Утеплитель Перлит: плюсы и минусы, характеристики, технология утепления перлитом
Технические характеристики утеплителя

Для утепления применяется вспученный пористый перлит, произведенный из горной породы
Горная порода образуется в потоке лавы при извержении вулкана. Она формируется в результате воздействия подземных вод на вулканическое стекло. Минерал имеет специфическую структуру и легко распадается на отдельные округлые части – перлы. Еще одна отличительная особенность пористой породы – содержание воды около 1% общего объема.
В строительстве применяется вспученный перлит утеплитель, прошедший термическую обработку в печах при температуре 1100°C. При нагревании влага испаряется, придавая минералу пористую структуру и увеличивая его размер в несколько раз. Материал становится легким, приобретает теплоизолирующие свойства. Он изготавливается с различным размером фракции от мелкого песка до щебня. Размеры строительного перлита – 0,16-1,25 мм, агроперлита – 1-5 мм. Перлитовый песок отличается большим разбросом по плотности – 40-200 кг/м3.
- теплопроводность – 0,043-0,052 Вт/м*К;
- влажность по весу – не больше 2%;
- неравномерность размеров зерен – до 15% по объему продукта;
- впитывание влаги – до 400% собственной массы.
Утеплитель химически нейтрален, не боится воздействия щелочей и слабых кислот. Он не гниет под действием влаги, в нем не живут микроорганизмы и грызуны. Теплоизолятор применяют в широком диапазоне температур от -200°C до +900°C. Материал экологически безопасен для людей, не содержит токсичных примесей и тяжелых металлов.
Плюсы и минусы перлита

Перлитовая штукатурка также имеет теплоизолирующие свойства
При выборе сыпучего утеплителя потребителям приходится сравнивать несколько материалов: керамзит, гранулы пенополистирола, вермикулит или перлит. Каждая разновидность имеет особенности, которые учитывают при принятии решения. Насыпная изоляция из вулканического стекла обладает высокой эффективностью. Материал не дает усадки, как гранулированный пенополистирол, и не намокает, как керамзит. Основными достоинствами утеплителя являются:
- Низкая теплопроводность перлита, которую обеспечивает множество пустот пористой структуры минерала. Также строение минерала способствует эффективному шумопоглощению.
- Небольшой вес, позволяющий до 40% снизить общую массу конструкции. Легкие несущие стены не требуют массивного фундамента.
- Возможность эксплуатации в различном температурном диапазоне не ограничивает применение материала.
- Устойчивость к огню гарантирует пожарную безопасность утеплителя. Он способен остановить распространение огня. При нагревании не выделяет дыма и токсических веществ.
- Природный минерал экологически безопасен, в его составе нет вредных примесей.
- Сыпучий утеплитель равномерно заполняет пространство, плотно укладывается, не оставляя мостиков холода. Материал не вызывают сложностей при засыпке как пенопластовые гранулы.
Хрупкость – главный недостаток перлита. Минерал легко разрушается, превращаясь в пыль. Материал теряет массу при перевозке открытым способом, создает неудобства во время засыпки. Работа с ним требует применения защитных средств: респираторы, очки, перчатки. Чтобы песок меньше пылил, его перед использованием смачивают водой.
Способность перлита поглощать влагу не всегда является отрицательной характеристикой. Он способен легко отдавать воду в виде пара. Материал предотвращает появление конденсата на стенах. Для нормальной эксплуатации утеплителя необходимо обеспечить отвод лишней влаги наружу.
Область применения

Для цветов перлит используют как разрыхлитель
В естественном виде минерал применяется в различных хозяйственных сферах:
- пищевая и медицинская промышленность использует минерал в качестве очищающего фильтра;
- в сельском хозяйстве популярны перлитовые разрыхляющие добавки.
При возведении зданий обычно используют вспученный перлит. Он позволяет обеспечить оптимальные показатели звуко- и теплоизоляции стен, пола, кровли. Утеплитель эффективен при однородной засыпке и составе изоляционных продуктов. Его применяют для заполнения кладки наружных и внутренних стен, при устройстве системы теплого пола, утеплении перекрытий.
Утепление стен

Перлитом утепляют стены между двумя рядами кирпича
Перлит популярен в качестве утеплителя стен каркасного дома или кирпичной постройки, возводимой методом колодезной кладки. Применение минерального наполнителя удешевляет общую смету строительства. Толщина слоя зависит от климатических условий региона. Она рассчитывается на этапе подготовки строительного проекта дома.
Утепление перлитным песком начинается на начальном этапе возведения стен. Его рекомендованная насыпная плотность 60-100 кг/м3. При теплоизоляции фундамента и подвального помещения песок добавляется в штукатурную смесь. После окончания кладки конструкция накрывается плитами перекрытия. Их тщательно заделывают раствором, чтобы в щели не попадала влага.
Утепление крыши
Перлитовая термоизоляция используется для утепления плоской кровли, чердачных и межэтажных перекрытий, пола. Для крыш сложной формы создан особый материал – битумоперлит. Это состав из перлитного песка и разогретого битума. Плитам придается нужная форма. Среди достоинств продукта – устойчивость к огню и хорошие теплоизолирующие характеристики. Перлитобитумные материалы можно применять при низких отрицательных температурах.
Утепление пола
Изолировать перлитом можно разные типы полов. Часто он применяется в работе с твердыми монолитными покрытиями. Фракция песка при этом составляет 6 мм. Процесс укладки не составляет труда. На подготовленное основание материал высыпается прямо из мешков. Распределить его нужно равномерно, для чего применяются рейки. Если на полу уложены коммуникации, перлитовый песок должен полностью покрывать их. После этого можно монтировать чистовое монолитное покрытие.
При укладке таких полов необходимо обустраивать дренажные отводы, чтобы была возможность устранять лишнюю влагу. Если черновое покрытие изготовлено из дерева, то перлит не требует уплотнения. Песок засыпается в щели между элементами. Для укрепления изоляции применяется стеклоткань, но заменить ее можно листами ДВП.
Перлит – инновационный утеплитель, который используется для изоляции стен, полов, крыш. Он обладает большим количеством преимуществ и обеспечивает надежную защиту сооружения от лишнего звука и холода. При соблюдении технологии укладки материала он прослужит не один десяток лет.
Изучаем все известные разновидности
Всего существует 4 формы выпуска данного утеплителя: засыпная (её еще называют песком), плиты (внешне похожие на пеноплекс), кровельные модели и сухие строительные смеси. Данные разновидности имеют некоторые особенности, которые следует знать.
Засыпная изоляция
Первый появившийся форм-фактор Перлита — это рассыпной утеплитель. Главная задача данного материала при строительстве домов — облегчение конструкции (он легче, чем стандартная цеметно-песчаная смесь) и повышение её теплоизоляционных качеств. Такую прослойку обычно используют для засыпки полов и межэтажных прослоек. Также нередко её применяют для заполнения пустот в стеновых кладках. Реже она используется в сочетании (или вместо) с теплой штукатуркой.
Самая удобная и практичная форма — плиты
Согласно официальной статистике, порядка 60% всего изготавливаемого Перлита на планете уходит на создание теплоизоляционных плит. Они получаются в результате гидравлического прессования, благодаря чему очень удобны в использовании. Связующее вещество может отличаться в зависимости от конкретной разновидности (битум, известь, полимерные соединения, цемент, жидкое стекло и т.д.).

У данной категории материалов довольно высокая гигроскопичность. Поэтому применяется она в большинстве своем для внутренней отделки. Тем не менее, при прокладке дополнительного влагозащитного слоя, её можно применять и для наружной отделки. Впрочем, это не слишком оправданно с экономической точки зрения.
Кровельные модели
Из названия, очевидно, что такие аналоги применяют преимущественно для отделки кровли. Для данной задачи используют так называемый битумоперлит. Такой материал позволяет создавать теплоизоляционный слой любой формы, поэтому его часто применяют для зданий необычной конструкции.
Важно! Перед использованием данное покрытие нагревать не нужно!
Средний показатель теплопроводности для данной разновидности составляет 0,067 Вт(м*С), что является очень достойным результатом. Данный коэффициент позволяет использовать это покрытие даже в северных регионах. Также стоит отметить и негорючесть этого утеплителя, которая обеспечивает общую безопасность постройки.
Сухие строительные смеси на основе Перлита
В результате смешения цемента и перлитового песка получается весьма эффективная сухая строительная смесь. Раствор приготавливается очень просто — достаточно просто добавить воды (то есть никаких дополнительных добавок, вроде ПГС или гипса не требуется). В основном подобный состав используют для заполнения полостей в кирпичной кладке, затирки швов и щелей, а также создания штукатурного слоя с повышенными теплоизоляционными характеристиками. При этом он позволяет легко выравнивать поверхность.
Критерии выбора
Чтобы подобрать теплоизоляционный материал с высокими техническими характеристиками следует определиться с маркировкой изделия. В строительстве используются три основных класса перлита – М75, М100 и М150.
Цифры, обозначенные в маркировке, указывают на насыпную плотность материала. Что соответствует теплопроводности – 0,043, 0,052 и 0,058 Ватт/м °C. Чем легче перлит тем выше его тепло- и шумоизоляционные свойства.
Вспученная горная порода делится на разные фракции. Для строительства используется перлит с гранулами размером от 0,16 до 1,25 миллиметров. Чем крупней составляющие частицы материала, тем ниже уровень его текучести, что ухудшает качество засыпки утеплителя.
При покупке перлита для обустройства теплоизоляции следует обратить внимание на целостность упаковки и условия хранения. Если материал долго находился во влажной среде, то качество его значительно снизилось. Также немаловажным аспектом выбора является производитель. Некоторые недобросовестные продавцы могут выдавать искусственный строительный продукт за натуральный вспененный перлит.
Технология утепления своими руками
Процесс задувки вспученного перлитового песка нетрудоёмкий, занимает немного времени. Швы и щели на стенах, полости в блоках отлично заполнит строительный раствор на основе перлита, который легко сделать своими руками, подобрав необходимые материалы.
Материалы

По теплоизоляционным качествам перлитовый песок, толщиной 30 мм приравнивается к силикатному кирпичу, толщиной 200 мм, а строительные растворы с добавлением вулканического песка являются эффективным утеплителем.
В качестве вяжущих материалов добавляют:
- жидкое стекло;
- цемент;
- битум;
- глина, известь;
- гипс.
Смесь из перлита и вяжущего продукта делают в ленточных смесителях на малых оборотах, чтобы не нарушить структуру перлитового зерна.

Из строительных смесей можно прессовать изделия различной формы, делать кирпичи и другие необходимые конструкции.
Последовательность работ
Начинают работы по утеплению дома с закладки фундамента:
- основания ленточного фундамента и подвальных помещений штукатурят смесями с добавлением перлитовой крошки и утепляют теплоизоляционными блоками;
- при возведении стен засыпку перлитового вспученного песка производят через каждые 3-4 ряда кладки, утрамбовывая его;
- далее наносят на стены слой штукатурки толщиной не более 5 см.

Пустоты засыпают из расчета насыпной плотности на каждый кубический метр – 70-100 кг перлитового компонента.
По окончании возведения стен, их накрывают потолочными плитами, тщательно заделывают все щели и приступают к утеплению перекрытия:
- застилают плиты полотном из картона или бумаги;
- засыпают на него вспученный перлитовый песок толщиной 3 см, и утрамбовывают его;
- заливают цементом.
Такое утепление не только качественное, но и долговечное. Если планируется возводить второй этаж, перлитовая засыпка проводится в том же порядке.
При утеплении полов в доме вначале делают отсеки для водоотвода и канализации, затем свободные места заполняют вспученным перлитовым песком, утрамбовывают и покрывают настилом.
Вместо сухой перлитовой крошки можно использовать ее смесь с цементом 10:1.
Отделка декоративная

Перлитовая штукатурка – отличный отделочный материал. Ее структура меняется в зависимости от модификаторов и полимерных добавок. Паронепроницаемая фракция используется для интерьерных работ, при этом обеспечивая звукоизоляцию и необходимую влажность помещения.
Наносят штукатурку на предварительно очищенную поверхность бетона, дерева, кирпича, металла. Она эластична, скрывает на стенах неровности и другие недостатки, долгое время выглядит идеально.
Чтобы сделать глянцевую поверхность, готовое покрытие сбрызгивают водой и затирают шпателем. При добавлении перлита в краску получается привлекательный эффект «жемчуга» или «Рауфазер».
Как ухаживать за поверхностью
Уход за перлитовой поверхностью сводится к механическому удалению загрязнений. Пыль и грязь удаляют щеткой, а пятна от краски и масла придется вырубить из поверхности и нанести новый слой штукатурки.
Эксплуатационный срок
Перлитовая крошка обладает отличными эксплуатационными качествами. Долгие годы она выполняет свои функции, сохраняет первоначальное состояние, не теряя внешней привлекательности.
Срок службы перлита – неограничен, если только его не повредить механически.
У перлита высокие физико-технические свойства, поэтому он так востребован, он – лучший среди теплоизоляционных материалов.
При покупке надо быть бдительными – на рынке не так просто найти вспученную перлитовую крошку и недобросовестные продавцы могут выдавать подделку за настоящий перлит.
Раствор из вспученного перлита
ПЕСОК И ЩЕБЕНЬ ПЕРЛИТОВЫЕ ВСПУЧЕННЫЕ
Perlite expanded sand and crushed stone. Specifications
Дата введения 2011-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 “Межгосударственная система стандартизации. Основные положения” и МСН 1.01-01-96* “Система межгосударственных нормативных документов в строительстве. Основные положения”
* Документ не был принят на территории Российской Федерации. До 01.10.2003 действовал СНиП 10-01-94. – Примечание изготовителя базы данных.
Сведения о стандарте
1 РАЗРАБОТАН Государственным предприятием “Украинский научно-исследовательский и проектно-конструкторский институт строительных материалов и изделий (ГП “НИИСМИ”)
2 ВНЕСЕН Министерством регионального развития и строительства Украины
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) (протокол N 36 от 21 октября 2009 г.).
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование органа государственного управления строительством
Министерство строительства и регионального развития
Министерство регионального развития
Агентство по строительству и архитектуре при Правительстве
Министерство регионального развития и строительства
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 сентября 2010 г. N 268-ст введен в действие в качестве национального стандарта Российской Федерации с 1 января 2011 г.
5 В настоящем стандарте учтены основные нормативные положения следующих европейских стандартов: ЕН 932-1:1997* “Испытания по определению общих свойств заполнителей – Часть 1: Методы отбора проб” (EN 932-1:1996 “Tests for general properties of agregates – Part 1: Methods for sampling”); EH 933-1:1997* “Испытания по определению общих свойств заполнителей – Часть 1: Определение гранулометрического состава – Метод просеивания” (EN 933-1:1997 “Tests for general properties of agregates – Part 1: Determination of particle size distribution – Sieving method”); EH 1097-3:1998* “Испытания по определению механических и физических свойств заполнителей – Часть 3: Определение насыпной плотности и пустотности” (EN 1097-3:1998 “Test of mechanical and physical properties of agregates – Part 3. Determination of loose bulk density and voids”)
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.
Информация о введении в действие (прекращении действия) настоящего стандарта на территории указанных выше государств публикуется в указателях национальных (государственных) стандартов, издаваемых в этих государствах.
Информация об изменениях к настоящему стандарту публикуется в указателе “Национальные стандарты”, а текст изменений – в информационных указателях “Национальные стандарты”. В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе “Национальные стандарты”
1 Область применения
Настоящий стандарт распространяется на песок и щебень перлитовые вспученные (далее – вспученный песок, вспученный щебень), получаемые путем термической обработки природного перлитового сырья из вулканических стекловатых водосодержащих пород кислого состава.
Вспученный песок используют при изготовлении легких бетонов, тепло- и звукоизоляционных материалов и изделий, штукатурных растворов, сухих строительных смесей, а также в качестве теплоизоляционных засыпок при температуре изолируемых поверхностей от минус 200 °С до плюс 875 °С. Вспученный щебень используют в качестве заполнителя при изготовлении легких бетонов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.013-85* Система стандартов безопасности труда. Очки защитные. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 12.4.230.1-2007 (ЕН 166-2002).
ГОСТ 12.4.041-2001 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания фильтрующие. Общие технические требования
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2226-88 (ИСО 6590-1-83, ИСО 7023-83)* Мешки бумажные. Технические условия
* На территории Российской Федерации действует ГОСТ Р 53361-2009.
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 7076-99 Материалы и изделия строительные. Метод определения теплопроводности и термического сопротивления при стационарном тепловом режиме
ГОСТ 8735-88 Песок для строительных работ. Методы испытаний
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9758-86 Заполнители пористые неорганические для строительных работ. Методы испытаний
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия
ГОСТ 24104-2001* Весы лабораторные. Общие технические требования
* На территории Российской Федерации действует ГОСТ Р 53228-2008.
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25226-96 Щебень и песок перлитовые для производства вспученного перлита. Технические условия
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 29329-92* Весы для статического взвешивания. Общие технические требования
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53228-2008, здесь и далее по тексту. – Примечание изготовителя базы данных.
ГОСТ 30090-93 Мешки и мешочные ткани. Общие технические условия
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю “Национальные стандарты”, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 перлитовое сырье: Вулканическая стекловатая водосодержащая порода кислого состава.
3.2 вспученный перлит: Вспученные перлитовые песок и щебень, получаемые при термической обработке перлитового сырья.
3.3 насыпная плотность: Масса единицы объема материала с порами и пустотами.
3.4 марка по насыпной плотности: Максимальное значение насыпной плотности материала в интервале, установленном в настоящем стандарте.
3.5 прочность при сдавливании в цилиндре: Способность сыпучего материала противодействовать усилиям, возникающим при сдавливании материала в цилиндре при погружении пуансона в слой испытываемой пробы на заданную глубину.
3.6 коэффициент уплотнения: Отношение объемов материала до и после транспортирования, характеризующее степень его уплотнения при транспортировании.
3.7 морозостойкость: Способность материала выдерживать при конкретных условиях заданное число циклов попеременного замораживания и оттаивания.
3.8 водопоглощение: Свойство материала поглощать и задерживать воду, определяемое отношением количества поглощенной воды к массе сухого материала.
3.9 влажность: Содержание в материале свободной воды.
4 Классификация
4.1 Вспученный перлит, применяемый в строительстве, изготавливают в виде песка и щебня.
4.2 Вспученный перлитовый песок в зависимости от зернового состава подразделяют на группы:
ВПР – вспученный песок рядовой;
ВПК – вспученный песок крупный;
ВПС – вспученный песок средний;
ВПМ – вспученный песок мелкий;
ВПП – вспученный песок очень мелкий (вспученный перлитовый порошок).
4.3 Вспученный щебень в зависимости от зернового состава подразделяют на группы:
Зеркальные перила из нержавеющей стали: это стильно, современно и надежно
Нержавеющая сталь и изделия из нее используются в строительстве, машиностроении, медицине, пищевой и легкой промышленностях. Зеркальная нержавеющая сталь широко применяется для изготовления труб для сантехнических работ, в производстве медицинских инструментов и оборудования, при изготовлении мебели. В дизайне помещений, домов и придомовых территорий зеркальная труба идет на лестничные каркасы и перила ограждений, барные стойки, ножки столов и кроватей, полотенцесушители и прочее.

Перила из нержавеющей стали
- Изготовление труб из нержавеющего материала
- Способы полировки нержавейки
- Размеры и стандарты
- Полировка зеркальной трубы в домашних условиях
Изготовление труб из нержавеющего материала
В состав металла входят хром, титан или никель, эти легирующие элементы добавляют стали улучшенные эксплуатационные свойства: антикоррозийность, долговечность, жаростойкость, универсальность. Металлургическая промышленность выпускает трубы двух видов.
Сварные
Технология сварки нержавейки позволяет делать такой шов, который по качеству не уступает прочности металла.
- Метод TIG – сварки.
Тугоплавкий вольфрамовый электрод расплавляет подаваемую к месту сварки проволоку из нержавеющего металла, расплав ровно заполняет ванночку шва, надежно соединяя края изделия. Одновременно с дугой из сопла выходит инертный газ (аргон, гелий), который защищает сварное соединение от окисления. Сварка нержавеющей трубы методом TIG позволяет получить ровный, пластичный шов, поддающийся шлифовке и полировке. Она чаще используется для тонкостенных труб малого диаметра.
Система HF производит высокочастотный бесконтактный поджиг дуги, что исключает прожоги металла.
- Лазерная сварка.
Она применяется вместе с TIG – сваркой. Сварка нержавейки таким методом позволяет добиться высокого качества и улучшенной обработки шва. После сварных работ производится обрезка, калибровка изделий, а также шлифовка и полировка.

Аргонодуговая сварка (TIG)
Бесшовные
Они изготавливаются из литых заготовок путем горячего или холодного проката. Трубы прогоняются через вальцы несколько раз, подвергаясь в промежутках термическим и химическим воздействиям. Для повышения механических свойств в конце процесса проводится закалка труб высокой температурой, и наносится специальное покрытие. Такой способ применяется при изготовлении изделий, эксплуатируемых в сложных условиях – высокая температура, повышенное давление и прочее (элементы и детали котлов, трубопроводов). Оба способа позволяют получить трубы с различной толщиной стенки.
Способы полировки нержавейки
В заводских условиях используют сложные промышленные методы и технологии, недоступные в домашних условиях. Для сварных и бесшовных труб применяются одинаковые методы полировки:
В этом случае полировка стали до зеркального блеска проводится сухим способом или с добавлением воды в несколько этапов – грубая шлифовка на стадии изготовления, улучшенная с применением абразива с уменьшенным размером зерна и окончательная полировка мелкой шлифовальной лентой или войлоком.
- Электрохимический.
Здесь труба полностью погружается в кислоту, вокруг нее или внутрь устанавливается электрод, на который подается напряжение. Под действием химической реакции внутренняя и наружная поверхности трубы выравниваются до идеальной гладкости.

Размеры и стандарты
Бесшовные горячекатаные зеркальные трубы выпускаются от Ø 57 мм до Ø 325 мм, толщина стенки варьируется в пределах 3,5–32 мм. Холоднодеформированные бесшовные зеркальные трубы производятся от Ø 5 мм до Ø 89 мм и подразделяются на следующие виды:
- особо тонкостенные – 0,2–0,6 мм;
- тонкостенные – 0,7–2,0 мм;
- толстостенные – до 6 мм;
- особо толстостенные – до 12 мм
Сварная нержавейка выпускается диаметром в пределах 8–102 мм при толщине стенки до 4 мм. Длина труб из нержавеющего металла варьируется в пределах 1–11,5 м. Зеркальная нержавейка по виду сечения делится на 2 класса – профильная (квадратная, прямоугольная) и круглая.
Полировка зеркальной трубы в домашних условиях
Если в дизайне комнаты, дома или двора используется нержавеющая зеркальная труба, то после монтажа стоек, перил и других декоративных элементов требуется дополнительная полировка для устранения возникших повреждений поверхности.

Сварные места соединения элементов конструктива для достижения зеркального блеска потребуют длительной многоступенчатой шлифовки. Выпуклую толщину шва снимают при помощи болгарки со шлифовальным диском, затем для удаления шероховатостей, оставшихся от инструмента, применяют абразивные круги с крупным зерном. Здесь важно учесть, что особо крупный абразив может оставить глубокие царапины на поверхности трубы, для удаления которых понадобится больше времени.
Шлифуют проблемные места несколько раз, постепенно уменьшая величину зерен абразива до нулевого размера. Когда поверхность приобретет абсолютную гладкость, то отполировать нержавейку до зеркального блеска можно войлоком или тканью с нанесенным на них специальным полировочным средством, содержащим мелкий абразив. Выпускаются полироли в виде паст, эмульсий или жидкостей, они очищают поверхность, придают ей сияющий блеск, образуют защитную пленку, ограждающую от быстрого загрязнения и помутнения, скрывают мелкие царапины и незначительные дефекты.
Средства делятся на пасты для предварительной и финишной полировки. Первыми удаляются следы всех предыдущих шлифовок или механических обработок. Идеальная зеркальная поверхность получается после использования пасты для финишной полировки. Трубы из нержавейки служат 30-50 лет, не меняя внешнего вида. Мелкие царапины, появляющиеся со временем на блестящей поверхности, легко удаляются полировочной пастой. Зеркальные перила, стойки, каркасы или другие элементы дизайна придадут интерьеру дома стильный и современный вид.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.

Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.

ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Полируем нержавейку “в зеркало”
Частая задача по нержавейке: полировка до зеркального блеска.
Рассмотрим готовую рекомендацию по предварительной шлифовке и последующей полировке “в зеркало” на листе из нержавеющей стали размером 500 х 500 мм.
Для обработки использовался холоднокатаный металл толщиной 4 мм, есть глубокие раковины на поверхности.
Шаг 1.
Предварительное шлифование фибровыми кругами с керамическим зерном от немецкого бренда VSM. Основной задачей на данном этапе является удаление и зачистка до однородной поверхности. Используем:




Рекомендации: 1. Соблюдаем рекомендованные обороты 10000 – 12000 об/мин.
2. Для равномерной поверхности на всех этапах шлифовки и полировки используем перекрестное направление в шлифовании
Шаг 2.
Задача на этом этапе: понижаем шероховатость кругами на липучке, поверхность доводится до состояния близкого к полировке. Сначала в работе абразив ZK (корунд циркония). Используем:

Затем берем круги на липучке с ОА (оксид алюминия) – один из лучших абразивов для доведения поверхности

Рекомендации: 1. Соблюдаем рекомендованные обороты 5000 об/мин.
2. При работе с нержавейкой возможно переступать в зерне через шаг, например: 150 – 220 – 400 – 600 – 800
Используем ОШМ и круги Р1000 для финишной подготовки поверхности:


Начинаем полировку. Поверхность доведена до 1000 зерна, полировку начинаем не с грубой пастой, а с предварительной. Используем:



Финишная полировка. Используем:


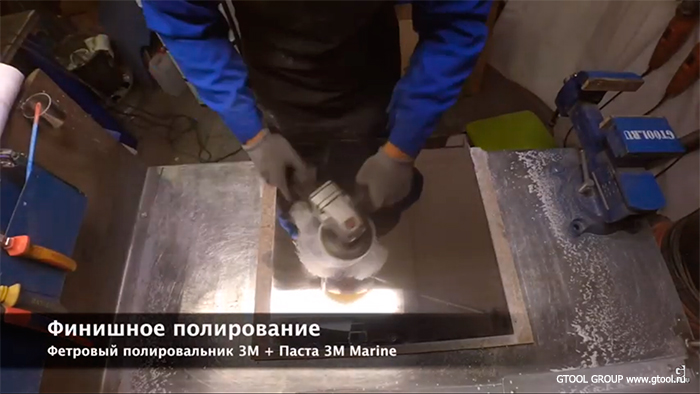
Рекомендуем: 1. Соблюдаем рекомендованные обороты для полировки: 2500 об/мин.
2. Для равномерной поверхности на всех этапах шлифовки и полировки используем перекрестное направление в шлифовании

Рекомендации: Для удаления остатков полировальной пасты с обрабатываемого изделия используем Венскую известь:
В данной статье мы рассмотрели технологию по обработке нержавейки и способ получения зеркального блеска.
Видео, как мы это делали:
Следите за нами во всех социальных сетях:
Как и чем полировать нержавейку
Способы и средства для полировки нержавеющего покрытия
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.

Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
При грубом шлифовании нержавеющей стали зернистость абразива 30-40, чистовая обработка 16 – 25, полирование микропорошками с зернистостью М7 – М14, доведение до состояния зеркала – промышленные готовые составы (полироли).
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.

Способ требует свежеприготовленного электролита, расхода электроэнергии, применения работником средств защиты. Предварительная подготовка наружного слоя (особенно после сварки) обязательна. Зато отражающая способность нержавеющей стали после всех операций такая же, как только что отполированного серебра или никеля.
Способ изготовления элемента из нержавейки влияет на время нахождения в ванне:
- штамповка 4÷6 мин;
- сварка, термообработка 10÷12 мин;
- литье после пескоструйки до получаса.
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Периодичность ухода за внешним видом
Кроме периодического полирования конструктивных лицевых элементов до кондиции блестящего зеркала рачительный хозяин ухаживает за ними постоянно. Восстановление состояния покрытия деталей автомобиля в сервисе проводят раза 2 в год. Чтобы защитить наведенный глянец используют полироли. Выпуск продукции ведется в виде жидких эмульсий и более густых составов, концентратов. Фасовка полиролей для нержавеющей стали самая разная – от туб (75 мл), флаконов, банок до бочек (20-100 л). Это повседневная защита от абразивных воздействий пыли-грязи, корродирующего действия природных факторов. Техника простая: мягкая салфетка, круговые движения, отсутствие пропусков. Наносят полироль равномерно, удаляют излишки. По желанию можно пользоваться электроинструментом с частой вращения до 1500 об/мин. Вращение параллельно обрабатываемой плоскости, чтобы не повредить торцом круга.
Изделие будет блестеть как новое, даже если его восстанавливали сваркой по кусочкам.
Как отполировать нержавейку до зеркала в домашних условиях — методы и советы экспертов

Почти в каждом в доме имеются предметы из нержавеющей стали, которые с годами теряют свою привлекательность и тускнеют под воздействием солнечного света, грязи и других факторов. Данный материал активно применяется как для наружной, так и для внутренней отделки. В данной статье мы попытаемся подробно рассказать о том, как отполировать нержавейку.
- Что собой представляет бытовая нержавеющая сталь?
- Как отполировать нержавейку?
- Вариант №1. Специализированная помощь
- Вариант №2. Полировка в домашних условиях
- Процесс полировки
- Первичная обработка
- Оливковое масло
- Мука
- Мелкая механизация
- Этапы полировки
- Механическая полировка вручную
- Химический метод полировки нержавеющей стали
- Вариант №1
- Вариант №2
- Вариант №3
- Уход за нержавеющей сталью
- Периодичность ухода за изделиями из нержавейки
- Мнение эксперта
1 Что собой представляет бытовая нержавеющая сталь?
Данный материал является сплавом железа с углеродом. В его состав также входят другие специальные элементы, которые могут отличаться в зависимости от качества стали. Чаще всего в нержавейке используется хром, который придает внешнему виду материала блеска.
Изделия из такого материала являются одними из самых прочных и имеют расширенный срок эксплуатации за счет устойчивости к внешним раздражителям. Их особенностью является зеркальная поверхность, которая требует дополнительного ухода.
Содержание хрома в металле обеспечивает появление оксидной пленки, защищающей материал от коррозии. Влажный воздух и многие другие факторы со временем влияют на состояние сплава, из-за чего на нем появляется налет.
Если вы заметили признаки коррозии, необходимо сразу же принять меры в виде полировки металла.
В случае если на поверхности изделий появляются царапины, их также нужно ликвидировать, так как через щели в структуру изделия попадает влага, что приведет к коррозии.
к меню ↑
2 Как отполировать нержавейку?
Имеются два варианта действий, которые дадут возможность отполировать изделия из нержавейки.
к меню ↑
2.1 Вариант №1. Специализированная помощь
Сейчас существует масса компаний, которые оказывают помощь при возникновении проблем с коррозией нержавейки. Если у вас нет достаточного количества времени для того, чтобы избавиться от пятен на изделии самостоятельно, можно обратиться к специалистам.
к меню ↑
2.2 Вариант №2. Полировка в домашних условиях
Дома также можно провести все необходимые манипуляции для положительного эффекта и восстановления внешнего вида изделия. Для этого также существуют несколько способов. Далее мы рассмотрим, как можно отполировать нержавейку дома.
к меню ↑
3 Процесс полировки
Для полировки нержавейки в домашних условиях, придется потратить достаточно большое количество времени и усилий. В случае успеха они будут полностью оправданы, а вы сможете вернуть былой блеск изделиям.
к меню ↑
3.1 Первичная обработка
Перед началом работы нужно обязательно тщательно очистить изделие, так как на нем могут быть жир и другие вещества, закупоривающие щели в металле. Для этого можно применить простой гель для мытья посуды:
- Моющее средство нужно предварительно развести с водой для получения мыльного раствора.
- Поверхность металлического изделия протрите, не оставляя до полного высыхания.
- Примените раствор для продолжения протирания.
- Мыльный участок смойте проточной водой.
- Изделие нужно высушить естественным путем для того, чтобы на нем не появились разводы.
Отполировать изделия в домашних условиях помогут некоторые продукты питания, жидкости с химическими веществами и даже инструменты для хозяйства. При их помощи вы сможете полировать нержавейке до зеркала.
к меню ↑
3.2 Оливковое масло
Данный способ подойдет для использования на изделиях, потерявших яркость. Вам потребуются оливковое масло и мягкая тряпка.
- Масло нужно нанести на чистую ткань.
- После этого размажьте масло по поверхности движениями по кругу, равномерно распределяя его.
- Промасленную ткань нужно плотно прижать и повторить предыдущую процедуру несколько раз.
Полировать таким методом нужно до тех пор, пока вы не почувствуете изменения в структуре изделия.
Будьте внимательны, так как поверхность может потускнеть от масла. Его излишки нужно убрать сразу же по завершению вышеописанной операции. Круговыми движениями при помощи сухой тряпки можно легко смыть остатки масла.
к меню ↑
3.3 Мука
Отполировать нержавейку посредством муки можно только с условием, что работа будет производиться на плоских поверхностях. В частности, его можно испробовать на кастрюлях и раковинах.
- Изделие нужно посыпать мукой, покрыв всю поверхность.
- Муку распределите равномерно по металлу.
- Отполируйте нержавейку движениями по кругу при помощи сухой ткани.
- По завершению процесса нужно удалить всю муку с поверхности, используя зубную щетку.
4 Мелкая механизация
Отполировать нержавейку до зеркала можно не только в специальных компаниях или на заводе, но и дома. Для этого будет достаточно малой механизации.
Данный метод подойдет для того, чтобы придать изделиям привлекательный и презентабельный внешний вид после удаления изъянов.
Для полировки нержавейки придется использовать следующее:
- «болгарка», или угловая шлифовальная машина;
- фетровые или войлочные круги;
- камень или наждачная бумага;
- полирующее средство;
- круги для шлифовки с различной зернистостью.
4.1 Этапы полировки
Полировка изделий проходит в несколько этапов. Изначально нужно удалить весь лишний металл на швах. Для этого отлично подойдет угловая шлифовальная машина. Для нее придется приобрести круг на фибровой основе. Его зернистость не должна превышать P60.
Если поверхность необходимого изделия гладкая, данный промежуточный этап можно игнорировать.
Далее нужно прошлифовать металл с другим кругом, зернистость которого составляет Р120. Это позволит избавиться от полос, появившихся после работы с другим зерном.
Размер абразива нужно каждый раз уменьшать, что даст возможность делать поверхность более гладкой.
Если у вас нет нужного круга, его можно легко сделать самостоятельно. Для этого вам понадобятся войлочный или фетровый круг, на который нужно нанести столярный клей. Также можно просто потереть друг об друга наждачную бумагу и камень.
После проведения работ нужно удалить все следу шлифовки.
Возьмите средство для полировки и нанесите его на поверхность.

Далее вам нужно провести шлифовку материала или изделия уже с использованием пасты. Убирать риски нужно последовательно. Если со временем поверхность не становится более гладкой, обороты «болгарки» можно постепенно увеличить. Не стоит злоупотреблять скоростью, так как это может привести к перегреву металла и появлению на нем пятен.
к меню ↑
4.2 Механическая полировка вручную
Из-за наличия на большей части изделий различных неровностей часто приходится полировать их вручную. Вам придется запастись терпением, так как полировка нержавейки до зеркала описанным ниже методом может занять большое количество времени. В процессе работы вам понадобятся:
- абразивная паста;
- мягкий войлок.
- На войлок нужно нанести пасту.
- Полируйте изделие до блеска, тщательно обрабатывая наиболее проблемные места.
Для того чтобы защитить себя от негативного воздействия веществ, которые входят в состав пасты, применяйте маску для лица и перчатки.
к меню ↑
5 Химический метод полировки нержавеющей стали
Данный метод отлично подойдет для работы с небольшими деталями, которые сложно отполировать вручную. Способ не требует усилий и физического труда. Существует несколько методов приготовления химической жидкости для полировки изделий в домашних условиях.
к меню ↑
5.1 Вариант №1
Раствор нужно приготовить с максимально точной дозировкой:
- Серная кислота – 230 миллилитров.
- Соляная кислота – 70 миллилитров.
- Азотная кислота – 40 миллилитров.
В 1 литр раствора нужно добавить 6 граммов черного красителя на кислотной основе, 6 граммов хлористого натрия, 10 граммов столярного клея.
Важно придерживаться температуры жидкости от 65 до 70 градусов.
Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения.
к меню ↑
5.2 Вариант №2
Данный раствор также нужно приготовить с соблюдением пропорций в общему объему:
- Метилоранж – 1,5 процента.
- Азотная кислота – 4-5 процента.
- Соляная кислота – 3-4 процента.
- Ортофосфорная кислота – 20-30 процентов.
Деталь в растворе нужно продержать до 10 минут в зависимости от степени загрязнения при температуре от 18 до 25 градусов.
к меню ↑
5.3 Вариант №3
Раствор делается по рецепту на один литр объема готовой жидкости:
- Соляная кислота – 660 граммов.
- Серная кислота – 230 граммов.
- Кислотный оранжевый краситель – 25 граммов.
Раствор нужно довести до температуры в 70-75 градусов и держать в нем изделия из нержавейки примерно 3 минуты.
Все вышеперечисленные компоненты вступают в агрессивную реакцию при попадании на тело человека. Обеспечьте полную защиту органов дыхания, лица, рук и глаз.
- Деталь, которая была предварительно очищена от загрязнения, нужно погрузить в раствор, состоящий из реагентов и чистой дистиллированной воды.
- Раствор нужно постоянно перемешивать, что обеспечит полную химическую реакцию.
- По истечению указанного в каждом варианте времени изделие необходимо достать и смыть с него все реактива. После этого рекомендуется протереть предмет полиролем, нанесенным на салфетку.
- Под воздействием реактивов, которые останутся в порах на поверхности, шероховатости на нержавейке полностью исчезнут.
Перед началом работы нужно узнать марку металла, так как от нее может зависеть его состав. Согласно ей стоит подбирать реактивы и определять их концентрацию в растворе.
к меню ↑
6 Уход за нержавеющей сталью
Сталь после полировки смотрится красиво и эффектно. Для того чтобы она сохранила визуальные качества, за ней надо постоянно следить, так как в будущем на ней могут снова появиться потертости и пятна.

Для предотвращения появления изъянов на изделиях чаще всего используют полироли. Вещества такого типа лучше использовать сразу после полировки нержавеющей стали. Кроме того, применять их рекомендуется с определенной периодичностью. Это даст возможность сохранить глянцевую поверхность на длительный срок.
Средство нужно нанести на салфетку и распределить по поверхности. Важно делать все движения по кругу, чтобы избежать появления разводов.
Излишки средства стоит обязательно удалить, так как от них могут остаться пятна.
Если вы решили использовать специальный инструмент, не стоит задавать на нем частоту вращения более 1500 оборотов в минуту, так как это может повредить изделие.
к меню ↑
6.1 Периодичность ухода за изделиями из нержавейки
- В случае если вы собираетесь приобрести на свой автомобиль хромированные детали, полировать их стоит не чаще 2 раз в год. Если делать это постоянно, покрытие просто износится, и на предметах быстрее начнут проявляться следы коррозии.
- Использовать приборы механического воздействия на нержавеющую сталь часто не рекомендуется, так как на деталях могут появляться микротрещины. Именно в них чаще всего попадает жидкость.
- Использовать химические вещества для очистки и полировки нержавеющей стали в домашних условиях рекомендуется не чаще 1 раза в год. Пары от реактивов негативно сказываются на состоянии здоровья человека даже в том случае, если он придерживается норм безопасности.
- Паста ГОИ («Парижская зелень») имеет относительно невысокую эффективность, ввиду чего применять ее рекомендуется только в случае отсутствия других веществ или растворов. Она оказывает негативное воздействие на организм, ввиду чего важно использовать защитную маску для лица и перчатки.
к меню ↑
7 Мнение эксперта
«Лучше всего сразу взять шкурку поменьше и работать с ней долго. Это позволит избавиться от появления больших царапин на поверхности и сохранить структуру металла. На дрель можно намотать шерстяную нитку, что станет аналогом «болгарки». Также ее можно намазать пастой, что усилит эффект и ускорит процесс», — пишет пользователь интернета Владимир.





