Как сварить недорогой металлический забор для дома и дачи своими руками
Ограждения для дачи и дома делают из разных материалов, но особенно популярны сварные заборы. Это объясняется универсальностью конструкции и небольшими затратами на постройку. Кроме защитных, сварные заборы могут выполнять функции элементов ландшафтного дизайна. Для монтажа не нужны специальные навыки, так как сварить забор этого вида сможет даже новичок с минимальным опытом.

Преимущества и недостатки сварных заборов
К основным достоинствам относятся:
- прочность, не уступающая кованым ограждениям;
- стойкость к холоду и жаре;
- полное соответствие противопожарным требованиям;
- на заборе металлическом сварном не селятся грибок и плесень;
- длительный, до 50 лет, срок службы при регулярном обновлении антикоррозийного покрытия;
- быстрый монтаж;
- светопроницаемость создает благоприятные условия для растений, посаженных рядом с забором.
Из недостатков отмечают:
- незащищенность от ветра и пыли;
- просмотр территории двора со стороны улицы;
- сложность окраски, особенно нестандартных конструкций;
- сильный нагрев металла в солнечную погоду, что при неосторожном касании может вызвать ожог.
Виды сварных заборов
Выбирают сварные заборы в зависимости от финансовых возможностей и предъявляемых требований. Одним нужны кованые ограждения, другие хотят установить сварные заборы из сетки на границах с соседями.
Сварной забор из металлической сетки
Эти ограждения устанавливают на каркасах и без них. Забор из сетки-рабицы обойдется недорого, но прочность низкая. Более надежна металлическая сетка, сваренная из проволоки диаметром до 3 мм в рулонах или секционная из тонких прутьев. Если требования по прочности стоят на первом месте выбирают 3D сетку.
Из достоинств отмечают:
- небольшой вес;
- не требуют регулярного ухода;
- долгий срок службы;
- легкость и малый срок строительства;
- использование в качестве опор для вьющихся растений.

Секционные ограды
Для установки сварных заборов из готовых секций достаточно смонтировать только опоры, на которые крепят модули. Производители предлагают варианты с разными размерами и оформлением. Секции состоят из каркасов, сделанных из профильных труб или уголков, и наполнения. Цена определяется:
- видом покрытия;
- размерами;
- комплектностью;
- количеством декоративных деталей;
- способом и расстоянием доставки.

Ковано-сварные ограждения
У таких сварных заборов из металла основа сделана из стандартного металлопроката, на которую крепят отдельные кованые элементы. За счет комбинирования ограждение объединяет достоинства обоих видов:
- красивое оформление;
- доступная цена;
- самобытность декоративных решений при заказе кованых деталей по своим эскизам;
- не увеличиваются сроки и сложность монтажа;
- возможность установки на слабых почвах, так как вес забора возрастает незначительно.
Ценителям уединения не понравится доступность обзора двора посторонними, но устроит любителей зеленых насаждений.

Решетчатые изгороди
Для монтажа этих оград применяют профильную трубу, арматуру, прутья. Необычно смотрится сварной забор из панелей решетчатого настила, заполненных металлическими полосами. Незатейливые изгороди из арматуры устанавливают там, где эстетика не важна. Обычно в качестве временных ограждений.
У сварных оград из профильной трубы и прута эстетика лучше. Чтобы смонтировать решетку, их располагают вертикально, приваривая к горизонтальным поперечинам. Оформление верхнего края может быть произвольным. Для увеличения прочности горизонтальные лаги делают выступающей или изогнутой формы. Заготовки из профилированных труб или прутьев приваривают на месте установки забора после монтажа опор и поперечин. Если предполагается собрать металлическую решетку из вертикальных и горизонтальных элементов их устанавливают сначала на каркасы, которые затем крепят к столбам.

Сварной забор с альтернативной отделкой
Металлические ограды необязательно сваривать из стандартных материалов, для разнообразия можно взять другие:
- Чтобы прохожие не заглядывали на участок, проемы между опорами закрывают профильными листами, которые крепят болтами или заклепками. Их не нужно окрашивать, так как в магазинах продают полотна с заводской отделкой.
- Поликарбонат тоже защищает двор от просмотра, но не мешает солнцу освещать насаждения. Листы крепят болтами через широкие шайбы.
- Чтобы ограда была закрытой между металлическими элементами саморезами или болтами прикручивают деревянные вставки.
- Дачный участок можно огородить металлическим штакетником. В магазинах выставлены разные по форме варианты, но лучше выбрать П-образные. Штакетник крепят к горизонтальным прожилинам болтами или саморезами.
- Красивыми получаются сварные ограды с декоративными вставками сделанными самостоятельно. Их сгибают из металлических прутьев или тонких труб в виде различных фигур или мастерят из других материалов. Готовые детали крепят на готовый забор или собирают из них орнаменты и композиции, закрепленные в каркасах. На строительство такого металлического забора уйдет немало времени, но результат того стоит.

Какому виду сварки отдать предпочтение
Технология сварки выбирается в зависимости от характеристик материала, из которого строят заборы и ограждения:
- Сваркой в среде инертного газа можно соединять заготовки разной толщины. Швы получаются качественными даже у новичков, так как расплавленный металл не соприкасается с воздухом. Однако цена аппарата и газа явно не бюджетная, поэтому при покупке оборудования сварка забора этим способом обойдется дорого. Дешевле взять его в аренду.
- Для газовой сварки не требуется электроэнергия. Но ее производительность становится меньше чем дуговой при соединении заготовок толщиной больше 6 мм. Также следует учитывать, что затраты на кислород и ацетилен больше чем на электроэнергию. Поэтому ее применение оправдано при сварке участков металлического забора из деталей толщиной до 3 мм.
- Ручной дуговой сваркой соединяют металлические заготовки любой толщины независимо от положения. Качество сварных швов зависит от уровня подготовки исполнителя и правильного выбора электродов. Для работы достаточно простого аппарата переменного или постоянного тока.
Как сварить забор своими руками
Возможно, что время строительства забора сваренного своими руками будет больше, чем у наемных специалистов, но зато обойдется дешевле. Работу начинают с создания эскизов, на которых рисуют общий план изгороди с размерами периметра и расстоянием между опорами. Создают подробные чертежи секций, ворот, калитки.
Установка опорных столбов
Столбы делают из кирпича, камня, дерева, но чаще сварной забор устанавливают на металлических опорах из труб. Работу начинают с разметки периметра, вбивая по углам деревянные колышки. Их соединяют шнуром, по линии которого отмечают места установки промежуточных столбов.
Ямы под опоры в зависимости от веса секций и свойств почвы пробуривают или выкапывают глубиной 0,6 — 1,5 м размером 25×25 см. Столбы после расстановки выравнивают по отвесу и закрепляют подпорками. Перед заливкой бетона свободное пространство ям вокруг опор заполняют камнями или щебнем. Дальнейшие работы выполняют не раньше чем через 3 дня, когда смесь затвердеет.
Монтаж различных видов заборов
У каждого типа металлического ограждения есть свои особенности, которые нужно учитывать при установке. Рабицу монтируют в следующем порядке:
- Для крепления готовых модулей с сеткой к столбам на расстоянии 220 мм от концов приваривают стальные полоски размером 50×250 мм, а к ним секции.
- Рулонную сетку крепят скобами, начиная с угловой опоры.
- Разматывая рулон, продвигаются к следующему столбу.
- Чтобы нижний и верхний края полотна не болтались, в ячейки продевают проволоку. После натягивания ее обматывают вокруг опор.
Монтаж 3D сетки выполняют несколько иначе:
- на столбы приваривают уголки;
- в них сверлят отверстия под болты;
- аналогичные отверстия делают в углах секций;
- прикручивают модуль к уголкам;
- для ускорения процесса секции можно просто приварить.
Порядок монтажа решетчатых и ковано-сварных модулей следующий:
- опоры сваркой соединяют горизонтальными лагами;
- размечают места установки вертикальных элементов;
- последовательно один за другим приваривают прутья по всему периметру;
- удобней сначала на ровном месте сварить каркасы, заполнить их и готовые секции установить в пролеты.
Полезные советы
Чтобы металлический забор прослужил не один десяток лет, специалисты рекомендуют:
- закрывать торцы труб колпаками или декоративными заглушками, чтобы внутрь не попадали вода и снег;
- ежегодно подновлять антикоррозийное покрытие;
- окрашивать металлические ограды лучше акриловыми красками или битумным лаком, так как масляные отшелушатся на первом году эксплуатации;
- сварные ограждения с коваными элементами лучше смотрятся на круглых или квадратных опорах.
Построить металлический забор несложно, но если опыта маловато, не стоит браться за конструкции со сложным дизайном. Для их монтажа потребуется хорошая профессиональная подготовка. Поэтому новичкам лучше выбирать сеточные или решеточные виды сварных ограждений.
Сварка пластиковых труб — волшебная технология создания водопровода

Слово сварка у многих ассоциируется с искрами и ярким светом. Да, это действительно так при сварке металлических конструкций, но мы сегодня рассмотрим совсем другую сварку – соединение пластиковых труб при помощи сварочного аппарата.
Не знаю у кого как, а у меня при проведении ремонта собственными силами, с появлением пластиковых элементов водопровода и данной технологии сварки просто гора с плеч свалилась.
Если кто-то помнит, как сложно было сделать разводку воды в ванной металлическими трубами или заменить батареи отопления и обвязать их, тот меня поймет. Требовался не просто сварщик, а очень квалифицированный сварщик, умеющий варить очень классно и качественно.
С появлением данной технологии все стало значительно проще и монтаж водопроводной системы может осуществить любой человек.
Рассмотрим соединение пластиковых труб на примере самого популярного материала – поливинилхлорида при помощи аппарата для сварки пластиковых изделий. Главные составляющие монтажа – это трубы, фитинги и сам сварочный аппарат.
Из необходимых инструментов нам потребуются
1. Сварочный аппарат для сварки пластиковых деталей (в простонародье прозванный утюгом).

Представляет из себя нагревательный элемент с ручкой и подставкой, позволяющий варить в любом положении. Имеет регулировочное колесико, дающее возможность выставлять требуемую температуру нагрева, подставку и отверстия в нагревательном элементе, позволяющие закреплять насадки нужного диаметра.
2. Парные насадки, покрытые тефлоном.

Крепятся к нагревательному элементу и служат для одновременного нагрева двух свариваемых деталей. В зависимости от диаметра свариваемых элементов, устанавливаются того же диаметра и насадки.
3. Ножницы для резки.

Это специальные усиленные ножницы, при помощи которых пластик, по сути дела, перекусывается. Нижняя губка опорная – неподвижная, верхняя – заточенная, опускающаяся к нижней и производящая рез. Ножницы для резки позволяют сделать рез очень точно и быстро.
4. Инструмент для зачистки (если свариваются трубы армированные алюминием).
Представляют из себя головку с хорошо заточенными ножами, при вращении которой снимается верхний армирующий слой. Глубина зачистки до упора в головке определяет глубину сварки.
При частом проведении сварочных работ рационально будет приобрести полный сварочный комплект, продающийся в чемоданчике. Средняя цена его в 2012 году колебалась от 2000 до 3500 рублей.

В комплект входят следующие предметы:
- Нагревательный элемент;
- Четыре размера (20, 25, 32, 40 мм.) насадок с тефлоновым покрытием;
- Ножницы для резки;
- Болты, для крепления насадок на нагревательном элементе;
- Уровень;
- Подставка для нагревательного элемента;
- Шестигранник для закручивания болтов.
Если сварочные работы производятся разово — рациональнее будет взять оборудование для сварки в аренду (в 2012 году цена колебалась от 250-350 рублей в день).
Сварка пластиковых труб — волшебная технология создания водопровода

Слово сварка у многих ассоциируется с искрами и ярким светом. Да, это действительно так при сварке металлических конструкций, но мы сегодня рассмотрим совсем другую сварку – соединение пластиковых труб при помощи сварочного аппарата.
Не знаю у кого как, а у меня при проведении ремонта собственными силами, с появлением пластиковых элементов водопровода и данной технологии сварки просто гора с плеч свалилась.
Если кто-то помнит, как сложно было сделать разводку воды в ванной металлическими трубами или заменить батареи отопления и обвязать их, тот меня поймет. Требовался не просто сварщик, а очень квалифицированный сварщик, умеющий варить очень классно и качественно.
С появлением данной технологии все стало значительно проще и монтаж водопроводной системы может осуществить любой человек.
Рассмотрим соединение пластиковых труб на примере самого популярного материала – поливинилхлорида при помощи аппарата для сварки пластиковых изделий. Главные составляющие монтажа – это трубы, фитинги и сам сварочный аппарат.
- 1 Из необходимых инструментов нам потребуются
- 2 Рассмотрим сам процесс соединения пластиковых труб или их сварку
- 3 Видео: «Как соединять пластиковые трубы»
Из необходимых инструментов нам потребуются
1. Сварочный аппарат для сварки пластиковых деталей (в простонародье прозванный утюгом).
Представляет из себя нагревательный элемент с ручкой и подставкой, позволяющий варить в любом положении. Имеет регулировочное колесико, дающее возможность выставлять требуемую температуру нагрева, подставку и отверстия в нагревательном элементе, позволяющие закреплять насадки нужного диаметра.
2. Парные насадки, покрытые тефлоном.

Крепятся к нагревательному элементу и служат для одновременного нагрева двух свариваемых деталей. В зависимости от диаметра свариваемых элементов, устанавливаются того же диаметра и насадки.
3. Ножницы для резки.

Это специальные усиленные ножницы, при помощи которых пластик, по сути дела, перекусывается. Нижняя губка опорная – неподвижная, верхняя – заточенная, опускающаяся к нижней и производящая рез. Ножницы для резки позволяют сделать рез очень точно и быстро.
4. Инструмент для зачистки (если свариваются трубы армированные алюминием).
Представляют из себя головку с хорошо заточенными ножами, при вращении которой снимается верхний армирующий слой. Глубина зачистки до упора в головке определяет глубину сварки.
При частом проведении сварочных работ рационально будет приобрести полный сварочный комплект, продающийся в чемоданчике. Средняя цена его в 2012 году колебалась от 2000 до 3500 рублей.

В комплект входят следующие предметы:
- Нагревательный элемент;
- Четыре размера (20, 25, 32, 40 мм.) насадок с тефлоновым покрытием;
- Ножницы для резки;
- Болты, для крепления насадок на нагревательном элементе;
- Уровень;
- Подставка для нагревательного элемента;
- Шестигранник для закручивания болтов.
Если сварочные работы производятся разово — рациональнее будет взять оборудование для сварки в аренду (в 2012 году цена колебалась от 250-350 рублей в день).
Рассмотрим сам процесс соединения пластиковых труб или их сварку
- Подготавливаем сварочный аппарат :
— выставляем температуру 260˚;
— крепим парные насадки (если будут использоваться соединения разных диаметров – устанавливаем несколько пар насадок);
— прогреваем аппарат до нужной температуры (при достижении рабочей температуры загорятся лампочки-индикаторы).
2. Подготавливаем трубу и фитинг:
— обезжириваем места сварки (если труба армированная – снимаем верхний слой алюминия);
— замеряем необходимую длину заготовки и отрезаем её в нужный размер;
— размечаем на свариваемых элементах маркером соосность для правильного расположения фитинга относительно всех других конструкций водопровода.

Замеряем глубину насадки, в которую будет входить труба и отмечаем этот размер минус 2 мм.
Шаг 1. Берем в одну руку трубу, в другую фитинг и одновременно вводим их в насадки.

Фитинг до упора, трубу по ранее отмеченную полоску (не до упора, иначе будет происходить прогрев торца и при соединении образуется наплыв на внутренний диаметр) и выдерживаем определенное время (столбец время нагрева, сек). Конкретное время выдержки зависит от диаметров соединяемых изделий и указано в таблице ниже. При нагреве вращение деталей на тефлоновых насадках недопустимо.
Наружный диаметр, мм.
Ширина сварного пояса, мм.
Сварка пластиковых водопроводных и канализационных труб
Металлический трубопровод в современном строительстве считается устаревшим техническим решением. Стараются использовать либо медные трубки, или трубы из синтетических материалов: композитных пластмасс, полипропилена и полиэтилена. Важно не просто правильно выбрать, какие именно трубы использовать для создания водопроводных и канализационных систем, но и знать, как их правильно соединить.

Сварка пластиковых труб осуществляется горячим и холодным методами
Преимущества пластиковых труб и методы их соединения
К преимуществам пластиковых труб стоит отнести то, что они не ржавеют, их удобно монтировать, обслуживания они требуют минимального. Что касается монтажа, то он отличается простотой, но имеет свою специфику. Принцип резьбового муфтового соединения элементов системы неплохо подходит для разводки металлических водопроводных коммуникаций, но совершенно не применим для пластиковых труб.
Физические свойства синтетических термопластичных труб позволяют создавать надежное соединение. Многокомпонентные материалы дают возможность соединять пластиковые трубы без сварки, например, для ремонта элементов водопроводных систем в труднодоступных местах. Клеевое соединение называют также «холодная сварка». Наиболее простой, быстрый и надежный способ соединения пластиковых труб – это сварка, для которой требуется высокая температура.
Основное преимущество монтажа сварным способом состоит в том, что сварка пластиковых труб своими руками перестала быть операцией, доступной исключительно профессионалам. Чем больше практический опыт сварного монтажа, тем выше шансы создания безупречного соединения. Инструменты и оборудование могут сыграть решающую роль в монтаже коммуникаций.

Надежность соединения пластиковых труб зависит от качества фитингов и метода сварки
Профессионалы используют качественные, надежные инструменты и фирменное оборудование. Любители довольствуются инструментарием средней ценовой категории. Есть смысл изначально приобрести необходимые материалы и оборудование высокого качества.
Минимальная погрешность при монтаже фитингов, надежность компонентов, качественный сварной шов – это преимущества качественных компонентов. Недостаток: относительно высокая стоимость пластиковых труб премиум – класса.
Оборудование для сварки пластиковых труб своими руками
В наборе начинающего мастера будут присутствовать следующие компоненты:
- паяльник для пайки полипропиленовых (пластиковых) труб. Как правило, продается в комплекте с металлическим кейсом для транспортировки и набором насадок самых распространенных диаметров;
- обрезные ножницы для труб. Имеют загнутый ложемент, режущее лезвие и узел ступенчатого наращивания усилия. С помощью специальных ножниц обрезать трубу гораздо удобнее, чем ножом или пилкой;
- рулетка. «Верный друг» каждого строителя и профессионального инженера;
- маркер. Им отмечают границы реза и глубину вхождения трубы в насадку при прогреве в процессе сваривания.
Профессиональное оборудование включает в себя полуавтоматическое устройство, предназначенное для сварки для пластиковых труб. Обязательно комплектуется узлом фиксации для труб диаметром 50 мм и более.

Для сварки труб небольшого диаметра используется компактный нагревательный прибор
В комплект настоящего мастера непременно входят:
- строительный уровень, им выверяется точность прокладки магистрали;
- шабер для армированных труб;
- монтажный нож (скошенная рабочая часть, прочная конструкция);
- набор электрофитингов. В некоторых случаях монтаж пластиковых труб возможен только при использовании электрических фитингов – специальная сварка, технические условия разводки и эксплуатации систем;
- специальный термометр для контроля режима прогрева свариваемых поверхностей;
- качественный электрический удлинитель;
- жидкость для очистки насадок паяльника.
После окончания сварки пластиковых труб и тщательной проверки системы, каждое соединение осматривается индивидуально, чтобы выявить утечки. В случае удачного монтажа проблем не возникает. Профессиональное оборудование послужит владельцу и после разводки коммуникаций – хороший паяльник для пластиковых труб несложно сдать в аренду!
Важно! Для сварки пластиковых труб небольшого – до 40 мм – диаметра нужно знать последовательность выполнения действий, иметь минимальный практический навык по сборке коммуникаций и набор доступных инструментов. Важна также температура и время прогрева труб и фитингов.
Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Важно! Тефлоновый слой (покрытие насадок паяльника для труб) легко повреждается в холодном состоянии. Удалять крошки пластика, прилипшие к насадкам нужно крайне аккуратно, используя деревянную щепу или не синтетическую ткань. Насадки должны быть прогреты до состояния плавления пластмассы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
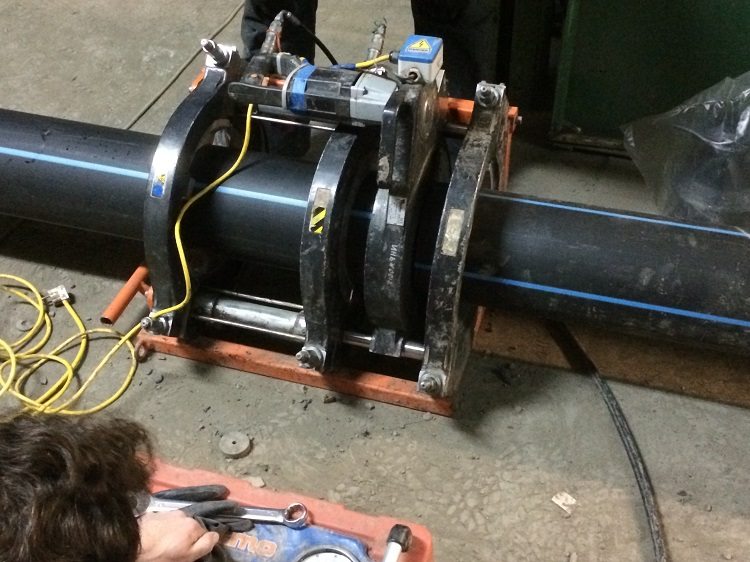
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Соединение пластиковых труб без сварки
Создать прочное соединение пластиковых труб и переходных фитингов, или непосредственно одной трубы с другой вполне возможно и без использования сварки.
Как соединить пластиковую трубу без сварки? Методом склеивания специальным клеящим составом (продается в виде готовой к использованию вязкой жидкости). Использовать метод склеивания допускается, если мастер работает с магистралью низкого давления.
Без сварки быстро и крайне надежно фиксируются полиэтиленовые трубы. Для них используется метод фиксации при помощи обжимных колец и переходных фитингов. Необходим специальный инструмент – обжимные клещи – и качественный (итальянский) фитинг.
Инструкция по сварке полипропиленовых труб — особенности работ
 При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
Преимущества труб из полипропилена
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
- Невосприимчивость к коррозии — пластик не ржавеет и не разрушается.
- Отсутствие токсичных компонентов — в составе полипропилена нет экологически опасных компонентов, а следовательно, они могут применяться для создания питьевых водопроводов без ограничений.
- Малый вес — полипропиленовые трубы очень легкие, ощутимо легче металла.
- Длительный эксплуатационный период — до 50 лет.
- Легкость монтажа — технология сварки полипропиленовых труб доступна даже начинающему мастеру.
- Экономичность — такие трубы не требуют окраски или других затрат на профилактическое обслуживание.
Важно: Единственным ограничением на использование полипропиленового водопровода является температура среды, которая не должна превышать 95 градусов.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
Что потребуется для сварки полипропиленовых труб
Инструкция по самостоятельной сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
- PN10 — для холодной воды или систем теплого пола (при температуре транспортируемой среды +20 или +45 градусов соответственно), диаметром 20-110 мм, рабочее давление в пределах 1 МПа;
- PN20 — для систем холодного и горячего водоснабжения, диаметром 20-110 мм, выдерживают температуру воды до +80 градусов и давление до 2 МПа;
- PN25 с армированием алюминиевым слоем, стекловолокном или композитом может использоваться в системах горячего водоснабжения и отопительных магистралях. Температура — до 95 градусов, давление — до 2,5 МПа.
Также для сварки понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропилен нужно соединить с металлом. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).

Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
- рулетка;
- карандаш;
- ножницы для резки труб;
- специальный сварочный аппарат;
- приспособление для зачистки — шейвер (если в трубах предусмотрен армированный слой).
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Особенности технологического процесса сварки
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы. Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима.
 Шейвер для зачистки армирования
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
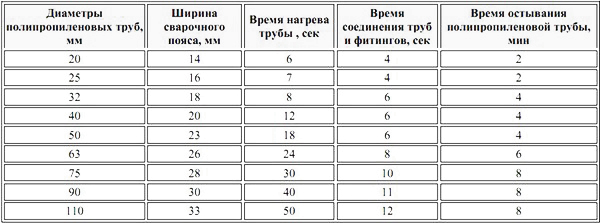 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь. Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.
 О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.
О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.Как выбрать аппарат для сварки труб из полипропилена читайте в нашей статье-обзоре.
Сварка полипропиленовых труб видео
А здесь вы можете посмотреть видео по теме нашей статьи.
Как паять полипропиленовые трубы правильно — инструкция по шагам
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов

Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:





