Как сделать нож из подшипника?
Сейчас в продаже имеется достаточно большой ассортимент разнообразных ножиков хорошего качества. Однако большой популярностью пользуются ножи ручной ковки. Такие изделия имеют особую энергетику.
Ножи своими руками могут изготавливаться по-разному. Самым сложным способом является вариант ручной ковки.
Правильно куем нож сами

Стоит понимать, что ковка дает возможность сделать прочный клинок отменного качества, который сможет прослужить достаточно большое количество времени, не потеряв при этом свои качества.
Нож, выкованный из прочного материала, способен прослужить долгие годы, не сломавшись и не потеряв свои качества.
Для того чтобы ковать нож, понадобится иметь некоторые знания касательно металлов и их свойств. Помимо того, нужно досконально владеть инструментом для ковки. Людям, которые решили сделать данное изделие своими руками впервые, важно ознакомиться с некоторыми рекомендациями.
Как правильно выбирать материал для изготовления ножа?

Чтобы сделать качественный клинок, нужно подобрать подходящую для него сталь. От выбора материала будут зависеть режущие характеристики ножика и его прочность. Для правильного подбора металла важно знать, какие свойства имеет такой материал. Понадобится ориентироваться на 5 главных свойств стали:
- Устойчивость к износу — сопротивление стали изнашиванию при использовании. Данное свойство будет зависеть от твердости материала.
- Твердость — свойство материала, которое указывает на его способность сопротивляться попаданию в нее твердых материалов. Стоит знать, что твердый материал меньше подвергается деформации. Показатель прочности можно измерить по шкале Роквела.
- Прочность — возможность сохранять целостность при воздействии атмосферных сил.
- Пластичность — возможность материала впитывать и распределять кинетическую энергию при ударе и деформации.
- Красностойкость — устойчивость металла к высокой температуре и способность сохранять свойства в процессе нагрева. Минимальная температура ковки стали будет зависеть от устойчивости материала к термической обработке. Рекомендуется выбирать твердые марки, рабочая температура ковки для которых больше 900°С. Стоит знать, что температура плавления данного материала составляет приблизительно 1500°С.
Все данные характеристики связаны между собой. Преобладание одного из них приводит к ухудшению остальных. Каждое свойство материала будет зависеть от содержания в нем легирующих элементов и добавок, к которым можно отнести кремний, вольфрам, молибден и другие.
Наличие всех легирующих элементов и применение их в необходимой пропорции в процессе изготовления стали, а также знание их свойств позволяет создать сталь для необходимых целей. Каждая из подобных сталей имеет свою маркировку. Стоит отметить, что российские и европейские марки имеют разные обозначения.
К российским производителям, которые достаточно часто применяются в процессе ковки клинков своими руками, можно отнести стали с маркировкой У7-У16, Р6М5, Х12МФ и другие. Из европейских марок можно отметить стали 1095, М-2, А-2 и другие.
Какие инструменты необходимы для ковки ножика своими руками?
Чтобы выполнить ковку клинка, понадобится иметь специальный инструмент кузнеца, однако можно воспользоваться и любительскими инструментами:
- Молот на 4 кг.
- Молоток до 1 кг.
- Тиски.
- Станок для точки.
- Печка.
- Наковальня.
- Аппарат для сварки.
- Болгарка.
- Щипцы кузнеца или обыкновенные пассатижи.
- Разводной ключ.

Инструменты для ковки: молоток, тиски, разводной ключ, щипцы кузнеца, зубило, подбойка.
Следует знать некоторые нюансы касательно печки. Понадобится достичь температуры приблизительно 1000-1200°С, чего сделать в обыкновенной печи не получится. В связи с этим надо будет усовершенствовать печку. Конструкция изготавливается из металла с толстыми стенками, после чего присоединяется труба, в которую будет подаваться воздух из пылесоса. В качестве топлива подойдет уголь.
Перед изготовлением ножа понадобится сделать эскиз. Нож является простым предметом, который состоит из клинка и рукоятки, но данные элементы имеют множество составляющих.
Как сделать кованые ножи из напильника или троса?
Напильник изготавливается из износостойкой стали, в связи с чем достаточно часто из данного инструмента изготавливаются ножики. Такие клинки будут иметь хорошую режущую кромку.

Нож, выкованный из троса, уступает по своим характеристикам другим, но клинок обладает необыкновенно красивым рисунком, напоминающим дамасскую сталь.
Первым делом нужно будет выполнить очистку инструмента от насечек и ржавчины. Данное действие можно сделать, используя болгарку. Если есть необходимость, от напильника надо будет отрезать заготовку нужной длины.
После этого изделие приваривается к арматурному пруту и засовывается в печку. Изделие надо нагреть до необходимой температуры, после чего можно будет приступить к раскатке изделия до нужной толщины. Далее делается острие и кромка для резки. Хвостовик ножика из данного инструмента рекомендуется делать под накладную рукоятку.
Трос нужно расколоть до красного цвета, после чего вынуть его из печки и посыпать бурой. После этого трос нужно раскалить до 1000°С, снова вынуть из печки и начать проковывать. Удары наносятся молотком, при этом важно стараться сохранить все волокна вместе.
В конечном итоге может получиться полоса стали, которая состоит из нескольких слоев. Из нее можно будет ковать нож необходимой формы.
Куем нож из сверла сами
Для ковки ножиков достаточно часто используются сверла. Связано это с тем, что данные изделия изготавливаются из стали Р6М5, которая подходит для клинков. Она имеет хороший уровень прочности и проста в заточке.
Следует знать, что сверла больших размеров состоят из рабочей части из стали Р6М5 и хвостовика из обыкновенной стали. Сверла небольших размеров в большинстве случаев изготавливаются из Р6М5.

Нож из напильника обладает отличными режущими свойствами. Если планируется ковать ножик из сверла больших размеров, нужно сразу определить, где располагается каждый вид стали. Для этого нужно проточить сверло по длине.
В местах, где присутствует обыкновенная сталь, будет образовываться большое количество искр. При точке сверла из легированной стали искр будет мало.
Данную процедуру понадобится выполнить для того, чтобы определиться, где у ножика будет клинок, а где хвостовик.
- Прежде всего разводится огонь в печке, после чего подключается поддув. Далее нужно подождать, когда топливо начнет сильно гореть. После этого сверло помещается в печь. Сделать это нужно при помощи клещей так, чтобы хвостовик располагался вне огня.
Если ковка выполняется впервые, достаточно сложно определить с первого раза, нагрелся ли металл до нужной температуры. В связи с этим будет испорчено не одно сверло. Чтобы не испортить большое количество материала, рекомендуется первым делом потренироваться с нагревом и ковкой на арматурных прутьях.
Нужно будет запомнить, какой цвет имел металл и когда его было легко ковать. Стоит учитывать и то, что при солнечном свете даже нагретый до 1000°С металл не будет светлым.
- После того как сверло раскалится до температуры больше 1000°С, его понадобится вынуть из печки, после чего закрепить в тисках нижнюю часть хвостовика. После этого надо будет взять разводной ключ, прижать им верхнюю часть сверла и расправить спираль с помощью круговых движений.
Все действия понадобится производить быстро, чтобы металл не успевал остывать, иначе сверло сломается. Если выполнить все действия за один подход не получилось, нужно будет повторно нагреть сверло и повторить процесс. В конечном итоге получится сравнительно ровная полоса металла.
- На следующем этапе нужно будет выполнить ковку сверла и раскатать металл до нужной толщины.
Для этого понадобится нагреть металл до нужной температуры, взять тяжелый молоток, после чего сильными ударами выровнять сталь, придавая необходимую форму. В конечном итоге получится стальная полоса толщиной приблизительно 3-5 мм.
В процессе ковки материала надо будет постоянно следить за цветом изделия. Как только появится тусклый цвет, заготовку нужно будет вернуть в горн.
- Далее понадобится выковать острие ножика. Стоит знать, что изделию нужно будет придать круглую форму, сохранив при этом нужную толщину конструкции. Ковка должна выполняться так, чтобы в процессе проделывания отверстия слегка оттягивалось лезвие по длине. Бить нужно аккуратно.
- Следующим шагом выполняется проковка кромки для резки. Для этого нужно использовать легкий молоток. Металл сдвигается вниз к кромке, при этом начинать нужно со середины лезвия. Режущая кромка должна получиться тонкой, а лезвие должно остаться прямым. Все удары нужно наносить аккуратно. Важно следить за цветом изделия.
- Далее выполняется проковка хвостовика. Прежде всего накаливается хвостовик сверла круглой формы, после чего изделие раскатывается сильными ударами молотка. Хвостовик может быть узким или широким. Все будет зависеть от составленного эскиза.
- После того как металл остынет, можно будет производить шлифовку. Понадобится снять излишки металла, чтобы сделать ножик ровным и придать ему блеска. После шлифовки изделие может стать на 2 мм тоньше, в результате чего нож будет иметь меньший вес. На данном этапе может быть выполнена заточка и закалка клинка.
Кованые ножи из подшипника или рессоры
Внутренний и внешний обод подшипника может использоваться для изготовления ножа. Все работы по изготовлению практически ничем не отличаются от способа ковки клинка из сверла. Однако есть нюансы, о которых нужно знать. Заготовка из обода подшипника должна быть вырезана с помощью болгарки.
Длину нужно брать с запасом в 1-2 см. Помимо того, заготовку, которая была вырезана, понадобится приварить к арматурному пруту. Только после этого ее можно будет накалять и ковать. В данном случае не понадобится раскатывать изделие из круглого в плоское, достаточно будет просто его выровнять. Во всем остальном работы ничем не отличаются от предыдущего способа.
Нужно отметить, что из подшипника лучше всего изготавливать ножик с накладной ручкой.
Достаточно часто для ковки клинка используется и рессора. Данный металл является упругим и долговечным. Ножик из рессоры можно сделать и путем обыкновенного вырезания профиля клинка, выполняя заточку и закалку. Однако, чтобы сделать надежный инструмент, нож рекомендуется проковать.
Ковка ножика из рессоры начинается с зачистки от ржавчины с помощью использования болгарки. Далее выполняется разметка пластины.
Чтобы сделать данное изделие, понадобится лишь маленькая часть рессоры, излишки при этом надо отрезать болгаркой. Заготовка приваривается к арматурному пруту, после чего накаляется и постепенно проковывается.
Выковывается острие и режущая кромка. После выполнения данных работ ножик нужно будет оставить остывать, после чего прошлифовать и заточить.
Ковать нож достаточно сложно. С первого раза достаточно редко получается своими руками выковать качественное изделие. Однако если следовать технологии и иметь некоторые навыки работы с металлом, можно сделать качественный ножик.
Делаем нож из обоймы подшипника своими руками
Нож из подшипника делается в достаточно кропотливый способ. Если для изготовления самодельного ножа из рессоры можно использовать метод отпуска, механическую обработку металла и последующую закалку, то нож из подшипника получится только путем ковки.
Особенность этого процесса состоит в том, что подшипник имеет круглую обойму, а для распрямления ее на металлическую полоску подойдет только лишь один вариант – сковать. Распиливать подшипник рекомендуется наискосок – когда будем ковать, носик сможем сформировать в более легкий способ.
Автор использовал сплав Шх15 – это сталь, которая легирована хромом. Перед тем, как приступать к ковке, сплав отжигаем, оставляем в печи или горне, чтобы медленно остыл – примерно 20–60 градусов в час. По отжигу сталь приобретает пластичность, теперь ее ковать удобнее.
Обойму выпрямляем, формируем клинок. Чтобы определить требуемую температуру ковки стали Шх15 – а это в пределах 800…1100°C, стоит использовать пирометр. Но если такового прибора нет, уровень нагрева определяем по цвету каления – где-то от вишнево-красного до темно-желтого.
Когда процесс ковки окончен, делается нормализация, в противном случае в металле останутся напряжения и при лучшем исходе во время закалки клинок поведет, а в худшем – лопнет на морозе, возможно с нанесением травм. Чтобы провести нормализацию, нагреваем клинок до 800…950°C, такую температуру выдерживаем недолго – и на воздух, на ровную поверхность, чтобы остыл.
Дальше можно переходить к слесарной обработке. Черновые спуски делаем путем ковки, остальное – с помощью гриндера или болгарки. Главное – толщину спусков должна быть не меньше 1 мм, в противном случае во время закалки лезвие будет вести. Теперь – наверное, ключевой момент в изготовлении ножа. Это термическая обработка.
Для закалки медленно нагреваем клинок до 830°C – светло-красного цвета. Для определения нужно температуры можно использовать магнит – если металл больше не магнитится, значит достигнута нижняя температура закалки. После того как при такой температуре соблюдена выдержка 1 минута на каждый мм толщины клинка – охлаждаем в масле. При этом масло должно быть подогрето примерно до 50°C.
Не меньшую важность имеет процесс отпуска металла – можно сделать в духовке, t200°C, продолжительность – полтора часа. Результат – в меру твердый клинок, надфиль можно едва зацепить, при нагрузке пружинит.
Дальше перейдем к рукояти. В качестве материала рукоятки автор взял березовый сувель, отваренный в соленой воде с хвойными опилками.
Готовая рукоять пропитывается – для этого берем горячее льняное масло. Для полноценного ножа нужно соответствующее одеяние – то есть ножны.
Шайбы и подшипники в складных ножах

Современные складные ножи представляют из себя сложный комплекс различных технологических решений, важным компонентом которого является работа осевого узла. Для обеспечения плавного хода клинка и быстрого открывания ножа применяются самые разнообразные детали, в числе которых фторопластовые и металлические шайбы, а также шариковые и роликовые подшипники.
Шайбы из фосфористой бронзы
Фосфористая бронза является основным материалом для шайб из цветного металла, который на сегодняшний день используется при изготовлении ножей. Она отличается от обычной бронзы тем, обладает большим сопротивлением к изнашивающим и истирающим усилиям, а также большой химической устойчивостью. Этот сорт бронзы при металлургической обработке подвергается очистке с помощью фосфора. Он удаляет при плавке бронзы окислы меди и олова, которые придают сплаву твердость и хрупкость. Очищенный таким образом сплав становится твердым и не теряет вязкости, что дает возможность использовать его в различных механизмах при ударах и трении (подшипники, зубчатые колеса и т.д.). Вязкость фосфористой бронзы настолько велика, что она может коваться, прокатываться и тянуться в проволоку в холодном состоянии. При движении клинка на складывание, эти шайбы выступают в качестве подшипника скольжения. Но при этом они требуют точной, четкой подгонки. При регулярном обслуживании (смазывании, шлифовке на полировочной пасте) такие шайбы способны работать долгие годы.

Фторопластовые шайбы
Фторопласт — это общее название фторсодержащих пластмасс, получаемых при полимеризации тетрафторэтилена. Он синтезируется в виде белого порошка, образующего комки, а затем прессуется и спекается при высокой температуре. В своем составе может содержать от одного до четырех атомов фтора, что отражается в названии его типов. К наиболее распространенным фторопластам относится политетрафторэтилен, известный в России как фторопласт-4. В США этот материал известен под торговой маркой «тефлон» (Teflon). Основные достоинства фторопласта: устойчивость практически к любому химическому воздействию, низкий коэффициент трения, устойчивость к сцеплению с другими поверхностями. Кроме того, термостойкость, то есть гибкость и эластичность материала сохраняются при температурах в диапазоне от -70° до +270°С. Фторопласт практически не горит, в пламени он только обугливается, а при извлечении его из открытого огня полностью прекращается и обугливание. Изделия из фторопласта не изменяют свою длину даже под воздействием температуры. В качестве шайб для ножей главным достоинством фторопласта является мягкий и плавный ход клинка. Как и шайбы из металла, фторопластовые шайбы нуждаются в смазке. В осевом узле при больших боковых нагрузках они могут деформироваться. Для нормального функционирования они нуждаются в регулярной чистке от пыли и грязи.

Латунные шайбы
Латунь – это двойной или многокомпонентный сплав на основе меди, где основным легирующим элементом является цинк, иногда с добавлением олова (меньшим чем цинка), никеля, свинца, марганца, железа. По металлургической классификации к бронзам не относится. Главными преимуществами таких шайб является повышенная износостойкость, стойкость к окислению и карбонизации, они не подвержены намагничиванию, не бояться низких температур. Латунные шайбы используются в российской ножевой промышленности достаточно редко, так как китайские фторопластовые шайбы экономически более выгодны, а на дорогих ножах премиальные бренды уже перешли на использование подшипников. Однако и в подшипниках латунь активно применяется при изготовлении сепараторов.

Подшипником называется сборочный узел, являющийся частью опоры или упора и поддерживающий вал, ось или иную подвижную конструкцию с заданной жёсткостью. Он фиксирует положение в пространстве, обеспечивает вращение и качение с наименьшим сопротивлением, воспринимает и передаёт нагрузку от подвижного узла на другие части конструкции. Подшипники можно классифицировать на большое количество основных типов: шариковые, роликовые цилиндрические, роликовые конические, двухрядные самоустанавливающиеся, игольчатые, упорные шариковые и т.д. В складных ножах используются шариковые и роликовые подшипники.
Шариковые подшипники
Металлические подшипники
В осевом узле складного ножа наибольшее применение получили шариковые и роликовые подшипники.
Шариковые подшипники наиболее распространенный тип подшипников. В них применяются шариковые тела качения, которые катятся в беговых дорожках, выполненных на поверхностях наружных колец (обойм), и заключены в штампованные или механически обработанные, или синтетические (полимерные) сепараторы. Благодаря точечному контакту между шариками и беговой дорожкой, момент трения у такого типа подшипников не велик, поэтому они могут развивать большие скорости вращения. Для восприятия осевой нагрузки в одном направлении – применяются однорядные шариковые упорные подшипники, в случае, когда действует двухсторонние осевые усилия – двухрядные шариковые упорные.

Наибольшее применение в недорогом сегменте современных складных ножей находят созданные компанией Kershaw система “Kershaw Velocity Technology”. KVT – подшипник представляет собой систему на семи шариках, с сепаратором, который изготовлен из полимерного материала, латуни или стального сплава. Главным недостатком можно назвать уязвимость шаров в этих подшипниках перед появлением ржавчины при длительном контакте ножа с водой. В целом при применении любых видов подшипников качения исключительную важность имеет строение осевого узла. Именно от формы и глубины выборки под подшипник зачастую зависит его эффективность.

Роликовые подшипники
Роликовые подшипники представляют собой практически такую же конструкцию, как и шариковые варианты. То есть металлический или пластиковый сепаратор, в котором утоплены металлические цилиндры. Они вращаются вокруг своей оси, развивая скорость в одном направлении. Обычно такие подшипники бывают однорядные, и не образуют из себя сложных многорядных систем. Они вырабатываются с такой же скоростью, как и шариковые, нуждаются в смазке и также плохо переносят боковые нагрузки.

Керамические подшипники
Ке6рамические подшипники – это самое современное устройство для узлов складных ножей. Основным материалом для таких изделий является как правило нитрид кремния (Si3N4). Благодаря тому, что этот вид керамики обладает выдающейся ударной прочностью и высокой жесткостью, этот черный, блестящий после полировки материал стали активно использовать за последние десятилетия в машиностроении. Обычно эти подшипники являются смешанными (гибридными) – в них из керамики выполнены только шары (или другое тело вращения), а оба кольца вращения из стали. Сепаратор на гибридных керамических подшипниках может быть сделан как из синтетических материалов, так и из железа.
Главными достоинствами керамики являются: способность работать в агрессивных кислотах и щелочах без коррозии, керамика легче стали на 40% и значительно лучше рассеивает тепло. Твёрдость по Роквеллу стальных шаров редко превышает 60 единиц по шкале HRC, твердость керамики может достигать 75 единиц. Так как керамика тверже стали, то имеет и более высокий модуль упругости. А это наиболее важное преимущество. Это означает, что при нагрузке и вращении шары деформируются меньше.

В ножах на сегодняшний день применяются самые разнообразные системы керамических подшипников. От самых простых однорядных, до сложных трех и даже пятирядных систем с бронзовыми сепараторами, на стальной каленой подложке и фторопластовым пылезащищающим кольцом. Керамические подшипники требуют высокой степени твердости плашек ножа, в которых они движутся, так как при мягкой стали подшипник будет вырабатывать металл. Что в свою очередь приведет к люфту в осевом узле. Особенно это может быть актуально для титановой рукоятки с канавками без стальной подложки. Если эти подшипники будут находиться в специально вырезанных пазах со сталью высокой твердости, то будет происходить так называемая нагартовка – упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической деформации. То есть металл в этом месте будет упрочняться. Для смазывания керамических подшипников необходима специальная смазка на тефлоновой основе. Это связано с тем, что при применении масла или любой густой смазки в осевом узле будет скапливаться грязь, которая при соприкосновении с подшипником будет работать как абразив и приводить все к той же выработке металла.

Подшипники системы IKBS
Разработанная в 2002 году братьями Лала и Флавио Икома из Бразилии, система IKBS предназначена для лёгкого и быстрого открывания и закрывания складного ножа. В Ikoma Korth Bearing System (именно так расшифровывается IKBS) применяются шариковые подшипники, обеспечивающие плавное открывание ножа, в разы превышающее аналоги.
Для применения IKBS делается зенковка на каждой стороне лайнера, и туда помещаются шарики. Клинок опирается не на плоскости шайб, а лишь на шарикоподшипники, в точках их соприкосновения с зенковками лайнеров. Тем самым, от конструкции подшипника остаются только шарики и канавки в лайнерах, что облегчает и упрощает весь механизм, делает его более надёжным. Пята клинка не подвергается изменениям. Лучше всего IKBS применять на ножах с замком Frame-lock и Liner-lock. Именно простота конструкции обеспечивает надёжность системы IKBS на практике.
Размер и количество шаров, необходимых IKBS для правильной работы, определяется в соответствии с размерами и назначением ножа. В общей конструкции ножа IKBS занимает очень мало места, что позволяет использовать её практически в любом складном ноже, даже в балисонгах («бабочках»). Вид шариков может варьироваться от простых шариков из углеродистой стали до очень дорогих керамических.
По сравнению с традиционной системой с шайбами, IKBS выделяется гораздо меньшим трением между клинком и лайнером. На сегодняшний день это одна из самых эффективных и надежных систем позиционирования подшипника на складном ноже. Она применяется десятками ножевых производителей по всему миру.
Нож из обоймы от подшипника на коленке.Часть 1
Привет читатель,часто ли ты проходя мимо барахолки обращал внимание на старые убитые подшипники,а ведь из них может получится отличный походный нож.Мной был найден вот такой вот подшипник,двигаться он отказывался.

Первым действием для магического превращения,нужно сделать отжиг детали (нагреть примерно до 800-1000 градусо по цельсию) и дать спокойно остыть.Далше нужно сделать пропил ножовкой по мнталлу или УШМ.
Дальше нужно потихотьку нужно распремлять обойму,дело это очень продоожительное и сложно,потому что греть долго.,гнуть быстро.Лучше всего зажать обойму в тески и выправлять обойму длинными клещами

Выгиная обойму я напрочь забыл про съёмку и опомнился под конец.

Нагревая и постукивая выпрямляем заготовку-колбаску стали марки ШХ15.

Далее начинается обычная ковка и выравнивнивание заготовки в ножеподобную пластину.

Если полученная заготовка понравилась,то можно потихоньку выводить форму ножа,я пытался высти форму tanto,но получилось что то отдалённо похоже.

Спасибо за внимание,нож сейчас в том состоянии как на последнем фото
P.s.В следующей части напишу про закалку,полировку и заточку.
Разломал подшипник, распрямил железяку, чутка её обтисал болгаркой и все.
Пиздец какой информативный пост и нож просто шикарный. Главное безопасный им даже зарезаться не получится.
Как пишет, так и делает. Отковать обойму можно за один нагрев. Для ножей ШХ15 не очень, ржавеет моментом. Хорошо подходит для фуганочных и пр. ножей технического применения. Если грамотно закалить, то может срезать гвозди.


Типа киридаши кованый
Всем здравствуйте, сегодня я вам покажу то, что вы уже наверное видели (я наконец решил оформить статью), свой ножичек псевдо “киридаши”.
Сделал его из старой заготовки под метательный нож (вообще-то это был полностью готовый, но маленький нож).
Откован из неизвестной стали, но когда мне её дарили сказали что это палец от танкового трака (хотя не факт). Закалка зонная, сталь ковалась тяжко (долго грелась, быстро остывала), но вроде получилось.

В начале придал ему форму, сделал насечки на обухе и текстурировал под битый камень (попытался), вывел спуски и отполировал почти в зеркало (хоть я крайне это и не люблю).
Однако результат мне не понравился, что-то в нём было не то, что-то слишком “блискучий” стал.
Чтобы избавится от этого гламура, я принял решение протравить клинок в “лимонке” (раствор лимонная кислота 1ст.ложка + 1 л. воды). Травил долго, чернота не хотела ложится на сталь.
ХЗ что за сталь, но когда мне её принесли сказали, что это палец от танкового трака (хотя может и от трактора).

Травилось прикольно с пузырьками, залипательно (я ж даже видосик снял на 25 мин. с процессом).
Потом промыл и протёр ветошью, в конце затёр мелкой наждачкой слегонца и сшил ножны.

Ножны кожаные, пропитаны воском.
Вот такой нож (типа киридаши)получился. Ну и напоследок будьте здоровы и живите счастливо.
Спасибо за просмотр.

Ламинат х12мф, медь, никель
Ну и вот, что получилось, пока только учусь слесарить, не шедевр, но буду тренироваться.




Пара ножей в славянской тематике

Симаргл – персонаж славянской мифологии; божество, идол которого был поставлен в пантеоне основных богов князя Владимира.
Славяне представляли Симаргла крылатым псом, который оберегает посевы. Его считали богом небесного огня, который вселяется в ростки посевов, в почки деревьев и помогает их прорастанию.
Изображали Симаргла двулапым, с собачьей головой, возле корневища Дерева Жизни, на котором прорастали семена всех растений. Хвост Симаргла в виде побегов растений.
Клинок – сталь х12мф, оставлены следы ковки; рукоять – лосиный рог, стабилизированная карельская береза, по рукояти выполнена резьба с последующим тонированием; больстер – латунь; ножны – кожа КРС хромового дубления с пирографией
Размеры: клинок 70х18х3.0мм, рукоять 150мм, максимальная толщина 18мм






Алконост – в византийских и русских средневековых легендах «чудесная птица, жительница Ирия — славянского рая. Лик у нее женский, тело — птичье, а голос сладок, как сама любовь. Услышавший пение Алконост от восторга может забыть все на свете, но зла от нее нет, в отличии от Сирина . Алконост несет яйца на краю моря, но не высиживает их, а погружает в морскую глубину. В эту пору семь дней стоит безветренная погода»
Клинок – якутского типа, сталь х12мф, кованый дол; рукоять – лосиный рог, по рукояти выполнена резьба с последующим тонированием; больстер – латунь; ножны – кожа КРС хромового дубления с пирографией
Размеры: клинок 65х18х3.2мм, рукоять 140мм, максимальная толщина 19мм
Складной нож из подшипника


Всех приветствую, предлагаю изучить инструкцию по изготовлению интересного и крепкого складного ножа. Клинок ножа изготовлен из обоймы подшипника, благодаря чему является крепким и долго держит заточку. Ручка также металлическая, а сверху она отделана интересными накладками из дерева. Коромысло и пружина изготовлены из качественной стали, поэтому нож должен служить долгие годы.
Клинок автор выковывал в полевых условиях, а на выравнивание обоймы понадобится не более 10 минут. Если проект вас заинтересовал, предлагаю ознакомиться с ним более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
– подшипник подходящих размеров;
– дерево для накладок;
-винты;
– эпоксидный клей;
– листовой алюминий для ручки;
– льняное масло для пропитки дерева.
Список инструментов:
– газовая плита и газовые горелки;
– кузнечная печь или костер (плюс кузнечные принадлежности);
– дрель;
– напильники, наждачная бумага, точильные камни;
– зажимы;
– тиски;
– лобзик;
– болгарка.
Процесс изготовления ножа:
Шаг первый. Подготовка материала
Исходным материалом для клинка является обойма подшипника. Сталь тут углеродистая, износостойкая, а значит, клинок будет крепким, и лезвие долго будет оставаться острым. Для начала разрезаем подшипник, чтобы получилась нужной длины заготовка. Теперь нам нужно ее выровнять. Нагреваем металл до красного свечения газовыми горелками и разгибаем обойму плоскогубцами. Ну а далее дорабатываем заготовку при помощи молотка и наковальни.















































А для отпуска нам понадобится разогреть металл до тех пор, пока он не станет синим, в этот момент опускаем пружину в воду. По идее сталь после этого должна начать пружинить. Если отпустить сталь плохо, металл будет хрупким и пружина поломается, так произошло в первый раз у автора. А при слишком большом отпуске металл будет пластичным, так что нужно найти золотую середину.
Первые испытания работы ножа автор провел, собрав для него ручку из пластика. Но эта конструкция не выдержала нагрузки и поломалась. Далее были изготовлены ручки из алюминия, теперь нож начала работать отлично.




































Шаг седьмой. Накладки
Сделаем для ножа накладки, с ними нож будет смотреться очень красиво, он будет хорошо лежать в руке, да и не холодно будет зимой рукам от металла. Выбираем досточки из красивой древесины с красивым рисунком и вырезаем лобзиком две накладки. Дорабатываем их основную форму при помощи напильников и наждачной бумаги. Тщательно выравниваем плоскости, которые будут прилегать к ручке.
Автор приклеивает накладки к ручке при помощи эпоксидного клея. Металл нужно хорошо зачистить, если там будет жир, эпоксидный клей не пристанет. Зажимаем ручку струбцинами и даем клею высохнуть сутки.
Нож из подшипника
Модератор: тень

Сообщение iyorwanch » 22 фев 2011, 18:52 .
Сообщение sova260480 » 22 фев 2011, 19:30 .
Сообщение Udod » 22 фев 2011, 19:48 .
Сообщение Алексей С » 22 фев 2011, 19:49 .
Сообщение дядя Хоф » 22 фев 2011, 20:19 .
Сообщение мучачо » 22 фев 2011, 20:23 .

Сообщение froghunter » 22 фев 2011, 20:26 .
Сообщение iyorwanch » 22 фев 2011, 20:30 .
Сообщение iyorwanch » 22 фев 2011, 20:34 .

Сообщение boroda-fish » 22 фев 2011, 20:36 .
Сообщение iyorwanch » 22 фев 2011, 20:47 .
Сообщение motiv4k » 22 фев 2011, 21:42 .
Сообщение Bedalaga » 22 фев 2011, 22:36 .
Сообщение Udod » 22 фев 2011, 22:48 .
Сообщение iyorwanch » 22 фев 2011, 22:57 .
Сообщение leprikon_65 » 23 фев 2011, 08:04 .
Сообщение Алексей С » 23 фев 2011, 11:51 .
Сообщение дядя Хоф » 23 фев 2011, 11:53 .
Сообщение froghunter » 23 фев 2011, 12:04 .
Сообщение дядя Хоф » 23 фев 2011, 12:38 .
Сообщение froghunter » 23 фев 2011, 12:58 .
Сообщение дядя Хоф » 23 фев 2011, 13:11 .
Сообщение Rupor9 » 23 фев 2011, 17:00 .

Сообщение KaratV » 23 фев 2011, 17:26 .

Сообщение МухАН » 23 фев 2011, 17:59 .
Сообщение leprikon_65 » 23 фев 2011, 22:06 .
Сообщение KaratV » 25 фев 2011, 19:14 .
Сообщение leprikon_65 » 26 фев 2011, 07:14 .
Сообщение KaratV » 26 фев 2011, 15:17 .
Сообщение Udod » 26 фев 2011, 15:25 .
- Пневматическое оружие
- ↳ Всё о пневматическом оружии
- ↳ Общий
- ↳ ППП
- ↳ PCP
- ↳ PCP online
- ↳ EDgun
- ↳ Компрессионное
- ↳ Углекислый уголок (CO2)
- ↳ Пневматическое оружие глазами владельца
- ↳ Апгрейд и ремонт пневматического оружия
- ↳ Охота с пневматическим оружием
- ↳ Пульки
- ↳ Пострелушки
- ↳ Для начинающих
- ↳ Мастерская
- ↳ Помощь в ремонте и эксплуатации изделий Umarex, Walther, Hammerli Rohm
- ↳ Практическое использование пневматического оружия
- ↳ Общий
- ↳ AirSoft
- ↳ Обзоры
- ↳ Пейнтбол
- ↳ Хардбол
- ↳ Варминт
- ↳ Снайпинг
- ↳ Советы по пулевой стрельбе
- ↳ Продажи
- ↳ Пневматическая барахолка
- ↳ AirSoft
- ↳ Пейнтбол
- ↳ Магазины по пневматическому оружию
- ↳ в России
- ↳ на Украине
- ↳ в Белоруси
- ↳ Другие магазины
- ↳ Запчасти, принадлежности
- Холодное и метательное оружие
- ↳ Холодное оружие
- ↳ Общий
- ↳ Нож глазами владельца
- ↳ Ножи с фиксированым клинком
- ↳ Финки и другие скандинавы
- ↳ Кухонные ножи
- ↳ Специальные ножи и инструмент
- ↳ Складные ножи
- ↳ Неклинковое холодное оружие
- ↳ Клуб любителей Spyderco
- ↳ Для ценителей Спайдерко
- ↳ Samura Knives
- ↳ Китайские ножики
- ↳ Авторские и кастомные ножи
- ↳ Ножевой бой
- ↳ Кают-компания Пятой
- ↳ Метательное оружие
- ↳ Луки и арбалеты
- ↳ Рогатки и пращи
- ↳ Мастерская
- ↳ Инструментальный парк
- ↳ Кузнечное дело
- ↳ Технологии
- ↳ Заточка режущего инструмента
- ↳ Продажи
- ↳ Ножевая барахолка
- ↳ Арбалетно-лучная ярмарка
- ↳ Ножевые магазины
- ↳ Барахолка мастерской
- ↳ Продажа холодного оружия за пределами РФ
- ↳ Частные лица
- ↳ Складные ножи из мастерской
- ↳ Ножи с фиксированным клинком
- ↳ Разовые продажи и обмен складных ножей
- ↳ Разовые продажи и обмен ножей с фиксированным клинком
- ↳ Материалы и оборудование для ножеделов
- Огнестрельное оружие
- ↳ Гладкоствольное оружие
- ↳ Общий
- ↳ Ружье глазами владельца
- ↳ Гладкоствольная мастерская
- ↳ Сайга
- ↳ Клуб любителей МЦ
- ↳ Продукция ИМЗ
- ↳ Снаряжение патронов гладкоствольного оружия
- ↳ Боеприпасы для гладкоствольного оружия
- ↳ Клуб любителей MP-153
- ↳ Benelli Club
- ↳ Комбинированные ружья
- ↳ Куплю-продам ружье
- ↳ Запчасти, принадлежности
- ↳ Купля-продажа Сайга
- ↳ Нарезное оружие
- ↳ Общий
- ↳ Винтовка глазами владельца
- ↳ Боеприпасы для нарезного оружия
- ↳ Продукция КСПЗ
- ↳ Пристрелка оружия
- ↳ Высокоточная стрельба
- ↳ Всё для высокоточной стрельбы
- ↳ Релоадинг
- ↳ Страничка Neckа
- ↳ Специализированные соревнования
- ↳ Легендарные винтовки мировых войн
- ↳ Ремингтон 700 серии
- ↳ Купля-продажа винтовки
- ↳ Оружейная фирма “Орсис”
- ↳ Нарезная барахолка
- ↳ Запчасти, принадлежности
- ↳ Короткоствольное оружие
- ↳ Короткоствольное оружие
- ↳ Пистолет глазами владельца
- ↳ Короткоствол без границ
- ↳ Методика подготовки стрелка
- ↳ Стрелковые туры
- ↳ Стрелковый клуб
- ↳ Продукция Grand Power
- ↳ Продукция ИМЗ
- ↳ Продукция ЗМЗ
- ↳ IDPA
- ↳ По правилам IPSC
- ↳ Легализация короткоствольного оружия
- ↳ Травматическое оружие
- ↳ Общий форум
- ↳ Тюнинг травматического оружия
- ↳ Резинострельное оружие
- ↳ Резинострел глазами владельца
- ↳ Бесствольное оружие
- ↳ Оружие под патрон Флобера
- ↳ “Удар” и все о нем
- ↳ Продукция завода Молот
- ↳ Сигнальное оружие
- ↳ Купля-продажа газового/травмат. оружия
- ↳ Продукция ООО ПКП АКБС
- ↳ РоссИмпортОружие
- ↳ Продукция ЗАО ТЕХНОАРМС
- ↳ Продукция компании “A+A”
- ↳ Клуб любителей турецкого оружия
- ↳ Запчасти
- ↳ Тюнинг и ремонт огнестрельного оружия
- Оптика
- ↳ Оптический форум
- ↳ Общий
- ↳ Оптика глазами владельца
- ↳ Оптика для пневматики
- ↳ Прицелы
- ↳ Оптические прицелы
- ↳ Диоптрические прицелы
- ↳ Коллиматорные прицелы
- ↳ Ночные прицелы
- ↳ Открытые прицелы
- ↳ Другая оптика
- ↳ Дальномеры
- ↳ Подзорные трубы
- ↳ Фонари
- ↳ ЛЦУ
- ↳ Бинокли
- ↳ Ночная оптика
- ↳ Продажи
- ↳ Купля-продажа оптики
- ↳ Купля-продажа ночной оптики
- ↳ Магазины по оптике
- Охота и рыбалка
- ↳ Охота
- ↳ Охота глазами участника
- ↳ Охотничьи товары
- ↳ Охрана природы
- ↳ Подводная охота
- ↳ Трофейная охота
- ↳ Всё об охоте
- ↳ Выживание
- ↳ Изготовление трофеев
- ↳ Охотничьи собаки
- ↳ На охоту
- ↳ О животных
- ↳ Организация охот, клубы, охотничьи хозяйства
- ↳ Оружие на охоте
- ↳ Таксидермия
- ↳ СТИЧ ПРОФИ
- ↳ Горная охота
- ↳ Купля-продажа щенков
- ↳ Снаряжение патронов
- ↳ Птицы
- ↳ Прочие
- ↳ Товары для охотничьих собак
- ↳ На привале

- ↳ Рыбалка
- ↳ Общий
- ↳ Снасти
- ↳ Экипировка
- ↳ Лодки
- ↳ Наживка-приманка-прикормка
- ↳ Кухня
- ↳ Нахлыст
- ↳ Отчёты
- ↳ Соревнования-слёты-турниры
- ↳ Уловы
- ↳ Полезные приблуды
- ↳ Рыбацкие хитрости
- ↳ Куда поехать на рыбалку
- ↳ Спининг
- ↳ Троллинг
- ↳ Зимняя рыбалка
- ↳ Подводная охота
- ↳ Курьёзы
- ↳ Рыболовная барахолка
- Спортивная стрельба
- ↳ Спортивная стрельба из нарезного оружия
- ↳ Специализированные соревнования
- ↳ ISSF – Пулевая стрельба
- ↳ IPSC
- ↳ IDPA
- ↳ Стрелковый клуб “Объект”
- ↳ Стрелковый клуб “Мишень”
- ↳ Товары для спортивной стрельбы
- ↳ Спортивная стрельба из пневматического оружия
- ↳ БР
- ↳ ФТ/ХФТ
- ↳ Оборудование для Бенчреста
- ↳ Спортивная стрельба из пневматики
- ↳ Стрельба из гладкоствольного оружия
- ↳ Стендовая стрельба
- ↳ Пулевая стрельба из гладкоствольного оружия
- Безопасность
- ↳ Безопасное обращение с оружием
- ↳ Безопасность с пневматическим оружием
- ↳ Безопасность с огнестрельным оружием
- ↳ Безопасность с травматическим оружием
- ↳ Безопасность с холодным оружием
- ↳ Безопасность для рыболова
- ↳ Безопасность для мастеровых
- ↳ Пожарная безопасность
- ↳ Общая безопасность
- Военное дело и гражданская оборона
- ↳ Военное дело
- ↳ Авиация
- ↳ Армейский раздел
- ↳ Тактическое оружие
- ↳ Артиллерия
- ↳ Баллистика
- ↳ История оружия
- ↳ ПВО
- ↳ Поиск однополчан
- ↳ Давай закурим!
- ↳ Гражданская оборона
- ↳ Гражданская оборона
- ↳ Самооборона в России
- ↳ Самооборона без оружия
- ↳ Охранная деятельность
- ↳ Технические средства охраны
- ↳ Обмундирование, экипировка, амуниция
- ↳ Выживание в кризисных ситуациях
- ↳ Экипировка своими руками
- ↳ Организация владельцев гражданского оружия
- ↳ Продукция компании “СПЛАВ”
- ↳ Магазины амуниции и экипировки
- ↳ Купля-продажа экипировки
- ↳ Газовое оружие
- ↳ Газовые баллончики
- ↳ Газовые пистолеты и револьверы
- ↳ Тюнинг газового оружия
- ↳ Электрошоковые устройства
- ↳ Гражданское оружие
- ↳ Разовые продажи и обмен экипировки
- История оружия
- ↳ Коллекционное оружие
- ↳ Антиквариат
- ↳ Историческое холодное оружие
- ↳ Макеты и реплики оружия
- ↳ Обладателям коллекционных лицензий
- ↳ Японское холодное историческое оружие
- ↳ Дульнозарядное оружие
- ↳ Реплики холодного оружия
- ↳ Мастерская коллекционного оружия
- ↳ Документация по оружию
- ↳ Оружейные идеи
- ↳ Военно-исторические миниатюры
- ↳ Компьютерное моделирование оружия
- ↳ Популярная механика
- ↳ Книжная барахолка
- ↳ Купля-продажа
- ↳ Купля-продажа антиквариата
- ↳ Купля-продажа макетов, реплик
- Обо всем
- ↳ Радиосвязь
- ↳ Новости
- ↳ Правила раздела
- ↳ Пожелания покупателей
- ↳ Портативные рации
- ↳ Производители радиостанций
- ↳ Anytone
- ↳ Baofeng
- ↳ Kydera
- ↳ Boxchip
- ↳ Puxing
- ↳ Quansheng
- ↳ Tytera
- ↳ VOYAGER
- ↳ WLN
- ↳ WOUXUN
- ↳ Yiyan
- ↳ Автомобильные рации
- ↳ Baofeng
- ↳ Cobra
- ↳ Resent
- ↳ TYT
- ↳ Tytera
- ↳ VOYAGER
- ↳ Yiyan
- ↳ LPD, PMR, FRS
- ↳ CB Radio 27МГц
- ↳ Цифровые рации
- ↳ Антенны для раций
- ↳ Производители антенн
- ↳ Baofeng
- ↳ Comet
- ↳ Cte
- ↳ Diamond
- ↳ Kenwood
- ↳ Lemm
- ↳ Nagoya
- ↳ Opek
- ↳ Storm
- ↳ Аксессуары к рациям
- ↳ Батареи для раций
- ↳ Зарядные устройства
- ↳ Программаторы
- ↳ Блоки питания
- ↳ Измерительные приборы
- ↳ Гаджеты
- ↳ Разъемы и переходники
- ↳ Ретрансляторы
- ↳ Гарнитуры, наушники, тангенты
- ↳ Защитные чехлы
- ↳ Некондиция и б.у.
- ↳ Купля-продажа электронных устройств
- ↳ Разное
- ↳ Спутниковые телефоны
- ↳ Приёмники
- ↳ Сотовые телефоны
- ↳ GPS-навигаторы
- ↳ Коммуникаторы
- ↳ Карманные компьютеры
- ↳ Купля-продажа средств навигации
- ↳ Отдел заказов
- ↳ Заказы оружия
- ↳ Заказы ножей
- ↳ Заказы оптики
- ↳ Заказы по охоте и рыбалке
- ↳ Заказы антиквариата
- ↳ Заказы других товаров
- ↳ Книга отзывов
- ↳ Транспортный раздел
- ↳ Полноприводные автомобили
- ↳ Мотоциклы
- ↳ Купля продажа транспорта и запчастей
- ↳ Дорожно-транспортные происшествия
- ↳ Купля-продажа автомобилей
- ↳ Купля-продажа мотоциклов и т.п.
- ↳ Купля-продажа водного транспорта
- ↳ Разное
- ↳ Частные объявления
- ↳ Домашнее хозяйство
- ↳ Поиск работы
- ↳ Спорт
- ↳ Компьютерные игры
- ↳ Компьютеры и программы
- ↳ Мобильные измерительные приборы
- ↳ Фонари
- ↳ Фонарная барахолка
- ↳ Сельхозпродукция и продукция охоты
- ↳ Медицина
- ↳ Бизнес-Клуб
- ↳ Литература и языкознание
- ↳ Мемориал
- ↳ Криминальные сводки
- ↳ Подарю
- ↳ Юмор
- ↳ Законодательство
- ↳ Законодательство
- ↳ Правовая поддержка
- ↳ Законодательство об охоте
- ↳ Оружие в СМИ
- ↳ Клуб работников правоохранительных органов
- ↳ Общение
- ↳ Организация встреч
- ↳ Знакомства
- ↳ Мужской разговор
- ↳ Отчеты, истории, куда пойти
- ↳ Отдых, путешествия
- ↳ Фотография
- ↳ Отзывы о продавцах и покупателях
- ↳ Курилка
- Регионы
- ↳ Российская Федерация
- ↳ Центральный округ
- ↳ Москва
- ↳ Белгород
- ↳ Брянск
- ↳ Владимир
- ↳ Воронеж
- ↳ Вологда
- ↳ Калуга
- ↳ Коломна
- ↳ Курск
- ↳ Липецк
- ↳ Рязань
- ↳ Тамбов
- ↳ Тверь
- ↳ Тула
- ↳ Ярославль
- ↳ Северо-Западный округ
- ↳ Санкт-Петербург
- ↳ Купля-продажа. Санкт-Петербург
- ↳ Архангельск
- ↳ Карелия
- ↳ Калининград
- ↳ Мурманск
- ↳ Псков
- ↳ Южный округ
- ↳ Волгоград
- ↳ Краснодар
- ↳ Ростов
- ↳ Ставрополь
- ↳ Приволжский округ
- ↳ Башкортостан
- ↳ Ижевск
- ↳ Йошкар-Ола
- ↳ Киров
- ↳ Нижний Новгород
- ↳ Оренбург
- ↳ Пенза
- ↳ Пермь
- ↳ Самара
- ↳ Саратов
- ↳ Татарстан
- ↳ Ульяновск
- ↳ Уральский округ
- ↳ Екатеринбург
- ↳ Стрелковый клуб Южного Урала
- ↳ Тюмень
- ↳ Челябинск
- ↳ Сибирский округ
- ↳ Барнаул
- ↳ Иркутск
- ↳ Кемерово
- ↳ Красноярск
- ↳ Новокузнецк
- ↳ Новосибирск
- ↳ Омск
- ↳ Дальний Восток
- ↳ Владивосток
- ↳ Томск
- ↳ Хабаровск
- ↳ Чита
- ↳ Другие страны
- ↳ Украина
- ↳ Купля-продажа. Украина
- ↳ Киев
- ↳ Беларусь
- ↳ Минск
- ↳ Казахстан
- ↳ Алма-Ата
- ↳ Молдова
- ↳ Германия
- ↳ Армения
- ↳ Латвия
- ↳ Литва
- ↳ Эстония
- ↳ Другие страны
- О нашем сайте
- ↳ Информация о нашем сайте
- ↳ О сайте
- ↳ ТОП-новости
- ↳ Новости и объявление
- ↳ Референдумы
- ↳ Книга жалоб
- ↳ Ссылки

Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 4 гостя
Делаем нож из обоймы подшипника своими руками

Особенность этого процесса состоит в том, что подшипник имеет круглую обойму, а для распрямления ее на металлическую полоску подойдет только лишь один вариант – сковать.
Ковка ножа из подшипника

Распиливать подшипник рекомендуется наискосок – когда будем ковать, носик сможем сформировать в более легкий способ.

Автор использовал сплав Шх15 – это сталь, которая легирована хромом. Перед тем, как приступать к ковке, сплав отжигаем, оставляем в печи или горне, чтобы медленно остыл – примерно 20–60 градусов в час. По отжигу сталь приобретает пластичность, теперь ее ковать удобнее.

Обойму выпрямляем, формируем клинок. Чтобы определить требуемую температуру ковки стали Шх15 – а это в пределах 800…1100°C, стоит использовать пирометр. Но если такового прибора нет, уровень нагрева определяем по цвету каления – где-то от вишнево-красного до темно-желтого.
Когда процесс ковки окончен, делается нормализация, в противном случае в металле останутся напряжения и при лучшем исходе во время закалки клинок поведет, а в худшем – лопнет на морозе, возможно с нанесением травм. Чтобы провести нормализацию, нагреваем клинок до 800…950°C, такую температуру выдерживаем недолго – и на воздух, на ровную поверхность, чтобы остыл.

Дальше можно переходить к слесарной обработке. Черновые спуски делаем путем ковки, остальное – с помощью гриндера или болгарки. Главное – толщину спусков должна быть не меньше 1 мм, в противном случае во время закалки лезвие будет вести.

Теперь – наверное, ключевой момент в изготовлении ножа. Это термическая обработка.
Для закалки медленно нагреваем клинок до 830°C – светло-красного цвета. Для определения нужно температуры можно использовать магнит – если металл больше не магнитится, значит достигнута нижняя температура закалки. После того как при такой температуре соблюдена выдержка 1 минута на каждый мм толщины клинка – охлаждаем в масле. При этом масло должно быть подогрето примерно до 50°C.
Не меньшую важность имеет процесс отпуска металла – можно сделать в духовке, t200°C, продолжительность – полтора часа. Здесь главное, чтобы этого не видела жена =)

Результат – в меру твердый клинок, надфиль можно едва зацепить, при нагрузке пружинит.

Дальше перейдем к рукояти. В качестве материала рукоятки автор взял березовый сувель, отваренный в соленой воде с хвойными опилками.



Готовая рукоять пропитывается – для этого берем горячее льняное масло.

Для полноценного ножа нужно соответствующее одеяние – то есть ножны.
Якуты для изготовления ножен для своих клинков используют бычий хвост. В наших широтах хвосты, да и быки в дефиците, но зато достаточно бересты. К сожалению, по фотографиям действует ограничение, поэтому для тех, кто будет интересоваться, сделаю продолжение – о ножнах.
Самостоятельное изготовление ножа из подшипника, советы новичкам
Современные изделия приносят своим владельцам немало разочарований. Эргономичные новинки популярных брендов отличает прекрасный дизайн. Однако по своим потребительским свойствам они часто ненамного превосходят дешевый ширпотреб. Подобная беда не миновала рынок ножей. Лезвия новомодных моделей ножей быстро тупятся, непрочные режущие кромки покрываются зазубринами. Полной противоположностью станет нож из подшипника, в изготовлении которого используется особо прочная сталь. По отзывам владельцев, острием такого самодельного ножа можно царапать стекло, металлическое лезвие режет мясо с костями без образования зазубрин.
- Плюсы и минусы ножа из подшипника
- Необходимые материал и инструменты
- Обработка подшипника и подготовка детали к ковке
- Отжиг и ковка заготовки
- Обдирка и шлифовка поковки, перенос контуров с шаблона
- Заточка и шлифовка лезвия
- Закалка и отпуск клинка
- Очистка и травление
- Подготовка накладок
- Сборка
- Видео
Плюсы и минусы ножа из подшипника
Существуют самые разные способы изготовления ножей. В качестве металлической заготовки используются рессоры, поршневые клапаны судовых двигателей, ж/д костыли, стальные тросы, полотна пил, напильники, сверла. Не разочарует любителей качественного режущего инструмента и самодельный нож из подшипника.
Не стоит забывать, что по российским законам согласно ст. 223.4 УК РФ запрещено незаконное изготовление холодного оружия. На его изготовление и продажу требуется специальная лицензия.
Не проще ли вырезать стальное полотно из полосы подходящей толщины, чем разгибать и плющить толстостенное кольцо подшипника? Однако весь смысл такого выбора заключается в том, чтобы задействовать особопрочную марку низколегированной стали. Большие трудозатраты в процессе обработки оправданы неординарными свойствами получаемых ножей. Секрет заключается в особом химическом составе «подшипниковой» стали ШХ15, о котором можно судить по таблице.
| Наименование | С | Si | Mn | Cr |
| % содержания | 0,95 — 1,0 | 0,17 — 0,37 | 0,2 — 0,4. | 1,35 — 1,65 |
Следует обратить внимание на достаточно низкое процентное содержание хрома, что позволяет оставаться Cr в составе цементита. Если говорить о самой структуре металла, то она отличается однородностью, что повышает пластичность и вязкость металла подшипника. Это позволяет стали показывать высокую стойкость к смятию в составе изделий, отлично держать кромку ножа. Отличительным свойством стали считается способность в результате температурной обработки:
- заметно улучшать показатели прочности до 61-64 HRC;
- приобретать высокую износоустойчивость.
Благодаря высокой контактной выносливости заточка ножа производится не чаще 1 раза в полугодие. Закаливать нож из «подшипниковой» стали лучше в диапазоне температур от 810 ºС до 850 ºС, а отпускать при 160–200 ºС. К недостаткам ножей из подшипника следует отнести обезуглероживание металла при неправильной термообработке и появление пятнышек ржавчины при хранении во влажном помещении.
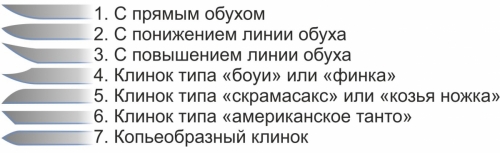 Варианты профиля
Варианты профиля 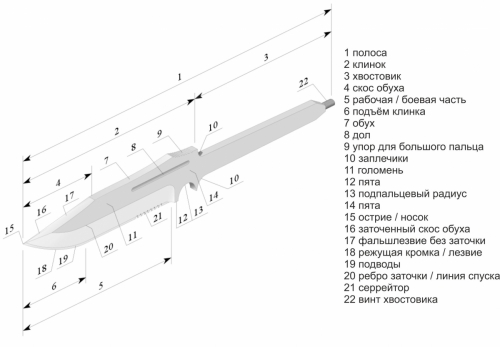 Схема конструкции
Схема конструкции
Необходимые материал и инструменты
Помимо самого подшипника в процессе изготовления ножа понадобятся:
- деревянные накладки для рукояти;
- латунные штифты для заклепок;
- эпоксидная смола с отвердителем;
- масло, антисептическая пропитка для дерева;
- расходные материалы: бумага, полиэтиленовая лента, маркер.
Масло для закалки берется минеральное или растительное, подойдет старое трансформаторное или автомобильная отработка. Понадобится бумага для ксерокса формата А4 или А3, оберточная для зажима лезвия в тисках, шлифовальная разной зернистости для ошкуривания металла и древесины.
Необходимо иметь в наличии соответствующее оборудование и инструменты, а также запастись следующей оснасткой:
- болгаркой с абразивным диском и шлифовальным кругом;
- наковальней или аналогом из обрезка двутавра;
- молотом 4 кг, молотком 1 кг, кузнечными клещами и струбцинами;
- слесарными тисками, зубилом;
- печью или кузнечным горном;
- бытовой духовкой;
- настольным сверлильным станком;
- полировальной машиной;
- ленточной шлифовальной машиной (гриндером);
- дремелем;
- электролобзиком и стамеской.
Особые требования предъявляются к печи, она должна разогреваться до 1100 ºС, что в зоне горения обычного очага недостижимо. Необходима толстостенная печь из металла, растапливаемая древесным углем. Обычную вытяжку необходимо переоборудовать, оснастив приточным вентилятором.
Диск болгарки лучше всего брать абразивный, чтобы проще было распилить обойму подшипника. Подойдет насадка с алмазным покрытием. Не стоит пытаться использовать в болгарке фрезу – она только будет скользить по поверхности подшипника из закаленного металла.
Дополнительно, если отсутствует достаточный опыт работы с кузнечными клещами, потребуется электросварка. С ее помощью к заготовке приваривается арматурина, которая станет удобным держаком заготовки ножа при ковке металла тяжелым молотком.
Если следовать рекомендациям владельцев ножей из подшипника, не помешает изготовить или приобрести специальное приспособление для заточки инструмента. Оно позволит поддерживать на высоком уровне режущие свойства ножа в процессе последующей эксплуатации.

Обработка подшипника и подготовка детали к ковке
В качестве заготовки ножа подойдет подвесной подшипник карданного вала автомашины или любой другой диаметром 100–150 мм. Например, допускается использовать экземпляры требуемых размеров от осевого механизма и приводного оборудования станков, подвижных агрегатов. Непосредственно исходником служит самая массивная часть изделия, называемая наружной обоймой подшипника. Она изготовлена из конструкционной стали марки ШХ15.
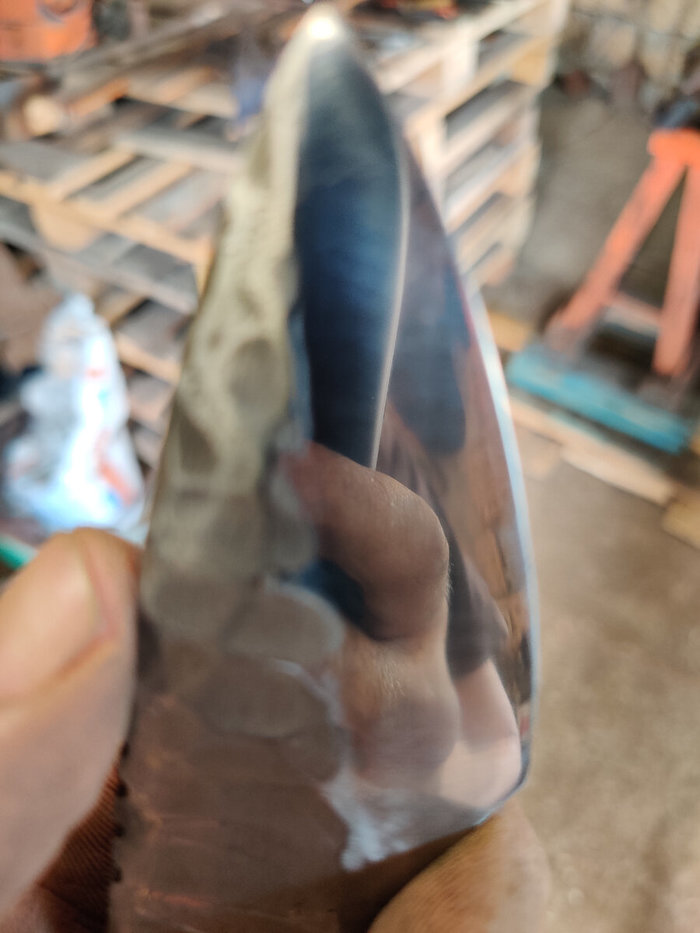
Способы разборки подшипника бывают разными. Поскольку кроме наружной обоймы ничего не понадобится, а расколоть обечайку ни в коем случае нельзя, применим самый «гуманный» способ – пиление металла болгаркой. Подшипник лучше зажать в тиски и распилить по возможности и внутреннее кольцо. Пилить внешнее кольцо лучше наискосок, тем самым формируя носик ножа. После распила зубилом разрушается сепаратор и удаляются все внутренности вместе с шариками. Если требуется, место среза разжимается слесарным инструментом. Окружность должна быть на 1–2 см длиннее ножа, поэтому лишние сантиметры заготовки отпиливаются.



Отжиг и ковка заготовки
Сталь легирована хромом, поэтому перед ковкой ее обязательно следует отжечь. Нужно сначала деталь нагреть докрасна в печи и, не давая остыть, выправить молоточком на наковальне. Сталь становится пластичной и после медленного остывания в печи со скоростью 20–40 градусов в час готова к ковке.
Самый ответственный этап ковки подшипниковой стали следует проводить в интервале температур от 800 ºС, которой соответствует вишнево-красный цвет каления, и до 1100 ºС, сопровождаемой темно-желтым свечением. При наличии бесконтактного пирометра температуру поверхности металла можно определить с точностью ± 1,5 ºС.
Следует предварительно потренироваться в нагреве и ковке металла на обычном прутке. Чтобы не сломать заготовку под ударами молота, лучше лишний раз накалить металл, чем продолжать обрабатывать охлажденным. Контролировать температуру проще по цвету каления, при появлении тусклого вишневого свечения надо сразу помещать деталь в печь.
Деталь ножа после нагрева укладывается на наковальню и плющится молотками до требуемой толщины. При отсутствии опыта работы в кузне, можно ограничиться выпрямлением заготовки, заменив операцию ковки обдиркой заготовки. Правильной считается такая техника ковки ножа, при которой:
- проковка производится смещением металла с середины полотна к кромке лезвия, постепенно истончаясь;
- округливание острия производится c одновременной оттяжкой заготовки ножа по длине;
- после окончательной раскатки пластины остается припуск не более 2 мм.
 Заготовка разогревается
Заготовка разогревается

 Остывшую заготовку пропиливаем по канавкам болгаркой
Остывшую заготовку пропиливаем по канавкам болгаркой  Разогнутую заготовку нагревают и молотком доводят до плоской формы
Разогнутую заготовку нагревают и молотком доводят до плоской формы  Получившийся хвостик вытягиваем в длину, чтобы в конце он сходил в размер 5 мм на 5 мм
Получившийся хвостик вытягиваем в длину, чтобы в конце он сходил в размер 5 мм на 5 мм
Обдирка и шлифовка поковки, перенос контуров с шаблона
После этого деталь обдирается на точиле или ленточной шлифовальной машине. В процессе обработки снимаются лишние слои металла и неровности, а поверхность становится идеально ровной и блестящей.
На следующем этапе на бумаге подготавливается шаблон режущего инструмента в масштабе 1:1. Ножницами вырезается бумажная копия и обводится маркером на отшлифованной пластине. Случается, перенесенный на заготовку абрис трудноразличим или стирается в процессе последующего выпиливания. В этом случае следует продублировать контуры ножа, процарапав линии на металле чертилкой. Вместо нее подойдет любой слесарный инструмент с острием из инструментальной стали.
Пластина зажимается в тисках и обрезается болгаркой по шаблону. В наиболее криволинейных участках делается много надрезов, «ступенькой» вырезают маленькие фрагменты металла. С целью убрать оставшиеся кусочки и зазубрины полуфабрикат ножа обтачивается шлифовальной насадкой.
 Маркером рисуем на заготовке форму ножа и выпиливаем
Маркером рисуем на заготовке форму ножа и выпиливаем

 Облагораживаем уголочки и делаем более плавную линию
Облагораживаем уголочки и делаем более плавную линию
Заточка и шлифовка лезвия
Переходим к такому важному моменту, как заточка ножа. При ее осуществлении важна симметричность заточки с обеих сторон лезвия. Также необходимо создать необходимый угол скоса лезвия ножа, который для обычных ножей делается 15 – 25º. На бритвах угол наименьший 8–15 градусов, на туристических ножах 25–30º. Вручную на оселке острить полотно ножа непроизводительно. Просто и качественно это делается на ленточном шлифовальном станке, называемом гриндером.
Если требуется заточить нож до остроты бритвы, используются специальные точильные приспособления со сменными абразивными брусками. С помощью такой оснастки не проблема создать любой угол наклона спуска от обушка ножа или спуска режущей кромки ножа.
Когда грубая формовка и заточка ножа завершены, наступает очередь тонкой обработки металла на шлифовальной машине и дремеле с насадкой. Сверлятся сквозные отверстия под штифты крепления рукояти ножа. С целью лучшего склеивания деревянных накладок с металлом делается около десятка несквозных отверстий по обеим сторонам хвостовика ножа.


Закалка и отпуск клинка
Термическая обработка производится с целью достижения сталью требуемых параметров и проводится в два этапа. На этапе закалки металл приобретает высокую твердость, прочность и износостойкость. Следует нагреть клинок в печи до 830 ºС и сразу поместить на один час в кюветку с маслом, разогретым до 50–60 ºС.
Как закалить нож из подшипника при отсутствии пирометра? Определить достижение требуемой температуры изделия в печи можно двумя способами:
- посыпаем инструмент поваренной солью и отмечаем момент плавления NaCl, он наступает по достижении t = 800 ºС;
- магнит перестает «прилипать» к металлу при температуре перестройки кристаллической решетки материала, наступающей перед плавлением.
Нагревать масло требуется для разжижения, чтобы оно лучше обволакивало самодельный инструмент. Во время обработки не следует переворачивать изделие, нельзя доливать или взбалтывать закалочную субстанцию. Следует быть особенно аккуратным с маслом. При погружении раскаленного металла оно имеет свойство воспламеняться.
На этапе отпуска достигают оптимального сочетания прочности, пластичности и ударной вязкости стали. Одновременно снимается внутреннее напряжение материала. Инструмент помещается в духовку, разогретую до температуры 170–200 ºС, где выдерживается в течении двух часов.
Охлаждение полуфабриката ручной работы до температуры окружающей среды происходит естественным путем в выключенной духовке.
Проверить качество закалки можно с помощью надфиля. Если при проведении по ребрам клинка он скользит, закалка ножа из подшипника достигла результата. Также способ тестирования заключается в попытке разрезать стеклянную бутылку, от лезвия на стекле должны остаться царапины. Таким клинком бреют волосы на руке, строгают подвешенный лист бумаги.
 После закалки на лезвии появляется интересный рисунок
После закалки на лезвии появляется интересный рисунок
Очистка и травление
Неприглядная окалина и следы сгоревшего масла на откованном клинке убираются гриндером с шлифовальной лентой зернистостью 240–320. Оставшиеся после машинной обработки царапины удаляются вручную с помощью абразивной бумаги зернистостью 320–400. Обработка проводится прямолинейными движениями наждачной бумаги, направленными под углом 90 относительно направления царапин гриндера.
От шлифовки «нулевкой» Р400 переходят к полировке материалом с зернистостью 600–800. Смачивание абразивной шкурки водой позволяет эффективнее полировать изделие. Зеркальный блеск появляется после обработки пастой ГОИ или другим полировальным составом, нанесенным на кусочек кожи.
Дополнительной операцией травления на металлическую поверхность ножа наносят надписи, орнаменты, рисунки. Обычно используется техника, при которой на область изображения приклеивается трафарет, а поверхность вокруг заклеивается малярным скотчем. Затем наносится протрава на определенное время, после чего нож моется в воде.
Подготовка накладок
От правильного выбора материала для изготовления рукояти зависит эргономичность и общее восприятие ножа. В качестве исходного материала для изготовления рукояти ножа используют сплавы металлов, пластмассы, натуральная кожа, эластомеры. Незаменимы в этом качестве твердые и ценные породы древесины.
Накладные ручки, наиболее подходящие под хвостовик подшипникового ножа, состоят из 2 идентичных половин. Потребуется запастись обрезками металлического прутка для штифтов ручки ножа. В случае использования древесины, следуeт придерживаться следующей последовательности:
- обработанный антисептиком брусок зажимают в тисках и распиливают на 2 одинаковые части;
- чтобы устранить зазоры, тщательно ошкуривают стороны, соприкасающиеся с металлом;
- наносится контур рукояти ножа, вырезаются лобзиком две плашки;
- половинки накладываются на хвостовик, размечаются и сверлятся отверстия под штифты.
 Подготовка рукоятки
Подготовка рукоятки
Сборка
Требуется развести эпоксидный клей. На соединяемые плашки следует нанести риски или продавить неглубокие вмятины для лучшей адгезии слоя эпоксидки. Обязательно следует обезжирить металлическую часть ножа, которая будет находиться внутри рукояти. Сборка производится в следующей последовательности:
- наносится эпоксидный клей на поверхности накладок со стороны рисок;
- половинки накладываются с обеих сторон хвостовика, в отверстия продеваются штифты, собранная рукоять оборачивается бумагой и плотно сжимается струбциной;
- после застывания эпоксидки резаком по дереву снимают фаски с ребер накладок ножа;
- наждаком на матерчатой основе с зернистостью 80 производят грубую обработку деревянных плашек ручки ножа;
- полосками наждачной бумаги полируют рукоятку вчистую.
Отполированная поверхность покрывается разогретым до 50–60 градусов льняным маслом. После впитывания процедура повторяется 2–3 раза. В последующем покрывать лаком рукоять ножа нет необходимости. Под воздействием ультрафиолетовых лучей масло полимеризуется, превращаясь в твердую эластичную субстанцию. Она заполняет мельчайшие поры древесины, защищая лучше любого лака рукоятку ножа от влаги и внешних воздействий.




