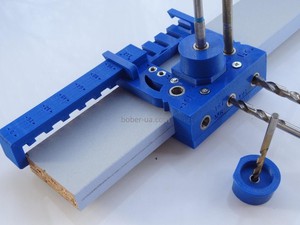
Кондукторы для сверления отверстий под шканты или под углом
 Выполнить максимально и точно отверстия в изделиях на основе натурального дерева, метала, МДФ или ДСП можно с помощью специального кондуктора. Это незаменимая вещь для тех, кто занимается производством мебели, также такое приспособление нужно и в других сфера.
Выполнить максимально и точно отверстия в изделиях на основе натурального дерева, метала, МДФ или ДСП можно с помощью специального кондуктора. Это незаменимая вещь для тех, кто занимается производством мебели, также такое приспособление нужно и в других сфера.
Такой кондуктор можно приобрести готовый, а можно и сделать самостоятельно.
- Особенности применения в мебельной промышленности
- Другие сферы использования
- Преимущества использования
- Классификация инструментов
- Кондуктор для сверления отверстий своими руками
Особенности применения в мебельной промышленности
Кондукторы и шаблоны нужны при сборке мебели. Благодаря таким вещам вы не допустите распространенной проблемы, возникающей во время сверления — попадания сверла в деталь под неправильным углом. Исправлять такую ошибку придется крайне долго, в некоторых случаях это будет даже невозможно.
А кондуктор для проделывания отверстий позволит не только правильно сориентировать рабочий инструмент, но еще не даст ему сбиться с нужной траектории.
В мебельной промышленности кондукторы и шаблоны используются в следующих случаях:
 на серийном производстве;
на серийном производстве;- при сборке конструкций, когда в соединяемых частях нужно сделать отверстия под крепежные элементы. В этом случае подойдет кондуктор для сверления отверстий под шканты или конфирмат;
- кондуктор для сверления отверстий под углом используется как в таких случаях, так и во время работы с тонкими плитами, например, с МДФ или ДСП.
 на серийном производстве;
на серийном производстве; Во время применения такого приспособления процесс сборки будет происходить намного проще и быстрее, нужные отверстия вы сможете проделать независимо от того, как далеко они должны располагаться от края детали и того, какую она имеет ширину.
Во время применения такого приспособления процесс сборки будет происходить намного проще и быстрее, нужные отверстия вы сможете проделать независимо от того, как далеко они должны располагаться от края детали и того, какую она имеет ширину.
При самостоятельной сборке мебели часто приходится соединять детали встык посредством шкантов. Отверстия под шканты лучше всего проделывать посредством специального кондуктора. Особенность шкантов состоит в том, что несмотря на то, что такие крепежные элементы хоть и устаревшие, но все равно актуальны при производстве мебели.
Сложность в их применении заключается в том, что оси отверстий, которые проделываются в деталях при соединении, должны иметь друг с другом прямой угол. Соответственно, они должны размещаться строго перпендикулярно по отношению друг к другу. Выполнять это без специального устройства сложно. Поэтому если хотите достичь высокого качества исполнения, рекомендуется купить кондуктор для шкантов.
Другие сферы использования
Кондукторы для отверстий используются не только при производстве мебели. Достаточно часто их применяют тогда, когда нужно проделать отверстие в трубе или другой детали цилиндрической формы. Благодаря им можно выполнить качественное отверстие даже в трубе с малым диаметром.
Такие устройства универсальны и просты в применении, поэтому их также используют в следующих отраслях:
- машиностроение — сверление отверстий в разнокалиберных заготовках на основе разных материалов;
- строительство — бурение отверстий в строительных конструкциях;
- домашние коммуникации — как уже говорилось, сверление труб и не только.
Современные сверлильные кондукторы могут быть разных размеров и иметь разный принцип работы. Некоторые их них устроены сложно, поэтому их проще купить. А некоторые модификации можно изготовить самостоятельно, тем более что некоторые серийные мебельные модели, особенно имеющие универсальное назначение, стоят дорого.
Преимущества использования
 По сути, такой кондуктор выступает в роли шаблона для проделывания отверстий, чтобы они были сделаны максимально точно. Их можно применять для тех отверстий, ось которых находится перпендикулярно поверхности рабочей заготовки, а также для работы под углом.
По сути, такой кондуктор выступает в роли шаблона для проделывания отверстий, чтобы они были сделаны максимально точно. Их можно применять для тех отверстий, ось которых находится перпендикулярно поверхности рабочей заготовки, а также для работы под углом.
Данный инструмент — отличная альтернатива зарисовкам и ручным замерам. Сверло вы сможете разместить строго под нужным углом по отношению к заготовке и не допустите никакого отклонения. Результат будет особо заметным, если речь идет о проделывании глубоких отверстий.
Если вы применяете такое приспособление высокого качества для работы с ДСП, то оно должно иметь следующие характеристики:
- способствовать быстрой сборке мебели без необходимости применять сложные инструменты;
- давать возможность проделывать несколько отверстий одновременно без ручной разметки;
- заметно повышать качество работы со сверлом.
Кондукторы изготавливают на основе разных материалов, есть модели на основе пластика или органического стекла. Однако самым лучшим считается вариант из стали, имеющий такие преимущества, как:
- минимальная вероятность деформации;
- сверло направлено максимально четко;
- отсутствие нагрева при работе.
 Очень часто в роли мебельных кондукторов применяют накладные модели на основе легких материалов, которыми легко манипулировать. Многие применяют заводские или самодельные инструменты.
Очень часто в роли мебельных кондукторов применяют накладные модели на основе легких материалов, которыми легко манипулировать. Многие применяют заводские или самодельные инструменты.
А наиболее квалифицированные и опытные мастера уже не пользуются кондуктором, поскольку могут самостоятельно без труда проделать отверстие в конструкциях максимально точно. Но это под силу далеко не каждому.
Ключевое преимущество такого приспособления — это то, что работу может выполнить максимально точно и качественно даже тот человек, у которого нет должного опыта. Вам не придется выполнять разметки и сложные предварительные расчеты. Вы значительно сэкономите время и изготовите мебель намного быстрее.
Классификация инструментов
Перед тем как купить готовый кондуктор или же сделать его своими руками, нужно определиться, какие задачи вы будете решать с его помощью и только потом нужно подбирать подходящий вариант по конструкции и функциям.
Есть ряд категорий приспособлений, которые различаются по своему исполнению и функциональным особенностям. Вот некоторые из них:
- накладные — такие устройства накладываются на деталь, которая поддается обработке, затем ее на ней крепят или же просто фиксируют вручную. С их помощью проделываются отверстия в разных плоских деталях, плитах МДФ или в ДСП;
- поворотные — данные шаблоны применяются при обработке деталей цилиндрической формы. Они оснащены горизонтальной и вертикальной осями поворота, благодаря чему отверстия можно выполнять под разными углами;
- универсальные — такие устройства подойдут для малых серийных производителей мебели, где иногда требуется быстрая переналадка применяемого оборудования, они имеют все необходимые для этого функции;
- опрокидываемые — используются тогда, когда технологическая процедура проводится сразу в нескольких плоскостях;
- скользящие — такие кондукторы крепить не нужно. Просто приложите их к участку поверхности заготовки, где нужно сделать отверстие;
- закрепляемые — они более удобны в применении, но ограничивают свободу действий, что очень критично при работе со станками, где есть только один шпиндель.
 накладные — такие устройства накладываются на деталь, которая поддается обработке, затем ее на ней крепят или же просто фиксируют вручную. С их помощью проделываются отверстия в разных плоских деталях, плитах МДФ или в ДСП;
накладные — такие устройства накладываются на деталь, которая поддается обработке, затем ее на ней крепят или же просто фиксируют вручную. С их помощью проделываются отверстия в разных плоских деталях, плитах МДФ или в ДСП;Кондуктор для сверления отверстий своими руками
Как уже говорилось, в зависимости от сферы использования и конструкции, некоторые варианты можно сделать и самому, благодаря чему вы сэкономите существенную сумму.
Перед работой отыщите требуемый чертеж устройства и все изготавливайте строго по нему.
Необходимые для работы инструменты:
- сварочный аппарат;
- болгарка;
- дрель;
- слесарные принадлежности.
Чтобы своими руками сделать самый простой вариант кондуктора, выполняем такие действия:
- возьмите арматуру размером 10 на 10 мм с квадратным сечением;
- отрежьте кусок требуемой длины и зачистите его с помощью наждачной бумаги;
- сделайте разметку под шаблонные отверстия. При этом не допускается, чтобы центр приближался к краю более, чем на 8 мм, это почти половина толщины листа ДСП. Также согласно стандартам, между центрами должно соблюдаться расстояние в 32 мм;
- после выполнения разметки центров проделайте в них отверстия по 5 мм в диаметре;
- чтобы сделать упор, возьмите пластину из металла шириной в 2,5 мм и толщиной в 1 мм. Согните ее под углом в 90 градусов, а потом, вместе с куском подготовленной арматуре и крепления в струбцине, сделайте место под резьбу;
- нарежьте резьбу и две детали соедините в одну конструкцию. Приспособление готово.
 возьмите арматуру размером 10 на 10 мм с квадратным сечением;
возьмите арматуру размером 10 на 10 мм с квадратным сечением; Как видим, подобное устройство очень простое в плане самостоятельного изготовления, но оно значительно упростит работу, если вы занимаетесь изготовлением мебели. Если вы занимаетесь этим исключительно как любитель, то этого варианта будет достаточно. Если сделать самому у вас не получится, купите готовый вариант, возможно, самый простой и недорогой.
Как видим, подобное устройство очень простое в плане самостоятельного изготовления, но оно значительно упростит работу, если вы занимаетесь изготовлением мебели. Если вы занимаетесь этим исключительно как любитель, то этого варианта будет достаточно. Если сделать самому у вас не получится, купите готовый вариант, возможно, самый простой и недорогой.
А вот профессиональное оборудование будет стоить намного дороже, целесообразность его приобретения имеется уже тогда, когда речь идет как минимум о малом серийном производстве. Зато с его помощью вы сможете просто и быстро соединять предметы мебели или ремонтировать ее.
Итак, вы узнали, что такое кондуктор для проделывания отверстий и как он помогает при производстве мебели. Данное устройство можно как приобрести в готовом виде, так и сделать самому.
Приспособление для скрытого соединения элементов конструкций саморезами под углом (KREG)

- Цена: $26,35 (покупал $24,03)
- Перейти в магазин
Удобная приспособа, для засверливания отверстий под углом, для последующего прочного соединения деталей из дерева, фанеры, дсп и т.п. по так называемому способу Jig KREG или «косой шуруп» (в народе)
Подобную систему, для соединений по дереву, изобрел в 1986 году Крейг Зоммерфельд,
Приспособление быстро завоевало популярность, и через некоторое время компания KREG Tool стала лидером в области создания продукции для сверления скрытых отверстий.
Вариант такого соединения материалов позволяет делать скрытый монтаж — снаружи собранных конструкций нет шляпок саморезов. Кроме того, соединение «под углом» более надежное и саморез не так расщепляет слои фанеры, как при вкручивании в торец.
Для примера, стол-тумба для мастерской, изготовляемая из фанеры. Все соединения выполнены закрученными под углом саморезами. Тумба получается очень прочной!
Может это и не самый симпатичный вариант — но зато весьма наглядный 


Весь видимый крепеж находится изнутри, и при желании закрывается специальными заглушками (или обычной шпатлевкой по дереву) 
Другие примеры использования подобных соединений… 

Так выглядит соединение в разрезе 
Приспособления помогающие делать такого типа соединения выпускает американская компания KREG Tool, и их вполне можно купить в обычных магазинах, но они относительно дороги.
… и тут нам на помощь спешат китайские «Чип и Дейл» — У них его можно приобрести по более «гуманной» стоимости.
Комплекты продаются разные, рассмотрим один из самых простых, но самодостаточный, для изготовления подобных соединений. 

Такой-же набор, купленный раньше и довольно регулярно использующийся в «хозяйстве»… 
Основные элементы комплекта: кондуктор для сверления, специальное сверло, ключ для регулировки глубины сверления отверстий и длинная бита для шуруповёрта (бита, кстати, не очень удачная, использую свою похожую)
Такой набор стоит около 30$, но правду говоря, в нем не хватает еще одного весьма необходимого приспособления!
Для нормальной работы, для жесткого крепления кондуктора, понадобится еще одна «железка из Китая», если конечно у Вас нет аналогичной, в наличии среди Вашего инструмента.
Относительно мощная струбцина US $5 
Одна из главных составляющих комплекта, это специальный кондуктор, с помощью которого и производится сверление под определенным углом. 
вид сверху 
снизу 
и комплектное сверло 
Порядок работы с устройством
Считается, что для использования такого соединения необходимы специальные саморезы. Возможно в чем-то они и лучше, но из практики, креплю обычными — пока ничего не развалилось и не растрескалось.
На самом деле основное отличие в головке самореза — она имеет несколько иную форму
Хотя да, их имеется приличное количество разновидностей (как и простых саморезов), но предполагаю в большей степени это просто маркетинг. Покупать специальные, или использовать обычные — это Ваш выбор!


Получилось очень прочное и аккуратное соединение- лично мне нравится! 

Дополнительные аксессуары
Для работы с подобной системой Вам могут понадобиться различные сверла стоимость примерно по $4 
Если кого заинтересуют, заглушки и саморезы 100 комплектов, различный цвет — $7.99 
или отдельно саморезы 100шт за $3.48
Кроме того, бывают и сверла, позволяющие вырезать заглушки самостоятельно, правда на Али таких не встречал
поэтому ссылку не могу предложить. Но если Вам попадется такое сверло с приемлемой ценой и Вы ею поделитесь — выложу здесь, для общей пользы

Как сварить полиэтиленовую пленку своими руками
Во многих случаях необходима сварка полиэтилена. Пленка разной толщины и фактуры используется в строительстве в качестве пароизолятора, она нужна в быту для обустройства парников, теплиц. При монтаже отдельных частей клей или скотч использовать бесполезно: плотное соединение на молекулярном уровне обеспечивает только горячее соединение.
Производители выпускают оборудование различной модификации. Приобретать его для личных целей нецелесообразно, чтобы им пользоваться, нужны навыки. Монтировать полиэтиленовую пленку в домашних условиях специалисты научились с помощью бытовых приборов. Паяльник и утюг после небольшого усовершенствования заменяют инструмент заводской сборки.

Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Сварка пленки паяльником
Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки. Но жало необходимо усовершенствовать, стандартное заменяют медным или алюминиевым прутком. Площадь касания нужна небольшая, до 2 мм. Удобно, когда есть радиус скругления, обеспечивается плавность движения инструмента.
Остро заточенное с одной стороны жало упрощает процесс монтажа: одновременно происходит соединение материала и обрезка краев.

Готовое жало фиксируется в паяльнике с помощью винта. Иногда для надежности край жала круглым не оставляют, его расплющивают, а затем устанавливают в пропил. Самодельное оборудование для сварки применяется при фасовке небольших партий метизов, изготовлении нестандартной упаковки. С его помощью легко сделать футляр для пульта, чехол для гаджета.
Сваривать куски пленки стандартным жалом неудобно:
- слишком большая площадь контакта, образуется неаккуратный шов с наплывами;
- происходит налипание разогретого полиэтилена;
- не обеспечивается прочность соединения, много прожогов.
Упрощенный вариант жала – медная или алюминиевая пластина 2–3 мм толщиной. Ее одной стороной закрепляют в паяльник, другую закругляют, один край затачивают. К пленке ее прижимают под углом 35-45°. Вместо паяльника допустимо использование выжигателя. Он устроен по такому же принципу.
Сварка при помощи утюга
Важным этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Как правильно соединить пленку своими руками с помощью утюга:
- укладывают материал на деревянную или другую ровную теплоизоляционную поверхность;
- сверху кладут лист плотной бумаги;
- утюг устанавливают на режим «хлопок» (нужна температура 120–150°С);
- шов делается острым краем подошвы, ее наклоняют так, чтобы с поверхностью бумаги был угол 5–10°;
- утюг двигают медленно, после этого на бумагу кладут мокрую тряпку.
Для прочности шва операцию повторяют 3–4 раза.

Умельцы делают на утюги насадки с металлическими направляющими по типу коньков. С их помощью делают двойные и тройные швы. Для изготовления насадок используется:
- жаропрочная нержавеющая сталь, если есть навыки ее монтажа;
- цветные металлы на основе меди;
- алюминиево-магниевый дюралевый сплав.
Профессиональное оборудование для сварки полиэтиленовой пленки
Инструмент для сварки плотных полимеров: ПВХ, ПНД, пропилена и других при соединении полиэтилена не применяется. Допустимо использование фена с узкой насадкой, но для работы им нужны навыки:
- для образования прочного шва необходимо соблюдать нужную скорость;
- зазор между полимером и сварочным феном не должен меняться.

Аппарат для сварки полиэтиленовой пленки конструктивно напоминает ножницы, полимер проходит между нагреваемыми планками. Он оснащен регуляторами:
- разогрева;
- скорости подачи материала;
- силы сжатия паяльника.
Для расплавления полимера используется металл или горячий воздух. Ширина подающего полотна варьируется. Инструмент обычно предназначен для заправки рулонов фиксированной ширины. Практика показывает, что промышленное использование сварочных устройств целесообразнее склеивания полимера.
Выполнение сварки полиэтилена с помощью приборов
Сварка полиэтилена может выполняться и в обычных, и в производственных условиях. Ее выполнение наиболее популярно при создании покрытия для теплиц, где куски материала соединяют при помощи контактного нагрева. Также пайка может понадобиться для книжных обложек, пакетов для упаковки, других нужд.

Схема сваривания пленки.
Сварка полиэтиленовой пленки совершается путем приведения полимерного материала в тягучее состояние. Для этого его края нагревают до такой температуры, при которой начинается плавление, затем их надо соединить и крепко сжать. Чтобы сделать это правильно, можно воспользоваться специально для этой цели придуманным устройством для сваривания полиэтилена. Работа таких устройств может осуществляться в нескольких режимах, которые устанавливают в зависимости от толщины и характеристик полимера и от его типа.
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов – это так называемая контактная сварка полиэтилена. Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.

Схема ультразвуковой сварки.
Чтобы выполнить контактную сварку, соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла – «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.
Как осуществляется соединение полимеров «горячим клином»
В производственных условиях можно осуществить сваривание кусков полимера при помощи специального аппарата. Он применяется для работы с такими видами материалов, как ПНД, ПВХ, полипропилен и прочие, подобные им.

Схема насадки для утюга.
У данного аппарата следующий принцип работы: от двигателя запускаются колеса через редуктор, по штативу между устроенными листами материала вкладывают “горячий клин”. В терморегуляторе устройства приводится в рабочее состояние система, автоматически поддерживающая нужную температуру. Это помогает обеспечить большую точность работы и уменьшает вероятность значительных колебаний температур. Регулирование скорости работы осуществляется автоматически, в электрической цепи обеспечивается при этом относительно стабильное напряжение.
Такое оборудование соответствует нормам безопасности и обеспечивает большее удобство работе. Сваривание осуществляется с определенной скоростью, которую можно отрегулировать вручную. Требуемое давление передается через прижимные ролики при помощи специального рычага.
Устройство позволяет получать двойной шов на плотном материале, прочность которого приблизительно 85%. Процесс осуществляется автоматически, вручную потребуется отрегулировать только температуру и скорость рабочего элемента.
Аппарат «горячего воздуха» можно охарактеризовать как разновидность промышленного фена. Его преимущество – легковесность. Устройство подходит для использования в течение длительного времени. Механизм очень мощный, поэтому и воздействие достаточно эффективное. Его применение возможно для таких видов материала, как пленка ПНД, ПВХ, ПВД.
Как выполнить сварку в домашних условиях

Схема сварочного аппарата с горячим клином.
Собственноручное сваривание полимеров не обходится без соответствующего оборудования, инструментов, которые в большинстве случаев можно изготовить самостоятельно из устаревших бытовых приборов.
В качестве самого простого подойдет даже обычный электрический утюг, снабженный температурным регулятором. Нелишним будет и паяльник, работающий от электричества.
При помощи утюга соединение краев пленки из ПВХ производят следующим образом. На стол кладут брусок, сделанный из дерева и как следует оструганный. На него устраивают края полимера, предназначенного к свариванию – они должны выдаваться за пределы подкладочного материала приблизительно на 2 см.
Поверх пленки уложите листовой материал, плохо поддающийся плавлению: это может быть фторопласт, бумага, газета. Следите, чтобы бумага не обугливалась во время работы.
Чтобы ускорить соединение краев деталей, после нагревания материала надо немедленно охладить этот участок пленки – подготовьте заранее кусок мокрой ткани, которой после нагрева надо промокнуть спаявшийся полимер.
На терморегуляторе утюга должен быть выставлен нагрев 120-150°С. Температура аппарата, работающего от электричества, является основным технологическим показателем, который служит для правильного соединения полиэтилена.
Если раньше вам не доводилось выполнять сварку полиэтилена описанным образом, лучше сначала немного потренироваться. Листы предназначенной для сваривания пленки внахлест устройте на ровной поверхности, например, на столешнице, закройте сверху газетным листом или любой бумагой. Утюг нагрейте, слегка наклоните и проведите по месту, где должен быть шов. Если соединение получается плохого качества или даже не образовывается, проверьте показатель температуры.
С первого раза мало кому удается получить надежный и красивый шов – наберитесь терпения, и постепенно все получится.
Применение насадок для работы с утюгом
Сварка листового полиэтилена может осуществляться с использованием специальных насадок, которые укрепляются на электрическом утюге. Данная вспомогательная деталь изготовлена из листового алюминия. Основание насадки плоское, внизу расположены рельефные элементы – ребра, которые и принимают самое непосредственное участие в процессе.

Схема сварки полиэтиленовой плёнки с помощью электроутюга: 1 – стол (подставка), 2 – рейка, 3, 4 – полотнища плёнки, 5 – подкладка, 6 – утюг.
Применение детали способствует образованию на материале двух надежно спаянных полос, расположенных параллельно.
Насадка очень просто фиксируется на подошве утюга: для этого на ней имеются специальные лепестки, которые надо загибать под основание прибора.
Для работы терморегулятор устройства лучше выставить на отметку, предназначенную для работы с льняными тканями.
Чтобы определить, что насадка нагрелась до нужного состояния, к ней можно приложить мокрую тряпку. Если слышен шипящий звук испаряемой жидкости, пора приступать к работе.
«Ребра» насадки устанавливаются на стык краев пленки поверх уложенной бумаги, затем аппарат медленно двигают по месту, предназначенному для соединения. Получается двойной шов.
Сварка при помощи паяльника
Для скрепления пленки в бытовых условиях подходит и обычный электрический паяльник. На его жало лучше всего надеть наконечник с ученическим или плакатным пером, выполненный из металла. Если полимер прожигается насквозь, наконечник слегка сдвигают с жала прибора – так уменьшается площадь теплоотдачи.
Пайка получается более надежной, если укрепить на паяльник специальные ролики. У наконечника до упора стачивается жало, в центре торца вырезается паз, для чего используют ножовку. Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Просверлите отверстие диаметром примерно 5 мм для крепления оси, диск вставьте в сделанную прорезь и закрепите. Он должен свободно вращаться. Чтобы сварочный шов получился ровным, ведите его по линейке. Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
Как правильно проводить сварку изделий из полиэтилена, оборудование и техника работы

Каждый день люди пользуются полиэтиленовой продукцией. Пленки, листы, пакеты, упаковки – этот список можно продолжать бесконечно.
Полиэтилен остается частью нашей жизни. Его используют в качестве утеплителя стен и в производстве труб.
Для соединения отдельных частей полиэтилена применяют сварку. Расскажем об этом подробнее.
- Основной принцип сварки
- Методы полиэтиленовой сварки
- Контактная сварка
- Горячая сварка
- Экструзионная сварка
- Про выбор оборудования
- Подведем итоги
Основной принцип сварки
Соединение отдельных частей полиэтилена осуществляется путём их нагревания до температуры плавления с одновременным сжатием. Слои скрепляются, образуя сварочный шов. После остывания получается прочное неразъемное соединение.
Важно знать! Сварка неочищенных поверхностей обеспечивает низкую прочность шва.
Получить качественный шов достаточно легко. При выполнении сварочных работ необходимо соблюдать следующие требования:
- Соединять необходимо только одинаковые по техническим характеристикам материалы; химический состав не должен отличаться;
- Поверхность необходимо очистить от грязи и примесей;
- Правильно подбирать температурный режим: слишком низкая температура сварит материал с малой прочностью; чересчур высокая – деформирует стык.
Повторное сваривание не проводится по “старым” кромкам. Для последующей работы их обрезают.
Методы полиэтиленовой сварки
Ниже рассмотрены самые распространенные виды полиэтиленовой сварки.
Контактная сварка
Метод прост в использовании и экономичный. Он позволяет нагревать полиэтилен воздушным потоком или с помощью специального нагревательного элемента (клина).
Контакт клина с материалом создает надежный шов с обеих сторон пленки. Прочность его составляет до 90%.
Специальное приспособление, зажимные ролики, обеспечивает сжатие и соединение участков полиэтилена. Можно получить прочный одинарный или двойной шов.
Используют также аппараты подобные промышленному фену. Они нагревают полиэтилен горячим воздухом и расплавляют его. Аппарат имеет небольшой вес и высокую мощность. Его легко носить с собой. Это позволяет работать с ним в любых условиях.
Горячая сварка
Полиэтиленовую плёнку соединяют специальным аппаратом. Он оборудован металлическим нагревательным элементом. Машину приводит в действие работа редуктора. Он возбуждает движение пресс-колес. Между пленками вставляют горячий клин.
Штифтом регулируют его положение. Терморегулятором настраивают необходимую температуру в зоне сварки. Подачу материала осуществляют вручную.
Процесс сварки проходит автоматически. Метод позволяет получить двойной шов, прочность которого доходит до 90%.
Оборудование широко распространено в серийном производстве. Его также можно использовать для домашних нужд.
Необходимо помнить! Горячий клин применяют также и при контактном сваривании.
Экструзионная сварка
С помощью специального пистолета подают расплавленный полимер. В зону контакта он попадает под высоким давлением. Происходит сжатие тягучих компонентов. Участки полиэтилена свариваются и образовывают сварочный шов.
Прочность соединения достаточно высокая. Она доходит до 80%. Метод очень производительный. Он позволяет сваривать шов за короткое время.
Влияние человеческого фактора на прочность соединения минимально. Это можно также отнести к достоинствам метода.
Про выбор оборудования
При выборе оборудования необходима предусмотрительность. Важно учитывать сложности проведения работ. Чтобы справиться с большими объемами пленок применяют промышленное оборудование.
Небольшие объемы целесообразно сваривать с помощью ручного аппарата. Крупные и толстостенные плёнки очень сложно соединить на слабой машине. В таких случаях применяют только дорогое оборудование. Оно дает возможность получить швы высокого качества.
Для соединения полиэтилена используют специальные приборы. Стоимость их разная. Стоит отметить бюджетную модель ПП-40.
Она позволяет получить ровный и прочный шов на любом контуре: прямом или сложном. ПП-40 по форме напоминает паяльник, но имеет другой наконечник.
Еще применяют специальные насадки для электроутюгов. Их изготавливают из листового металла, например: алюминия. Основание насадок делают плоским и ребристым. Такая поверхность прочно фиксирует соединение пленки во время сварки.
С их помощью получают две спаянные полосы, расположенные параллельно друг другу. Насадки имеют на поверхности лепестки. Их загибают под основание утюга и крепят.
Ребрами фиксируют края пленки. После перемещают рейку вдоль свариваемого участка. Так получается двойной шов.
Подведем итоги
Сварка полиэтилена осуществляется множеством методов. Некоторые имеют схожие особенности.
К другим нужен индивидуальный подход. Это относится и к выбору оборудования.
Необходимо учитывать сложность выполняемой работы. Следует выполнять требования к монтажу и эксплуатации.



Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
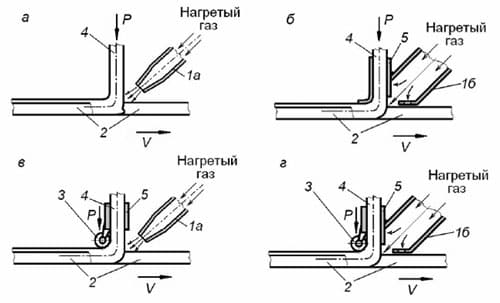
На схеме показаны: а – сварка без насадок, б – сварка с насадкой для твердых термопластов, в – сварка с насадкой для мягких термопластов, г – сварка с насадкой для твердых и мягких термопластов. 1а – стандартное сопло, 1б – производительное сопло, 2 – основной материал, 3 – прижимной ролик, 4 – присадочный пруток, 5 – направляющий канал, P – направление давления на присадочный материал, V – направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
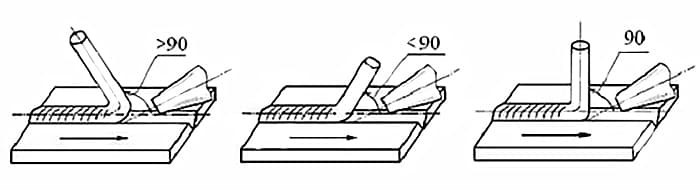
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
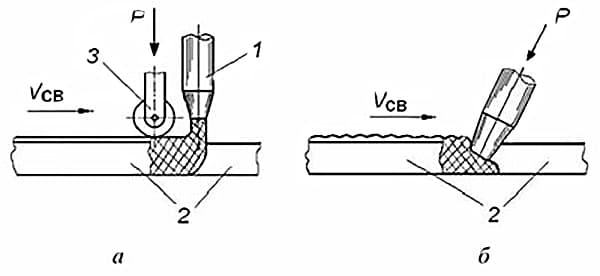
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Сварка полиэтиленовой пленки в домашних условиях
Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Сварка пленки паяльником
Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки. Но жало необходимо усовершенствовать, стандартное заменяют медным или алюминиевым прутком. Площадь касания нужна небольшая, до 2 мм. Удобно, когда есть радиус скругления, обеспечивается плавность движения инструмента.
Остро заточенное с одной стороны жало упрощает процесс монтажа: одновременно происходит соединение материала и обрезка краев.

Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки
Готовое жало фиксируется в паяльнике с помощью винта. Иногда для надежности край жала круглым не оставляют, его расплющивают, а затем устанавливают в пропил. Самодельное оборудование для сварки применяется при фасовке небольших партий метизов, изготовлении нестандартной упаковки. С его помощью легко сделать футляр для пульта, чехол для гаджета.
Сваривать куски пленки стандартным жалом неудобно:
- слишком большая площадь контакта, образуется неаккуратный шов с наплывами;
- происходит налипание разогретого полиэтилена;
- не обеспечивается прочность соединения, много прожогов.
Упрощенный вариант жала – медная или алюминиевая пластина 2–3 мм толщиной. Ее одной стороной закрепляют в паяльник, другую закругляют, один край затачивают. К пленке ее прижимают под углом 35-45°. Вместо паяльника допустимо использование выжигателя. Он устроен по такому же принципу.
Инструменты и приборы

Прочное соединение полиэтиленовой пленки может быть произведено утюгом, паяльником, либо специальным оборудованием.
Спайка утюгом

Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
Важно помнить про пороги температур. Регулятор на утюге должен находиться на уровне 120-150 градусов.
Полотнища пленок складываются внахлест. Вместо целлофана можно использовать листы бумаги.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Эта ребристость помогает крепче соединить полотна. Насадка формирует сразу два параллельных соединения.
Спайка паяльником

Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Использование паяльника без модификаций в виде насадок вероятно испортит материал, переплавив его, либо неравномерно сформировав шов.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Как и в случае со сваркой утюгом под полотна стоит положить основу из дерева (брусок или доску).
Как сварочную насадку можно применять колесико. Для этого глубина пропила должна быть больше, чем радиус подобранного колеса. Помимо пропила создается отверстие-ось, диаметр которого около трех-пяти миллиметров.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Оборудование
Сварка полиэтиленовой пленки может выполняться при помощи утюга, паяльника, а также специальными промышленными приборами.
Сварка пленки бытовым утюгом

Такой способ пользуется широкой популярностью. Сначала нужно подготовиться: для этого на стол кладется деревянный брусок, а уже на него помещаются края полотнищ пленки. Здесь важно проследить, чтобы окончания материала выступали на 20 мм от краев бруска. Поверх полотнищ из полиэтилена кладется тугоплавкий листовой материал, например целлофан или фторопластовая пленка.
Для того, чтобы процесс протекал быстрее, после того, как вы проведете утюгом по пленке, свариваемый участок нужно охладить, например, можно воспользоваться мокрой тряпкой.
Важно контролировать температуру терморегулятора: она должна составлять 120-150 °С.
Листы пленки нужно сложить внахлест, а затем на них уложить бумажный лист. После этого, утюг нужно наклонить на 5° и медленно проводить им вдоль шва. С первого раза получить прочное соединение не получится, нужно повторять последовательность действий 4-5 раз.
Сварщики, имеющие опыт в этом деле, часто применяют специальные насадки, которые фиксируются на электрическом утюге.
Насадка имеет плоское ребристое основание. Именно ребра отвечают за соединение участков полиэтиленовой пленки. В области пайки при помощи насадки образуются два прочных шва, размещенных параллельно.
Воспользовавшись для соединения пленки обычным паяльником (40-60 Вт), можно получить прочный и надежный шов, но необходимо немного усовершенствовать инструмент. Применение паяльника без специальных насадок, не приведет к желаемому результату, т.к. стык получится неравномерным, а материал и вовсе может растечься. Именно поэтому надо воспользоваться специальными насадками, которые крепятся к аппарату.

Нужно взять обычный паяльник, снять окончание жала, посредством ножовки создать пропил и в него поместить алюминиевую или медную пластину и зафиксировать ее заклепкой. Поверхность пластины необходимо обработать и со всех сторон округлить ее надфилем. Сам процесс сварки осуществляется следующим образом: под углом 45° паяльник прижимается и равномерно движется по свариваемым деталям. В процессе создания стыка, специалисты рекомендуют подложить деревянную основу под пленку.
Также в качестве насадки может использоваться колесико. Для этого также удаляется окончание жала и создается пропил, по размеру превышающий радиус колесика . Сверлится отверстие в теле жала под нужную ось колеса (3-5 мм), после чего изготавливают алюминиевый или медный диск (8-10 мм). Диск помещается в выемку жала и фиксируется осью. Сам процесс сварки заключается в прокатывании разогретого паяльника на нужную дистанцию.
Сварка при помощи утюга
Важным этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Как правильно соединить пленку своими руками с помощью утюга:
- укладывают материал на деревянную или другую ровную теплоизоляционную поверхность;
- сверху кладут лист плотной бумаги;
- утюг устанавливают на режим «хлопок» (нужна температура 120–150°С);
- шов делается острым краем подошвы, ее наклоняют так, чтобы с поверхностью бумаги был угол 5–10°;
- утюг двигают медленно, после этого на бумагу кладут мокрую тряпку.
Для прочности шва операцию повторяют 3–4 раза.

Обыкновенный бытовой утюг для склеивания полиэтиленовой пленки
Умельцы делают на утюги насадки с металлическими направляющими по типу коньков. С их помощью делают двойные и тройные швы. Для изготовления насадок используется:
- жаропрочная нержавеющая сталь, если есть навыки ее монтажа;
- цветные металлы на основе меди;
- алюминиево-магниевый дюралевый сплав.





