TIG сварка — что это такое и для чего она нужна
 TIG сварка была разработана более 50 лет назад для авиационной промышленности в связи с необходимостью соединять алюминий и магний. Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
TIG сварка была разработана более 50 лет назад для авиационной промышленности в связи с необходимостью соединять алюминий и магний. Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
- Вольфрам и инертный газ
- ТИГ сварка — что это
- Применение ТИГ
Аргон:
- оптимизирует зажигание и стабильность дуги;
- создаёт химически чистую среду в области электрода;
- рекомендуется для ручной сварки.
Гелий:
- благодаря высокой теплопроводности позволяет создавать широкий и глубокий шов;
- уменьшает образование пор при сварке алюминия;
- рекомендуется для автоматической сварки.
И аргон и гелий не меняют химсостав сварного шва. В некоторых случаях используют сложные смеси газов. Экран из чистого аргона удовлетворяет практически большинству требований к среде, в которой должна происходить сварка.
Вольфрам и инертный газ
 Для TIG сварки существуют и другие названия, например, WIG и GTAW. Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее.
Для TIG сварки существуют и другие названия, например, WIG и GTAW. Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее.
Вольфрам — крайне тугоплавкий и очень хрупкий металл, типично применяемый как электропроводный материал с высокой температурой плавления: в лампах накаливания, нагревательных элементах, ракетных двигателях. В TIG сварке он используется в качестве нерасходуемого электрода, предназначенного для создания дуги с температурой до 6000 °C. Выдающаяся термостойкость и отличная электропроводность сохраняют вольфрамовый электрод от выгорания.
Уникальные механические свойства этого металла позволяют работать дугой с температурой, превышающей возможность сохранения вольфрама в твёрдом состоянии. Предел прочности на растяжение у него значительно выше по сравнению, например, со сталью. Несмотря на такие выдающиеся прочностные характеристики, сохраняемые вольфрамовым электродом в горячей среде, сам металл очень хрупок — его нетрудно разрушить ударом молотка.
О чём говорит в названии метода термин Inert Gas? Основными компонентами атмосферы являются кислород и азот. Последний легко растворяется в расплавленном материале и вступает с ним в соединение, образуя нитриды. Кислород активно окисляет металлы при высоких температурах. И первое и второе приводят к большому количеству нежелательных примесей в сварном шве, что делает его хрупким и непрочным. Сложные и ответственные работы возможны только при производстве сварочного процесса без присутствия воздуха. Создание экрана из инертного газа в высокотемпературной зоне позволяет решить эту задачу.
ТИГ сварка — что это
 Итак, ТИГ сварка требует три вещи: тепла, экрана и материала для создания шва. Температура в зоне работы повышается с помощью электричества, подаваемого через вольфрамовый электрод. Экранирование осуществляется подачей сжатого газа в место создания дуги, чтобы защитить процесс от атмосферного воздуха. Сварочным материалом, заполняющим шов, служит обычная проволока, расплавляемая при помощи погружения в дугу.
Итак, ТИГ сварка требует три вещи: тепла, экрана и материала для создания шва. Температура в зоне работы повышается с помощью электричества, подаваемого через вольфрамовый электрод. Экранирование осуществляется подачей сжатого газа в место создания дуги, чтобы защитить процесс от атмосферного воздуха. Сварочным материалом, заполняющим шов, служит обычная проволока, расплавляемая при помощи погружения в дугу.
Преимущества:
- универсальность — можно сваривать практически все металлы и их сплавы во всех положениях;
- возможность работы с тонкими листовыми металлами;
- высокое качество и чистота шва;
- лёгкий контроль сварочной ванны;
- возможность автоматизации и механизации метода.
Недостатки:
- невысокая скорость, особенно при работе с толстыми деталями;
- качество ручной сварки требовательно к мастерству сварщика;
- работа мощной дуги может создавать помехи для радиоэлектронных устройств.
Применение ТИГ
Описываемый метод даёт возможность получать чрезвычайно чистый сварной шов высокого качества. Процесс исключает образование шлака — это позволяет избежать загрязнений сварного шва дисперсными включениями и практически не требует его очистки. Метод TIG в основном используют для работы с нержавеющими или другими высоколегированными сталями, для сварки таких материалов, как алюминий, медь, титан, никель и их сплавов.
 В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.
В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.- В автопромышленности. Сварочные швы, полученные способом TIG, зарекомендовали себя как коррозионностойкие соединения, поэтому автомобильные крылья зачастую приваривают именно этим способом, чтобы защитить их от ржавчины во время эксплуатации.
- В ремонтных и восстановительных работах. ТИГ процессы востребованы в ремонте — от сварки алюминиевых инструментов в быту до решения сложных промышленных задач.
- В производстве арт-объектов. Поскольку метод ТИГ позволяет получать сварочные швы косметического качества, этот способ обработки металлов привлекателен для художников и дизайнеров. Изделия, для которых внешний вид сварки очень важен, создаются с помощью методов ТИГ. Это могут быть как промышленные изделия, так и единичные произведения искусства, например, металлические скульптуры.
 В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.
В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.ТИГ сварка – преимущество и недостатки
Дуговое сваривание долгое время оставалось единственным способом соединения металлов. Но уже в 20 веке стало возможным помещение электродуги в инертный газ. В результате подобного открытия и появилась сварка ТИГ, задействование которой дало возможность соединять между собой ранее несовместимые металлы и сплавы на их основе.
Что такое сварка ТИГ

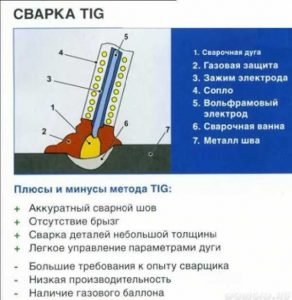
Понятие TIG сварка подразумевает под собой процесс соединения металлических поверхностей при полном или частичном их прогреве. При этом задействуется электрод на вольфрамовой основе, не плавящийся при работе, для защиты которого используется инертный газ. Благодаря этому не только достигается наивысшее качество формируемого шва, но и высокая его эстетичность.
Современные сварочные горелки TIG сочетают в себе технологию сварки, присущую газовым и дуговым горелкам. Электроды при такой сварке не имеют защиты, роль которой берет на себя инертный газ, при этом именно электрическая дуга и дает требуемый для работы температурный режим.
Начинается сварка ТИГ с того, что сварщик поджигает идущий к горелке газ. Сразу после этого происходит поджиг электродуги, после чего и подается проволока, закрываемая газовой средой. Наиболее часто TIG сварка задействуется для компоновки цветных металлов и легированной стали. Говоря об отраслях промышленности, нельзя не отметить широкое ее распространение при сварке отдельных труб и трубопроводов, в самолетостроении, авиакосмической отрасли, электронной промышленности и на прочих направлениях деятельности человека.
Возможна, как ручная, так и автоматическая сварка ТИГ, причем первая характеризуется не самой высокой производительностью, тогда как второй вариант не всегда актуален при потребности формирования разноориентированных и малых по длине соединений.
Сварка TIG, MIG/MAG и MMA
Сегодня используется несколько технологий сваривания, каждая из которых имеет свои особенности и отличительные черты. Так, ММА – это процесс дугового ручного сваривания с внедрением штучных электродов, имеющих покрытие. Актуальна подобная TIG горелка для сварки нержавеющей и углеродистой стали. В первом случае сварка проходит только лишь при постоянном токе, во втором же допустим ток постоянного и переменного характера.

TIG – сваривание ручным методом с активным задействованием электродов из вольфрама, закрытых аргоном. Для соединения сплавов на основе алюминия актуальна TIG сварка на переменном токе, постоянный допустим для сварки стальных компонентов.
MIG/MAG – сваривание в полуавтоматическом режиме, при котором задействуются электроды, закрытые аргоном или углекислым газом. Такая TIG горелка незаменима для сваривания различных металлов, в том числе с нержавеющим покрытием, а также сплавов на алюминиевой основе.
Преимущества сварки TIG
Говоря о тех преимуществах, которыми обладает сварка ТИГ, следует в первую очередь отметить такие:
Малая зона прогрева пространства вокруг шва;
Абсолютное вытеснение кислорода из места сваривания за счет аргона;
Аккуратный и эстетичный шов;
Широкий ассортимент доступных для сваривания материалов;
Полная безопасность сварочного процесса и его безвредность.
Недостатки сварки TIG
Вместе с тем, сварочные горелки TIG имеют и определенные недостатки, в том числе:
Проблематичность ведения сварочных работ на улице в ветреную погоду;
Потребность в добротной подготовке свариваемой поверхности и ее очистке;
Сложность сварки деталей, расположенных под острым углом;
Обязательная зачистка следа, формируемого после розжига за пределами сварочной зоны.
Подытоживая все сказанное выше, стоит признать, что сварка ТИГ являет собой универсальное решение, позволяющее с высокой степенью надежности соединять различные металлы и сплавы. Процесс сваривания особых сложностей не составляет, хотя и требует определенных познаний и навыков.
ТИГ сварка – что это такое

TIG-сварка – универсальная технология соединения металлов. Аппараты ТИГ обладают большим потенциалом и позволяют сваривать разные металлы, а также их сплавы. При этом формируется качественный и эстетичный шов. Особенности оборудования детально изложены в статье.
- Что такое TIG сварка?
- История появления ТИГ-сварки
- Преимущества и недостатки
- Применение
- Режимы работы
- Постоянный ток
- Переменный ток
- Оборудование
- Сборка сварочного аппарата
- Техника сваривания
- Маркировка TIG-сварки
- Маркировка латинскими буквами
- Маркировка на территории РФ
- «Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
- Мифы о TIG-сварке
- Губителен ли аргон для сварщика?
- Аргонодуговая сварка понижает мужское здоровье
- TIG-сварка «капризна» в работе
- Достоверные факты
- TIG-инвертор оснащен большим количеством настроек
- Газопроводящие магистрали должны быть целыми
- Прототипом TIG-инвертора послужила вольфрамовая нить
- Инвертор ТИГ нуждается в уходе
Соединение металлов с помощью высоких температур человечеством изобретено уже давно. Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
В настоящее время существует большое количество разнообразного оборудования для сварки металлов. Одним из самых популярных является ТИГ-сварка. Любой сварщик, даже начинающий неопытный специалист, должен иметь четкое понимание принципов работы такого оборудования и знать методы работы с ним.
Что такое TIG сварка?
Разобрать особенности оборудования, его достоинства и недостатки будет проще, если предварительно ознакомиться с принципами работы и технологическими особенностями. Сварка ТИГ – это технология соединения металлических заготовок при помощи специального оборудования посредством неплавящегося электрода в защитной среде. Дуга инициируется между рабочей поверхностью и вольфрамовым стержнем. Перед началом работы он затачивается. Это необходимо для поддержания стабильности сварочной дуги и получения ровного соединения.

Фиксируется вольфрамовый электрод в центре сопла. По краям горелка имеет технологические отверстия, через которые в зону горения дуги подается инертный газ. Наиболее часто используется аргон. Он предотвращает образование оксидной пленки и способствует качественному соединению кромок. Для заполнения ванны расплавом применяется присадочная проволока. По составу она должна повторять или быть близкой к металлам, которые свариваются.
История появления ТИГ-сварки
Соединение металлов при помощи сварки используется человечеством уже много десятилетий. Первые наработки по соединению металлических заготовок под воздействием высоких температур появились еще в начале двадцатого века. Первым шаги в этом направлении сделал американский инженер Чарльз Л. Коффин. Изначально оборудование было простым. Оно не могло использоваться в промышленности или для соединения сплавов.
Неплавящийся электрод и защитная среда для сварочных работ начали использоваться в середине сороковых годов 20 столетия. Технология позволяла соединять новые материалы – алюминий, никель и магний. Метод сразу стал востребованным в производстве самолетов, а позже – и в ракетостроении. Со временем технологий нашла свое применения практически во всех отраслях промышленного производства.

Преимущества и недостатки
Любой технологический процесс имеет как преимущества, так и недостатки. Наиболее важные достоинства технологии TIG:
- При сваривании используется защитный газ, что дает возможность сформировать качественный и красивый сварной шов. В расплаве нет трещин, пор или пустот. Аргон предотвращает образование на поверхности расплавленного металла оксидной пленки, которая обязательно бы образовалась в результате взаимодействия горячего металла и кислорода.
- Полностью исключить внутреннее напряжение не удалось, но оно столь незначительно, что не провоцирует деформирование металла.
- Во время работы расплав металла не разбрызгивается, минимальное образование искр.
- После завершения сварочных работ не требуется дополнительная обработка свариваемых заготовок.
- При помощи ТИГ-сварки можно соединять большинство металлов и сплавов.
- Оборудование характеризуется простотой использования. Достаточно нескольких уроков, чтобы научиться самостоятельно формировать качественные и эстетические швы.
Наряду с достоинствами есть и недостатки:
- Если сварочные работы ведутся на открытой площадке, то необходимо защитить рабочее место от ветра. В противном случае инертный газ будет выдуваться из рабочей зоны, а качество соединения от этого сильно пострадает.
- Соединяемые поверхности нуждаются в тщательной предварительной подготовке.
- Горелку нельзя держать под острым углом относительно рабочей поверхности из-за осложнения рабочего процесса.
- Дугу следует перемещать равномерно. Если на каком-либо месте ее задержать, то образуется отметина, которую придется чистить.

Применение
Технология ТИГ универсальная и позволяет соединять различные металлы, а также их сплавы. Это обуславливает широкое ее применение. Основные сферы использования метода:
- автомобилестроение;
- изготовление деталей для различных отраслей промышленности;
- космонавтика;
- кораблестроение;
- авиация;
- производство инструментов для медицины;
- изготовление электроинструмента;
- строительство и многие другие.
Востребованы аппараты TIG и в частном секторе и малом бизнесе. Особенно часто они используются в ремонте автомобилей, в частности, для восстановления кузовов авто или починки радиаторов.
Режимы работы
Работает установка от однополярного или переменного источника питания. Изменение режимов позволяет выбрать оптимальный вариант для конкретного вида сплава или металла.
Постоянный ток
К минусовой клемме подсоединяется электрод, а плюс идет к рабочей поверхности. Подключение к источнику постоянного тока предоставляет определенные преимущества:
- Возрастает экономичность применения сварочного оборудования.
- Деталь можно прогревать на большую глубину. В результате соединение может быть очень узким, но прочным из-за большой глубины проваривания деталей.
- Скорость сварочного процесса заметно возрастает.
В режиме постоянного тока проще всего варить заготовки из легированной и нержавеющей стали.

Переменный ток
Минус и плюс во время работы меняются в произвольном порядке. При подключении в режиме обратной полярности поверхность заготовок эффективно очищается от оксидной пленки.
Оборудование
Для того, чтобы выполнить сварочные работы при помощи неплавящегося электрода в защитной среде, достаточно иметь обыкновенный недорогой инвертор с горелкой, предназначенной для подачи газа. Тем не менее, на рынке существует специальное оборудование:
- TIG-инвертор. Отличается от обычного тем, что имеет встроенный блок, вырабатывающий прямой или переменный ток в зависимости от режима работы. Тем самым функционал аппарата значительно увеличивается. Можно работать с черными металлами, сплавами алюминия и других материалов.
- Выпрямители. Принцип работы основан на преобразовании переменного тока в постоянный. Относится к категории профессионального оборудования.
Выбор установки и расходных материалов напрямую зависит от того, с какими материалами нужно работать.
Сборка сварочного аппарата
После приобретения сварочного аппарата необходимо правильно смонтировать все узлы и комплектующие. Последовательность выполнения работы:
- Осциллятор соединяется с инвертором.
- Прикрепить провод массы к положительной клемме.
- К отрицательной подсоединяется магистраль с держателем.
- Горелка подсоединяется к рукаву для подачи инертного газа.
- На баллон с аргоном прикручивается редуктор.
- Подающий газ рукав фиксируется на редукторе.
На заключительном этапе подготовки инвертор подключается к сети энергоснабжения с питанием 220 вольт. Осциллятор подсоединяется к источнику тока напряжением 6 вольт.

Техника сваривания
Перед началом любого сварочного процесса необходимо подготовить оборудование. Для настройки аппарата специалисту нужно выполнить несколько манипуляций:
- В предварительной подготовке нуждаются вольфрамовые электроды. Конец рабочего стержня затачивается надфилем.
- После подготовки неплавящийся электрод устанавливается в горелку. Он удерживается цанговым зажимом.
- Открывается подача инертного газа – откручивается вентиль на редукторе баллона с аргоном. Сразу необходимо установить достаточный объем подачи газа. Оптимальный показатель расхода составляет 13 литров за минуту.
- Масса подсоединяется в рабочей поверхности или непосредственно к столу, на котором свариваются заготовки.
- Включается осциллятор, а горелка подносится к поверхности заготовок.
- Далее следует нажать на кнопку включения, что вызывает появление искры. В это же время открывается подача защитного газа.
Электрод от рабочей поверхности следует удерживать на расстоянии приблизительно 3 мм от рабочей поверхности. Если расстояние увеличить, то ширина шва будет возрастать, а глубина проваривания, наоборот, уменьшаться. Край электрода можно вести по-разному. В работе с тонкими листами необходимо отдать предпочтение колебательным движениям слева-направо, чтобы избежать прогорания стенок. При формировании корневого шва электрод ведется ровно. При соединении угловых стыков электрод удерживается в положении 45 градусов относительно основной рабочей поверхности.

Маркировка TIG-сварки
Маркировка латинскими буквами
Название сварки в разных странах отличается. Поэтому важно знать маркировки, а также их значения, чтобы не ошибиться с выбором оборудования. К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
На немецком данный тип сваривания металла называется «Wolfram Inert Gas». Поэтому оборудование маркируется соответствующими обозначениями – «WIG». В США для этого применяется аббревиатура GTAW – Gas Tungsten Arc Welding.
Маркировка на территории РФ
Аргонная сварка с использованием неплавящихся электродов и защитных газов обозначается ИН и ИНп. Первая аббревиатура применяется в случаях выполнения работ не плавящимся электродом в защитной среде. В случаях, когда применяются присадочные материалы, то дополнительно указывается литера «п».
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
Верным принято считать написание без дефиса. Согласно положений ГОСТа существует понятие только аргонодуговой сварки. Применение дефиса внутри словосочетания считается ошибочным.
Мифы о TIG-сварке
Сварочные процессы в аргонодуговой среде породили ряд слухов, часть из которых далеко от действительности. Необходимо иметь ввиду, что любой сварочный процесс является вредным для людей видом деятельности. Тем более, если приходится работать с инертными газами. Поэтому требованиями техники безопасности предусмотрены процедуры, призванные защитить специалиста. Если не соблюдать их, то высока вероятность причинения ущерба здоровью сварщика.

Губителен ли аргон для сварщика?
Если ознакомиться с курсом химии, то несложно выяснить, что аргон является распространенным в атмосфере газом и по количеству в атмосфере занимает третье место после азота и кислорода. Он не имеет запаха и вкуса, поэтому сложно диагностируется. Газ не токсичен и не относится к числу взрывоопасных.
По весу аргон тяжелее атмосферного воздуха в 1,4 раза, поэтому легко вытесняет кислород из сварочной зоны. Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Правила безопасности при работе с инертным газом:
- При работе в помещении нужно устанавливать напольные вытяжные устройства. Как минимум, следует располагаться на расстоянии не менее 20-30 см от уровня пола. в этом случае аргон будет уходить вниз и выводиться из помещения естественным путем.
- При формировании потолочных или вертикальных швов используются средства индивидуальной защиты. Вполне достаточно шлангового противогаза для подачи чистого атмосферного воздуха.
- Во время работы в помещениях необходимо контролировать уровень кислорода. Если показания измерительных приборов опустились ниже уровня 20% кислорода в атмосфере, то работы нужно приостановить, а помещение проветрить.
Аргонодуговая сварка понижает мужское здоровье
Это миф, широко распространенный среди любителей и начинающих сварщиков. Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.

Чтобы не иметь никаких оснований для беспокойства и быть уверенным в безопасности при выполнении сварочных работ, следует придерживаться простых правил безопасности. А именно:
- надевать респиратор;
- работать с активной вытяжкой;
- хранить не больше 3 кг ториево-вольфрамовых электродов в одном месте.
Вольфрамовая пыль состоит из очень мелких частиц, которые, попадая внутрь, раздражают стенки дыхательных путей. Радикального влияния на здоровье они не оказывают, но лучше полностью обезопасить себя, одев респиратор.
TIG-сварка «капризна» в работе
Большинство реализуемых на отечественном рынке аппаратов имеют множество разнообразных настроек и регулировок. Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Для сварочного процесса каждый работник должен:
- Выбрать оптимальный сварочный ток.
- Установить оптимальные настройки для выполнения конкретной работы.
- Правильно выбрать диаметр электрода в зависимости от тока и материала.
- Подобрать присадочный пруток, максимально соответствующий металлу или его сплаву.
- Определить с выбором инертного газа. В сварочных работах может применяться чистый гелий или же его смеси.
При условии соблюдения всех этапов и требований, специалист сможет соединить металлические заготовки любого размера или состава. Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.

Достоверные факты
TIG-инвертор оснащен большим количеством настроек
Оборудование дает возможность качественно соединять большой ассортимент стали – низко-, средне- и высоколегированной. Каждый материал обладает определенными физико-химическими особенностями, что обуславливает необходимость индивидуального подхода при сварке. На выбор параметров также влияет толщина материала и целый ряд других факторов. Важно выбрать оптимальные настройки, а именно эту возможность предоставляет рассматриваемое оборудование.
Газопроводящие магистрали должны быть целыми
Для создания качественного и красивого сварного шва требуется постоянное давление инертного газа. Помимо этого, целая магистраль исключает утечку дорогостоящего расходного материала. Нужно учесть и тот факт, что утечка инертного газа может спровоцировать нештатную ситуацию на рабочем месте.
Прототипом TIG-инвертора послужила вольфрамовая нить
Американский ученый Ирвинг Ленгмюр в 1916 году опытным путем установил, что вольфрамовая нить лучше проводит заряд, если ее поверхность покрыта оксидом тория. Именно это открытие стало основой для создания в будущем вольфрамовых электродов. Они успешно применяются в аргонодуговой сварке и по сегодняшний день.

Инвертор ТИГ нуждается в уходе
Конструкция аппарата включает большое количество мелких деталей, плат и других элементов. При работе генерируется большое количество пыли и мелких частиц металла. Они оседают не только на корпус устройства, но и на расположенные внутри узлы. Проникает пыль через вентиляционные и другие технологические отверстия кожуха.
Будет хорошо, если выработается привычка после работы очищать аппарат от грязи. Для этого можно использовать сжатый воздух. Постоянно необходимо следить за целостностью подающих газ рукавов и питающих кабелей; исправностью держателя и горелки.
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
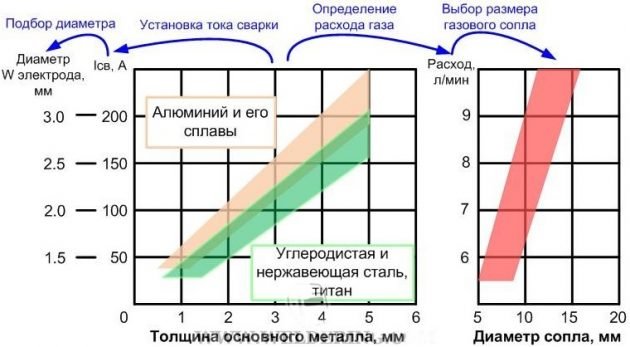
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Специфика применения TIG сварки: рассказываем и показываем нюансы

Одним из самых распространенных видов сварки является аргонодуговая, иначе TIG, сварка. Любимая профессионалами сварочного дела, она применяется как на крупных, так и на малых производствах (к примеру, в автосервисах).
Причиной тому – многофункциональность данного способа. Представляется возможным как сформировать качественный сварочный шов, так и хорошо сплавить детали большой толщины.
Аргонодуговая сварка легко справляется с алюминием, медью и нержавейкой. Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Плюсы и минусы TIG сварки, точная технология выполнения процесса сварки, необходимое оснащение – все эти аспекты мы раскроем в этой статье для вас.
- ЧТО ИЗ СЕБЯ ПРЕДСТАВЛЯЕТ ЭТА ТЕХНОЛОГИЯ
- ГДЕ ТРЕБУЕТСЯ СВАРКА TIG?
- ДОСТОИНСТВА
- НЕДОСТАТКИ
- НЮАНСЫ TIG СВАРКИ
- ПОДВЕДЁМ ИТОГИ
ЧТО ИЗ СЕБЯ ПРЕДСТАВЛЯЕТ ЭТА ТЕХНОЛОГИЯ
Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten – англ. «вольфрам», Inertgasschweißen – нем. «инертный газ»).
Название определяет основу технологии, при которой используется вольфрам и защитные газы.
Главный элемент аргонодуговой сварки – это вольфрам, а точнее, вольфрамовый электрод. Применимый ко всем металлам: это позволяет его температура плавления около 3500 C.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, то есть время от времени его нужно затачивать для стабильности и легкого ведения дуги.
Вы можете не переживать о длине используемого электрода, так как остальная длина расположена под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством нажатия кнопки со всех сторон горелки подается защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа кислород проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средством предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте края настолько близко друг к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь присадочной проволокой при tig сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Высокая температура способствует образованию на поверхности этого металла окисной пленки, что мешает качественному свариванию. Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка не появляется из-за защитного газа.
ГДЕ ТРЕБУЕТСЯ СВАРКА TIG?
Еще одна причина популярности аргоновой сварки заключается в высокой температуре горения дуги. TIG разрешает сваривать углеродистую сталь и цветной металл, сохраняя качество шва.
Для этого подходят чугун, титан, алюминий, остальные металлы. Очень хорошо сваривается нержавеющая сталь – формируется высокопробный шов. При этом не требуется его очистка.
Предприятия больших автоконцернов, пищевкусовые фабрики, химическая и нефтеперерабатывающая сфера, автосервисы – производства всех этих отраслей нуждаются сварке TIG.
ДОСТОИНСТВА
Кроме тех, что мы уже назвали, имеются еще некоторые плюсы TIG, о которых важно сказать. Они существуют за счет ключевых компонентов технологии – вольфрамового стержня и инертного газа.
- Получение небольшой деформации деталей при высоких температурах из-за узкой области прогрева.
- Невозможность попадания воздуха в сварочную зону, поскольку аргон имеет больший вес, чем кислород.
- Нетрудоемкий процесс, которому легко обучиться. Такой сваркой может заниматься любитель или даже новичок.
- Сварочный шов в результате выходит аккуратный, ровный и не нуждается очистке и другом механическом вмешательстве.
- Возможность иметь дело трудными металлами, например, с алюминием.
- Производит менее пагубное воздействие на окружающую среду.
НЕДОСТАТКИ
Также своим долгом считаем рассказать вам и о минусах TIG технологии.
- Ветреная погода может разрушить все ваши планы на сварку, ведь газ будет выдуваться из сварной зоны (вы можете установить щиты для защиты, однако будет тратиться больше газа).
- Необходима скрупулезная подготовка металлических поверхностей перед сваркой. Детали должны быть очищены, не иметь масляных, грязных и жирных следов. Без этого обязательного этапа существенно снизится качество сварочного шва.
- Механизм горелки не дает легко сварить детали в малодоступных зонах. Вы можете сделать больше вылет стержня или уменьшить электрод, однако может произойти перегрев или другие проблемы.
- Если вы не опытны в деле сварки TIG, поджигание дуги вне сварной области может привести к образованию следов, которые затем надо убирать.
НЮАНСЫ TIG СВАРКИ
Большое значение для TIG сварки имеет правильный подобранный режим. Это напрямую связано с тем, какой электрод вы будете использовать. Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап – это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности. Для сварки постоянным током берется прямая полярность, а для переменного – обратная.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, используйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по детали, воспользоваться опцией TIG lift, которая облегчает этот процесс или вовсе применить способ бесконтактного зажигания.
Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
Узнайте, какие режимы имеются в сварочном инструменте,что у вас имеется, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других. Первый удобен тем, что из-за своей небольшой мощностью, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт – чтобы вода не замерзала, если система какое-то время не приводится в действие.
ПОДВЕДЁМ ИТОГИ
TIG сварка – перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, обусловленные характеристиками каждого металла.
Аргоновой сварке отдают предпочтение многие мастера этого дела. Она существенно важна для многих отраслей человеческой деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели. Удачи вам в ваших начинаниях!
Область применения и преимущества TIG сварки
Идея сварки в нейтральной среде была запатентована в 1890 году, и только в 1941 разработана технология самого процесса. Название TIG сварки связано с вольфрамом, материалом, идущим на изготовление неплавящегося электрода. Технология ТИГ позволила сваривать ранее не соединяемые данным способом материалы, такие как алюминий, магний, бронза, никель, латунь, титан.
Особенности процесса ТИГ сварки
До изобретения ТИГ технологии получить сварной шов при работе с алюминием, магнием, нержавеющей сталью было практически невозможно. В процессе сварки кислород, водород и азот воздуха попадали в расплавленный металл сварочной ванны, приводили к появлению пор и пузырьков, тем самым ухудшая качество соединения.

При работе с неплавящимся электродом в среде инертного газа дуга зажигается между электродом и материалом. Благодаря высокой температуре плавления электрода в 3422 0 С вольфрам не плавится, дуга достигает высокой температуры, таким способом можно сваривать практически все стали.
Вольфрамовый электрод крепится в цанге внутри горелки. Через сопло горелки в зону расплавленного металла подается инертный газ, чаще всего это аргон или гелий. Если свариваемые детали придвинуты вплотную и на концах имеются кромки, то материала изделия достаточно для формирования сварного шва. При наличии зазора или в случае разделки кромок, для формирования шва в зону ванны подается присадочная проволока, вручную или в автоматическом режиме.
Область применения ТИГ сварки
С помощью TIG сварки можно соединять:
- алюминий;
- титан;
- магний;
- легированные стали.
Благодаря новой технологии эти материалы широко задействованы в авиастроении, военной промышленности, космическом производстве. Красивый аккуратный шов не портит внешний вид изделия, используется в быту. Практически в каждом доме есть кухонная посуда и полотенцесушители, сваренные ТИГ сваркой из нержавеющей стали.
Технология позволяет сваривать самые тонкие материалы, что широко применяется при ремонте автомобилей на автосервисах. С помощью аргонодуговой сварки TIG неплавящимся электродом можно соединять велосипедные трубки, выполнять монтаж кондиционера в автомобиле, заделывать дыры в радиаторе.
Сваренные с помощью аргонной сварки TIG швы имеют высокое качество, герметичны, используются на ответственных изделиях, вплоть до контейнеров для радиоактивных отходов, емкостей, оболочек в химической и нефтеперерабатывающей промышленности, машиностроении.

Преимущества технологии ТИГ сварки
По сравнению с иными способами, аргонодуговая сварка TIG имеет следующие преимущества:
- широкий спектр свариваемых материалов, возможность соединять легированные стали, цветные металлы, чугун;
- в процессе ТИГ сварки нагревается небольшая зона изделия, поэтому детали практически не деформируются;
- сварной шов отличает высокое качество и герметичность;
- красивый качественный швов практически не требует последующей обработки;
- простой процесс обучения основам мастерства.
Техпроцесс ТИГ расширил область применения алюминия. При сваривании иными способами кислород вступает в реакцию с металлом, образуя на поверхности ванны легкую тугоплавкую пленку, которая препятствует процессу плавления алюминия, имеющего температуру плавления в 660 0 С. Температура плавления оксида алюминия составляет 2072 0 С. Инертная среда защищает зону расплавленного металла от кислорода, тем самым давая возможность соединить алюминиевые детали.
Несмотря на большие возможности и хорошее качество, технология имеет свои недостатки:
- при аргонной сварке TIG на открытом воздухе возможно нарушение инертной защиты порывами ветра;
- предварительно необходимо качественно подготовить поверхности;
- горелка имеет конструкцию, неудобную для соединения изделий под острым углом.
Технология выполнения сварных швов с помощью ТИГ сварки
В зависимости от материала и толщины изделия, подбираются параметры режима процесса: сила тока, диаметр электрода и присадочной проволоки, если она применяется. Существует три способа розжига дуги:

- чирканье электродом по металлу, используется редко, при этом способе быстро деформируется кончик электрода и на изделии образуется след;
- наиболее частый способ – точечное касание, используется в аппаратах средней ценовой категории;
- бесконтактный способ применяется на дорогом оборудовании.
Технология выполнения зависит от толщины металла, вида соединения и разделки кромок. Для тонких деталей разделку не выполняют. В процессе аргонодуговой сварки TIG стараются поддерживать расстояние между металлом и электродом в 3 мм. При большей величине шов получается широкий, но неглубокий, без полного проплавления металла, что отрицательно влияет на качество соединения.
Чтобы обеспечить хорошее проплавление толстого материала, предварительно разделывают кромки. Корневой шов выполняют ровно и, по возможности, с одинаковой скоростью. При заделывании второго прохода непрерывно, с поперечными колебательными движениями, подается присадочная проволока.
Оборудование для ТИГ сварки
Для выполнения процесса потребуется:
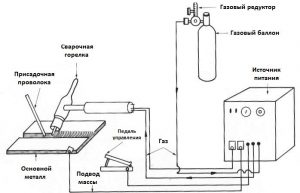
- Источник питания.
- Соединительные кабели.
- Баллон с газом.
- Горелка.
При диаметре до 3 мм горелка охлаждается естественным воздушным путем. При больших размерах через ручку подается охлаждающая жидкость — дистиллированная вода.
В качестве оборудования используется высокочастотный генератор, преобразующий переменный ток электросети 50 Гц в высокочастотный 50 КГц. Процесс сваривания можно выполнять как на прямой и обратной полярности, так и на переменном токе.
Последний вариант используется при соединении алюминиевых деталей. Металл хорошо прогревается в тот момент, когда на электрод подается отрицательное напряжение. В то время, когда на электроде плюс, плавятся окислы, имеющие высокую температуру плавления.
В продаже имеется оборудование, позволяющее создать переменный ток асимметричной формы для получения нужной температуры. При использовании постоянного тока минус подключают на электрод, в этом случае больше прогревается деталь. Чтобы исключить прожог тонких изделий, на электрод подают плюс.
Видео по теме: Аргонная (аргоновая) сварка TIG
Что такое ТИГ сварка и где она применяется?
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
 ТИГ сварка
ТИГ сварка
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
 Красивые швы сварки
Красивые швы сварки
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
 Режим ТИГ сварки
Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
 Инвертор ТИГ сварки
Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.





