. Профессиональный сварочный аппарат для работы с алюминием без осциллятора покупать не стоит.

Чаще всего современные сварочные установки для алюминия построены на базе инверторных источников тока, которые могут выдавать пульсирующий, постоянный, переменный и постоянно-переменный ток. Не во всех этих режимах можно сваривать алюминий — особенности металла требуют применения только переменного тока. Почему так? Объяснение простое.
Постоянный ток обратной полярности удаляется оксидная пленка, но значительно возрастает температура, что неблагоприятно сказывается на состоянии вольфрамового электрода и целостности свариваемой детали. При токе прямой полярности создается более устойчивая дуга, но температуры не хватает, чтобы пробить оксидную пленку.
Эффективный сварочный аппарат, рассчитанный для алюминия, должен иметь ряд обязательных функций:
- HF — розжиг дуги без контакта электрода и заготовки;
- POST GAS — возможность подачи газа в зону сваривания после прекращения действия дуги;
- DOWN SLOP — медленное угасание дуги;
- BALANCE — возможность регулировки синусоидальности тока;
- PULS — способность работы в импульсном режиме.
Также, как уже упоминалось, полноценно варить алюминий сможет только аппарат, оборудованный осциллятором.
Кроме аппарата (источника тока) и вольфрамового электрода, необходим еще один важный элемент процесса, без которого не сделать нормального шва — присадочная проволока. В большинстве случаев это специальные алюминиевые прутки или полоски толщиной 4-5 мм или специальная проволока марок Св-АК12 , Св-А97, Св-АК5.
Под действием высокой температуры электрической дуги проволока плавится и заливает зону шва, сливаясь с металлом деталей. Без присадочной проволоки варить алюминий невозможно — сформировать шов из металла только самих заготовок не получится.
Подготовка металла
Механическая обработка деталей применяется в домашних условиях и в случае не слишком ответственной сварки. В заводских условиях практически всегда применяется химическое травление специальными щелочными растворами. Использовать их можно и в бытовых условиях, но не следует забывать, что после химической обработки необходимо промыть деталь чистой водой и хорошо просушить.
Обдумывая вопрос, чем варить алюминий, многие сварщики задерживают свое внимание на полуавтоматах MIG. Для бытовой и полупрофессиональной сварки это тоже неплохой выход, но только нужно покупать аппарат с возможностью импульсной сварки. Следует отметить, что оборудование для сварки исключительно алюминия для дома покупать нецелесообразно.
Лучше всего остановиться на аппаратах с широким функционалом, которыми можно варить нержавейку, титан, обычную сталь. Таких установок создано немало, выбрать среди них наиболее приемлемую по возможностям и цене не составит особого труда.
Примером таких моделей могут служить Brima TIG 250 AC/DC 220V или Сварог TECH TIG 200P AC/DC (E101). Для сварки крупных деталей можно ориентироваться на Барс Profi TIG 317DP AC/DC, а аппараты уровня Lincoln Electric INVERTEC V205-T AC/DC служат для профессиональной работы на промышленных предприятиях и авторемонтных мастерских.
Варить алюминий сваркой MIG можно как в аргоновой атмосфере, так и смесью углекислоты или аргона, или даже самой углекислотой. Но для непрофессионалов использование других газов, кроме аргона не слишком рекомендуется — есть масса ограничений и нюансов. Лучше всего приобрести баллон с аргоном, которого хватит надолго, если не заниматься сваркой алюминия для серийного производства.
Если вы занимаетесь сваркой алюминия на профессиональном уровне или даже в виде хобби и обладаете эксклюзивным опытом — поделитесь им с нашими читателями на страницах сайта. Практический опыт — самое ценное, что есть не только в сварке, но и в любом виде деятельности человека.
ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.

Фото:https://rozetka.com
Содержание:
Рейтинг лучших сварочных аппаратов для сварки алюминия на 2020 год
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC

Фото:https://beru.ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC

Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине – тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ

Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Аurora РRО INТER TIG 200 АС/DC РULSЕ
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС

Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v

Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)

Фото:https://beru.ru
Wert – одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая – 3,5 кВт, но и стоит он недорого. Наибольшая токовая сила – 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций – хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат Wert SWI 190 (TIG, MMA)
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)

Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления оборудован цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока. Устройство отвечает самым высоким требованиям безопасности и надежности благодаря классу защиты IP21S, улучшенной системе охлаждения и встроенной защите от перегрева.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели устройства – от 30 до 220 А, также имеется приличная мощность – 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
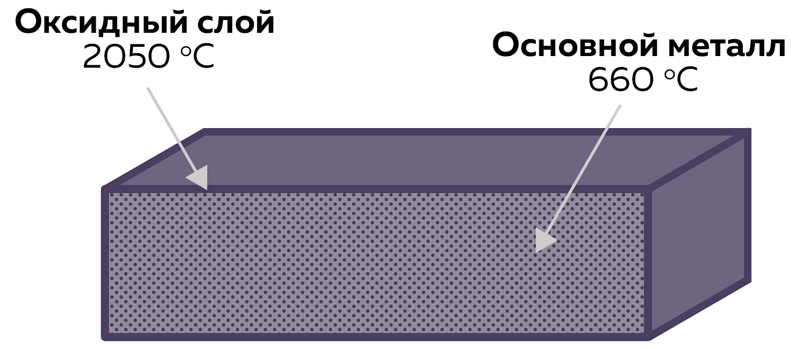
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
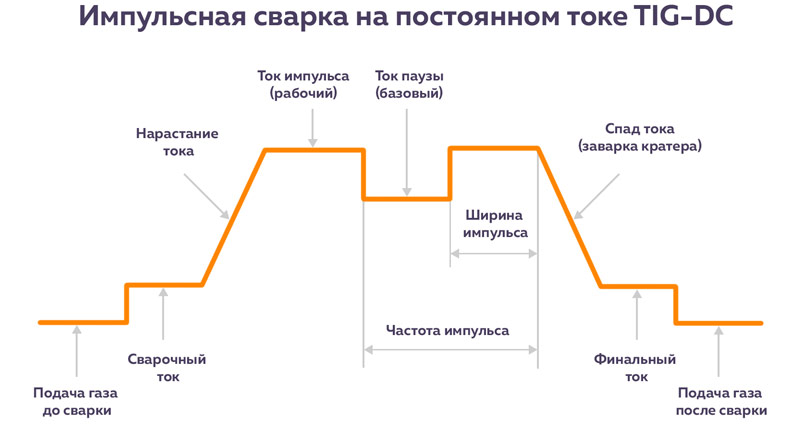
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

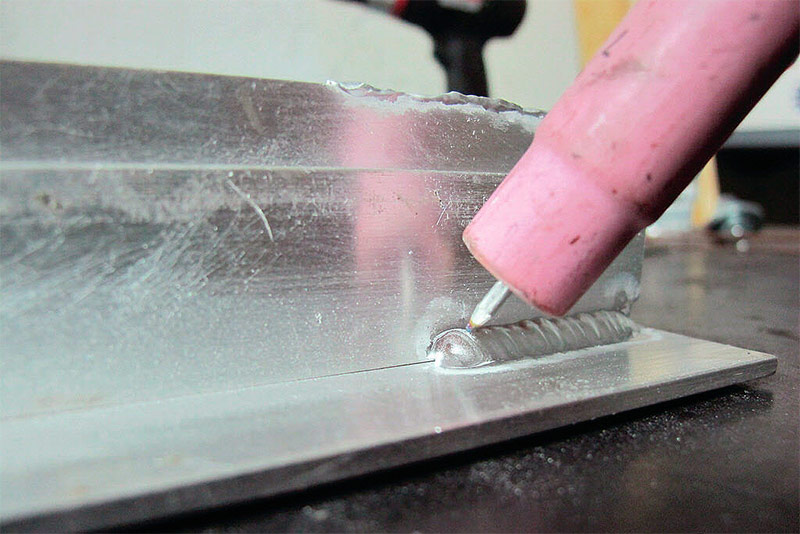
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
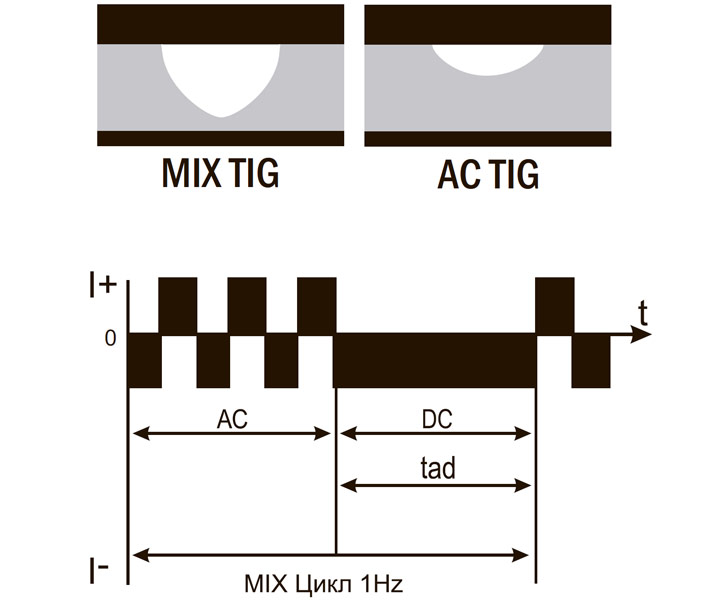
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Сварочный аппарат — что выбрать непрофессионалу?
Выпускается ли автомобиль, возводится здание или монтируются ворота на даче — эти процессы немыслимы без сварки. На неё нельзя смотреть, но пользу от неё видят все. В этой статье мы разбираемся, какие бывают виды сваривания металлов и как подобрать сварочный аппарат (СА) непрофессионалу.

Самостоятельно выбрать и купить сварочный аппарат можно в соответствующем каталоге по приведенной ссылке. А ниже мы расскажем о том, на что важно обратить внимание при выборе устройства.
Сваривание металлов (сварка) при помощи электричества была открыта еще в XIX веке. Только недавно с развитием технологий и распространением инверторных источников тока, сваривание металлов стало доступным для желающих освоить и применять это умение на практике в быту. Надо только разобраться с основами этой технологии и правилами выбора соответствующих аппаратов. В зависимости от технологии процесса, источника сварочного тока и используемых аппаратов, различают следующие способы соединения металлов:
Ручная дуговая сварка (РДС или ММА — «manual metal arc»). Этот распространённый вид соединения металлов обычно используется для сваривания углеродистых (черных металлов), монтажа нагруженных конструкций, трубопроводов и пр. К преимуществам ММА относят возможность работать в любых положениях, относительная мобильность сварочного оборудования, сварку сталей различных видов, используя разные марки электродов. Все операции выполняются вручную, без применения вспомогательных механизмов. Недостатки ММА — невысокая, в сравнении с другими видами сварки, производительность, а качество шва во многом зависит от навыков сварщика. Для ММА используют сварочные трансформаторы, инверторные источники сварочного тока, выпрямители и комбинированные аппараты — полуавтоматы-инверторы.
Аргонно-дуговая сварка (TIG — Tungsten Insert Gas) — ручная дуговая сварка неплавящимся вольфрамовым электродом в среде защитных газов. Принцип работы отличается от MMA тем, что если в первом случае электрод плавится и заполняет шов, то в TIG температура горения дуги ниже температуры плавления электрода и дуга плавит лишь края свариваемых частей. А для формирования и наполнения шва может использоваться присадочная проволока.
TIG сваривают нержавеющую сталь, чугун, медь, драгоценные металлы и пр. Для нее используют инверторные и полуавтоматические-инверторные сварочные аппараты. Ее преимущества — отсутствие разбрызгивания и шлака, ровный сварной шов. А невысокую производительность и наличие достаточного опыта у оператора причисляют к недостаткам. Кроме того, из-за необходимости подключения баллона с газом — ниже мобильность таких систем.
Полуавтоматическая сварка проволокой в защитных газах (MIG/MAG). Такой тип используется для соединения частей из цветных металлов, алюминия, коррозионностойких сталей (нержавейка) и пр. Для защиты сварной ванны от воздействия воздуха вместе с проволокой из сварочной горелки подаётся газ. Существует сварка с использованием инертного газа (metal inert gas, MIG) (аргон, гелий, азот) и активного газа (metal active gas, MAG) (кислород, углекислый газ).
Преимущества сварки полуавтоматом — большая глубина проплавления, следовательно, хорошее качество сварного соединения и высокая производительность. А также плюсом является возможность соединения тонкостенных листов металла. Существенных недостатков два. Первый — из-за необходимости подключения баллонов с газом, у таких систем низкая мобильность. Второй — при работе без газа увеличивается разбрызгивание металла, изменяется качество шва (в таких режимах рекомендуется использовать специальную порошковую проволоку).
Такой тип сварки часто используется в кузовных участках автосервисов, в мелкосерийном производстве. Сварочные аппараты этого типа так и называют полуавтоматы и, упомянутые выше, полуавтоматы-инверторы.
 |
| Сварка полуавтоматом MIG/MAG |
Контактно-точечная сварка (SPOT) выполняется аппаратами, которые называют споттеры и используется для соединения листовых заготовок. SPOT широко используется в промышленности: автомобиле-, самолёто-, судо-, машино- строении и др. Электродами выступают зажимы, между которыми размещают заготовки, через них на короткое время (от 0,1 секунды) подается ток большой силы, происходит разогрев точки соприкосновения до температур, достаточных для плавления металлов и установления сварного соединения. К преимуществам данного вида сварки можно отнести возможность соединения деталей малой толщины из листового металла, высокая производительность, относительную экономичность процесса. Сложность работы в труднодоступных местах и невозможность использования для нагруженных конструкций являются минусами SPOT.
Плазменная сварка (PLASMA или PAW — Plasma Arc Welding) — сварка плазменным потоком (ионизированным газом с температурой до 30 000 °C). Из-за сложности технологии и высокой стоимости плазменных СА, PLASMA обычно используют не в быту, а в авиационной и ювелирной промышленности, приборостроении и др. Преимущества Plasma Arc Welding — большая, в сравнении с дуговой сваркой, глубина проплавления (при небольшом объеме расплавления), сваривание в разных плоскостях и металлов различных толщин и т. д. Поток плазмы может использоваться и для резки металлов, причем в больших объемах. В линейке сварочных аппаратов отдельно выделяют аппараты для плазменной резки — плазморезы. Особые требования для работы с таким видом сварки: высокая квалификация оператора, необходимость подключения газов (плазмо образующий и защитный), охлаждающей жидкости.
 |
| Качество работы зависит не только от аппарата, но и от опыта мастера |
Выбираем сварочный аппарат (СА)
Для выбора сварочного аппарата важно заранее максимально точно представлять, какие работы и в каких возможных объемах перед ним будут стоять, а именно:
1. какие металлы будут свариваться (чёрные металлы — сталь, цветные металлы — алюминий и др.) — так для чёрных металлов будут использоваться аппараты для (MMA) сварки или споттеры, а для цветных металлов, нержавейки понадобится полуавтомат (MIG/MAG) или полуавтомат-инвертор (TIG);
2. конструкция свариваемых частей — для сваривания листовых заготовок, будет необходим споттер, для силовых конструкций — аппараты для дуговой сварки. Для листовых стыковых соединений, например, в авто ремонте, — полуавтоматы;
3. толщина свариваемых частей — толщина металла влияет на диаметр используемого электрода, а он в свою очередь определяет требования к силе сварочного тока. Так, например, для проплавления дуговой сваркой стали в 2-3 мм, вам понадобится электрод 2 мм, для работы им потребуется сила тока 30-80 А. Для более толстого металла потребуется больший диаметр электрода и сварочный ток. Важно уже на этапе выбора определить необходимые диапазоны — минимальное и максимальные значения диаметра электродов и сварочного тока;
4. объем работ. Один из критериев СА — период включения (ПВ) или продолжительность нагрузки (ПН). Указывается в процентах (%) в паспорте и часто на задней стенке прибора. Обозначает максимально допустимое беспрерывное время работы максимальным током. За расчетный период берутся 10 мин (точные данные для конкретного производителя должны быть указаны в паспорте прибора). Так, при показателе ПВ (ПН) 50 %, — 5 минут можно варить на максимуме, а другие 50% или 5 минут потребуется аппарату на «отдых». Соответственно, большие объемы работ (например, в производстве) предполагают больший % ПВ (ПН) и наоборот.
Важный критерий при выборе — напряжение источника питания, от которого будет запитан СА. Для больших, промышленных аппаратов потребуется три фазы и напряжение 380 В, основная масса малогабаритных сварочных аппаратов предназначена для работы от бытовой розетки, одной фазы и 220 В. Также возможно подключение к генераторным станциям (тут нужно смотреть и на мощность генератора, и на возможность работы с ним СА). Стоит добавить, что большинство современных СА оборудованы системами защиты от перепадов напряжения в питающей сети.
 |
| Kaiser NBC-250 Profi — популярный и недорогой инвертор для ручной дуговой сварки (ММА) |
Вспомогательные системы СА:
1. Горячий пуск (Hot start) — облегчит и ускорит розжиг дуги, за счёт автоматического увеличения тока на этапе розжига дуги;
2. Форсирование дуги (Forsage) — в процессе работы аппарат самостоятельно увеличит силу тока для усиления дуги и недопущения «прилипания» электрода, при возникновении такого риска;
3. Защита от залипания (Antistick) — снижение силы тока в случае «прилипания» электрода, для того чтобы легче освободить его и иметь возможность продолжить работу.
Кроме этого СА могут отличаться по типу охлаждения (жидкостное, воздушное), классу защиты, массо-габаритным показателям и т. д.
Советы по выбору
Выбирая сварочный аппарат для бытового, домашнего использования, не стоит гнаться за профессиональным оборудованием, с большим набором функций и возможностей. Во-первых, такие приборы будут стоить существенно дороже, а во-вторых — они более сложные в эксплуатации. В то же время к самым дешевым приборам у нас остаётся вопрос — «На чем сэкономили производители?». Как правило, на вспомогательных системах, максимально допустимом беспрерывном временем работы и др. Уточните эти нюансы перед покупкой, например, в нашем каталоге.
Выбирайте марку более-менее известного на рынке страны производителя. Хотя во всём разнообразии производителей СА разобраться бывает непросто — в мире существует более ста компаний, выпускающих сварочное оборудование! В настоящее время в мире сварки набирает обороты китайский производитель Kaiser/Kende, со своим центром исследований и разработок они выпускают ежегодно миллионы единиц продукции и удерживают крупную долю рынка бюджетных аппаратов. Традиционно сильные позиции у европейских брендов. Например, итальянские Telwin и Ergus задают «техническую моду» в мире сварочных аппаратов.
Сверла по металлу кобальтовые: сверлим нержавейку в домашних условиях
Сверление изделий, изготовленных из нержавеющих сталей, – это достаточно сложная технологическая операция, с которой без эффективного охлаждения способен справиться не каждый инструмент. Помочь в такой ситуации могут кобальтовые сверла, которыми нержавеющую сталь можно обрабатывать даже без искусственного охлаждения. Особенно актуально использование таких сверл при сверлении нержавейки в горизонтальной плоскости, когда организовать принудительное охлаждение зоны обработки очень сложно или даже невозможно.

Кобальтовые сверла были специально разработаны для сверления легированных сталей и других твердых металлов
Сверла, в материале изготовления которых содержится значительное количество кобальта, универсальны: их можно успешно использовать не только для выполнения работ по нержавейке, но и для сверления других металлов и сплавов с высокой прочностью и вязкостью. Кроме возможности сверления материалов, отличающихся сложностью в обработке, такие инструменты позволяют создавать отверстия, характеризующиеся высокой точностью и качеством исполнения.
Отличительные признаки
Рассмотрим основные особенности, которые отличают сверла по металлу кобальтовые от других подобных инструментов.
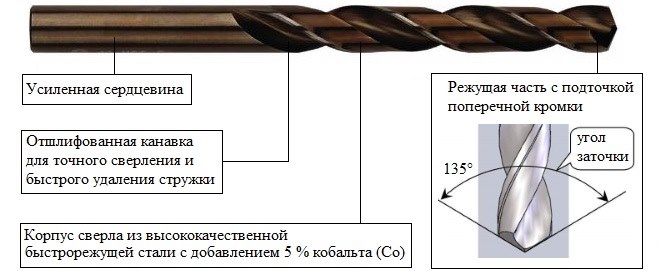
- Материалом изготовления таких сверл является только быстрорежущая сталь.
- В качестве основного легирующего элемента, улучшающего характеристики материала изготовления, используется кобальт. Сверла из быстрорежущей стали, легированной кобальтом, способны успешно переносить значительные механические и тепловые нагрузки, что дает возможность успешно применять их для сверления труднообрабатываемых материалов даже без использования принудительного охлаждения.
- Стандартный угол заточки кобальтового сверла, сформированный режущими кромками, составляет 135°.
Отличительные признаки кобальтовых сверл
Основные характеристики
К наиболее значимым характеристикам кобальтовых сверл по нержавеющей стали и другим сложным в обработке материалам, надо отнести следующие.
- Даже при сверлении идеально гладких поверхностей кобальтовые инструменты не уводит в сторону на начальном этапе обработки, поэтому в месте расположения центра создаваемого отверстия можно не делать углубления при помощи керна или зенковки.
- Отверстия, создаваемые при помощи кобальтовых сверл, отличаются не только исключительной точностью геометрических параметров, но и высоким качеством исполнения: на внутренней поверхности таких отверстий отсутствуют заусенцы и другие дефекты. Кроме того, использование этого инструмента для сверления нержавейки позволяет избежать такой серьезной проблемы, как закусывание материала в зоне обработки.
- Сверла из быстрорежущей стали, легированной кобальтом, отличаются повышенной износостойкостью.
- Если сравнивать такие сверла с другими, то скорость выполнения обработки при их использовании больше почти в два раза.
- Благодаря механическим характеристикам материала изготовления и конструктивным особенностям таких сверл их успешно применяют для точного сверления труб и сварных швов.
- Выполняя сверление нержавеющей стали или любого другого материала с помощью кобальтовых сверл, мастер прилагает меньше физических усилий, чем при применении инструментов иного типа.

Кобальтовые сверла выпускают большинство производителей остнастки и расходных материалов
Типы по конструкции
По своему конструктивному исполнению сверла, относящиеся к кобальтовой категории, делятся на два основных типа: одно- и двусторонние.
У первых в полном соответствии с их названием режущая часть выполнена только с одной стороны. Двусторонние сверла – это, по сути, два инструмента в одном корпусе. Их конструктивная особенность заключается в том, что на обоих их концах выполнена отдельная режущая часть. Удобство использования такого инструмента состоит в том, что в случае поломки одной из его режущих частей можно сразу использовать вторую, просто переустановив сверло в патроне используемого оборудования.

Двустронние кобальтовые сверла предназначаются для монтажных работ по тонкостенным материалам
Стоимость инструментов
В среднем стоимость кобальтовых сверл, применяемых для работ по нержавеющей стали, в 4–5 раз превышает цену обычных. На стоимость сверла, относящегося к кобальтовой категории, оказывает влияние целый ряд параметров:
- конструкция (одно- или двухстороннее);
- рабочий диаметр;
- длина (общая и рабочая);
- торговая марка, под которой произведено сверло.
Максимальной ценой на отечественном рынке отличается кобальтовый инструмент для сверления, изготовленный известными и авторитетными европейскими компаниями. Бюджетным вариантом являются сверла отечественной торговой марки «Зубр», также выпускаемые в категории «Кобальт». Несмотря на невысокую стоимость, отечественный кобальтовый инструмент отличается достойным качеством и позволяет создавать в обрабатываемом материале точные и аккуратные отверстия.
Правила выбора
Если кобальтовый инструмент приобретается для того, чтобы просверлить с его помощью всего несколько отверстий, то можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования целесообразно выбирать более дорогую продукцию от проверенных производителей, способную прослужить длительное время, не утрачивая при этом своих первоначальных характеристик.
К самым качественным и надежным кобальтовым сверлам относятся инструменты, которые производились предприятиями бывшего Советского Союза. Приобрести такие сверла, которые можно узнать по маркировке Р6М5К5, с каждым годом становится все труднее. Специалисты, часто сталкивающиеся с необходимостью сверления нержавейки, прекрасно осведомлены о качественных характеристиках такого инструмента и никогда не упустят возможности купить его.

Сверло из сплава Р6М5К5 – качество, проверенное временем
Если говорить о кобальтовых сверлах от современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под торговыми марками Bosch и Ruco. Выбирая такие инструменты, необходимо в первую очередь обращать внимание на их маркировку, по которой можно определить, какое количество кобальта содержится в химическом составе материала изготовления. Так, маркировка Р6М5К5 или HSSCo5 (по зарубежной классификации DIN 338R), нанесенная на хвостовик, указывает на то, что в материале изготовления сверла содержится 5% кобальта. Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%.

Маркировка кобальтового сверла
Для создания качественного отверстия важно не только правильно выбрать кобальтовый инструмент, но и знать, как сверлить нержавейку с его помощью. Чтобы повысить точность выполнения такой технологической операции, а также уменьшить интенсивность износа используемого кобальтового сверла, выполнять сверление нержавейки с его помощью следует на небольших оборотах. Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования. Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность.





