Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
 Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Кстати, в необходимых случаях сложно обойтись и без металлорукавов под приварку, и как раз тут можно посмотреть каталог металлорукавов высокого давления: http://www.uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.
Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
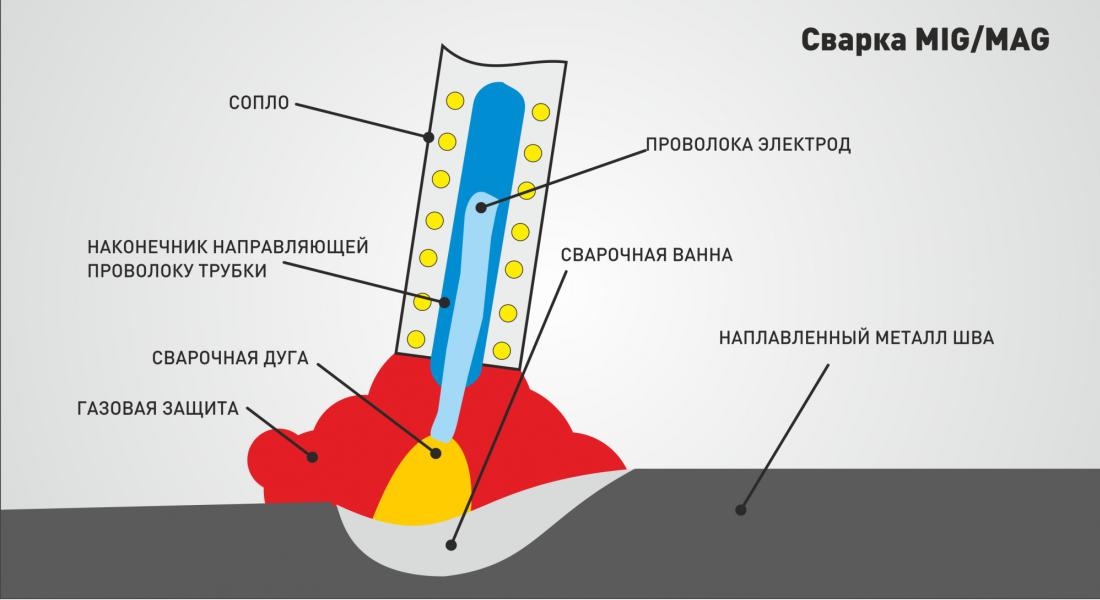
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
 Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Устройство и виды полуавтоматов, критерии при покупке
Сварочные полуавтоматы MIG/MAG для сварки проволокой в среде активного или инертного газа. Виды полуавтоматической сварки и их особенности. Как работает аппарат в углекислотной среде и как выбрать достойное оборудование.

Сварочный полуавтомат избавляет сварщика от ручной подачи электрода и процедуры его замены в держателе. В этом виде оборудования в качестве электрода используется специальная проволока, автоматически поступающая в зону сварки. Специалист должен только установить нужную подачу, а затем, удерживая необходимое расстояние до поверхности металла, осуществлять продольное движение вдоль свариваемого стыка.
Полуавтоматическая сварка не требует очень высокой квалификации, а расходные материалы для нее унифицированы и доступны по цене. По этой причине такие аппараты массово используются как в промышленном производстве, так и на небольших ремонтных и сервисных предприятиях. Популярны они также у индивидуальных предпринимателей и домашних мастеров, т. к. приобрести подобный полуавтомат для дома, дачи или гаража не составляет никакого труда. Для этого всего лишь нужно разобраться в основах этого вида сварки, определиться в своих технологических потребностях и финансовых возможностях, а затем сделать выбор подходящей модели.
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.

Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Только инверторы могут формировать переменный ток с балансом полярности, который необходим при сварке сплавов алюминия и магния.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка

По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Контактный наконечник — это сменный элемент, который должен точно соответствовать диаметру проходящей через него проволоки. Также сменным компонентом является сопло, которые выбирается в зависимости от размера наконечника и режима сварки.
Подача проволоки

Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Принцип действия полуавтомата
На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.

Сопло служит для формирования облака защитного газа необходимой формы и плотности, который поступает в него через рассеиватель, расположенный в месте крепления контактного наконечника.
Виды сварочных полуавтоматов
Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.

Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.
Главные отличия сварочных полуавтоматов от других аппаратов
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.

Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
- отсутствием необходимости прокалки или просушки электродов;
- возможностью создания длинных непрерывных швов;
- автоматическим регулированием скорости подачи проволоки в зависимости от параметров дуги;
- неизменяющимся расстоянием между электродом и поверхностью металла;
- чистотой сварочного процесса;
- высоким физико-химическим качеством сварочного шва.
Использование в сварочных полуавтоматах в качестве источника тока инверторов значительно увеличивает их производительность и технологические возможности. При этом в простых аппаратах для неответственных работ до сих пор находят применение и выпрямители, которые отличаются от инверторов более низкой стоимостью, худшим качеством тока, а также массой и габаритами.
Основные режимы полуавтоматической сварки

В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока.
Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
Разница сварки с газом и без него
Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра. Кроме того, она обеспечивает минимальное разбрызгивание металла, пригодна для сварки загрязненных поверхностей и имеет более высокую производительность наплавки.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | – | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | – |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
При выборе конкретной модели недостаточно только анализа ее характеристик, т. к. большое значение имеют также репутация производителя, близкое расположение гарантийных и сервисных центров и доступность расходных и ремонтных материалов. Хорошим источником информации о самых популярных моделях являются обзоры сварочных полуавтоматов и отзывы пользователей на профильных форумах.
Лучшие дешевые полуавтоматы

Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Лучшие дорогие полуавтоматы
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
Все перечисленные полуавтоматы способны работать в ручном режиме, а Bluweld Starmig 200 дополнительно имеет функцию аргонодуговой сварки.
В статье не затронут вопрос устройства и принципа работы многофункциональных полуавтоматов «три в одном» с возможностью выполнения аргонодуговой (TIG) сварки. В открытых источниках об этом почти ничего не пишут, поэтому не вполне понятно, насколько работоспособно и практично такое совмещение. Если у вас есть информация по этому вопросу, поделитесь ей в комментариях к этой статье.
Как выбрать и использовать полуавтоматический сварочный аппарат?
Время чтения: 10 минут
Многофункциональный сварочный аппарат — мечта многих домашних сварщиков. Чтобы можно было и газовый баллон подключить, и электродами варить и чтобы при этом качество швов было достойным. Не все домашние умельцы знают о существовании полуавтоматов, которые при грамотном выборе смогут стать тем самым многофункциональным помощником в быту.

В этой статье мы подробно расскажем, что такое полуавтомат, какие бывают полуавтоматические сварочные аппараты и как правильно выбрать их для своих нужд. После прочтения у вас не возникнет вопрос: «Какой сварочный полуавтомат выбрать для ремонта автомобиля, для дома и дачи ?».
Общая информация о полуавтомате
Полуавтоматический сварочный аппарат — это одна из самых популярных разновидностей сварочного оборудования. При сварке полуавтоматом используется не штучный электрод с покрытием, а присадочная проволока. Она подается в зону сварки в полуавтоматическом режиме с помощью специального приспособления. Отсюда и название — полуавтомат. Режим считается полуавтоматическим, поскольку сварщик сам задает скорость подачи проволоки, а остальные процессы производит подающий механизм.

Справедливости ради, полуавтомат можно использовать и без подающего механизма. Вместо этого можно подавать проволоку вручную в зону сварки. В таком случае полуавтомат останется полуавтоматом, поменяется лишь способ подачи присадочного материала. Однако, мало кто подает проволоку руками, поскольку это не очень удобно и сводит на нет многие преимущества полуавтомата, за которые его и приобретают.
Типы полуавтоматов
Существует разные типы полуавтоматов, предназначенных для выполнения различных сварочных работ. Разделяют три основных типа полуавтоматической сварки:
- Полуавтоматическая сварка с применением проволоки и флюса.
- Cварка с применением проволоки и газа.
- Полуавтоматическая сварка с применением порошковой проволоки.
Также существуют полуавтоматы, способные выполнять не только полуавтоматическую сварку, но и классическую ручную дуговую сварку покрытым электродом. Такие аппараты наиболее универсальны и многофункциональны.
Добавим пару слов о сварке порошковой проволокой, поскольку немногие знают, что это за технология. Порошковая проволока представляет собой полую трубочку, внутри которой находится флюс. При плавлении проволоки флюс высвобождается и начинает играть защитную функцию, препятствуя окислению металла.
Мы не рекомендуем использовать эту сварку на постоянной основе. Порошковая проволока стоит существенно дороже баллона с газом, сыпучего флюса и присадочной проволоки, и к тому же не обеспечивает достойного качества швов. Применение порошковой проволоки целесообразно только при сварке в очень труднодоступных местах, куда не удастся транспортировать газовый баллон.
Достоинства и недостатки полуавтомата
У полуавтомата, как и любого другого типа сварочного оборудования, есть свои плюсы и минусы. Давайте рассмотрим их подробнее.
Основное достоинство полуавтомата — хорошее качество сварных швов даже у новичка. Дуга поджигается без проблем, ее легко вести и поддерживать стабильное горение. Швы формируются без особых усилий, получаются ровными и аккуратными.

Еще один плюс — высокая производительность труда. Полуавтоматическая сварка хоть и несколько сложнее ручной дуговой сварки электродом, но при этом остается достаточно производительной. По этой причине ее активно используют не только домашние мастера, но и профессионалы на производстве или в ремонтной мастерской.
Также полуавтомат можно использовать для сварки металлов, вызывающих некоторые трудности во время работ. Например, алюминия. Как известно, на поверхности этого металла есть тугоплавкая окисная пленка, которая существенно усложняет сварку. Применение полуавтомата упрощает работу с алюминием. Также вы сможете варить очень тонкие детали, не боясь их прожечь.
Полуавтоматы — очень технологичные устройства, поэтому производители снабжают их большим количеством настроек. Это существенно увеличивает возможности сварщика. Но, несмотря на свою технологичность, полуавтоматы все еще просты в применении. Не нужно обладать особой квалификацией, чтобы применять полуавтомат в работе.
Теперь о недостатках. Мы нашли всего два минуса. Первый — необходимость покупки дополнительных комплектующих и расходных материалов, что может оказаться вам не по карману. Присадочная проволока, газовые баллоны, шланги, горелки и прочие мелочи придется покупать постоянно. Подумайте, сможете ли вы обеспечить все необходимое ля выполнения работ.

Второй минус — это трудности с транспортировкой. Сами полуавтоматы весят не очень много, при необходимости их можно перенести в нужное место. А вот все сопутствующие комплектующие только добавляют проблем. Особенно, если вы варите с применением газа. По этой причине большинство полуавтоматов установлены на специальную тележку, чтобы на нее можно было дополнительно поставить баллон, повесить сварочные кабели и прочие комплектующие.
Как использовать полуавтомат
Применение полуавтомата напрямую зависит от выбранной вами технологии сварки. Если вы варите в среде газа, то применение будет одним. А если варите порошковой проволокой, то совсем других. Здесь мы расскажем об основных нюансах применения, которые присущи всем полуавтоматам.
Чтобы добиться качественных швов, полуавтомат сварочный необходимо правильно настроить или выбрать режим сварки. Начните с выбора силы сварочного тока. Ее следует подбирать исходя из параметров свариваемой детали. Многие производители в инструкции к полуавтомату указывают специальную таблицу соотношения толщины металла и силы тока. Воспользуйтесь ею, если вы новичок.
Также учитывайте, что полуавтоматы не способны сформировать качественное соединение при крайне низком значении силы тока. Если вы боитесь прожогов, то можете установить минимальную силу тока и начать сварку, постепенно поворачивая регулятор и повышая значение до необходимого уровня. Не забывайте о напряжении, его также необходимо настроить.
Теперь про проволочные присадочные материалы. Катушку с проволокой необходимо поместить в подающий блок полуавтомата. Если ваш полуавтомат не снабжен этим блоком, вы можете приобрести его отдельно и подключить к аппарату. К полуавтомату прилагаются сменные шестерни, с помощью которых регулируется скорость подачи проволоки. Подбирая скорость, учитывайте свои навыки сварки. Если вы только-только изучили азы сварки, то не выставляйте слишком быструю скорость подачи, иначе не сможете сформировать шов.
Дальнейшие действия зависят от выбранной вами технологии сварки и должны рассматриваться по отдельности. В рамках этой статьи мы не сможем раскрыть все нюансы каждого типа сварки с применением полуавтомата. Поэтому рекомендуем ознакомиться с остальными статьями на нашем сайте.
Всегда проверяйте правильность выбранного вами режима сварки на ненужной детали или заготовке. Так вы сможете избежать множества ошибок и подкорректировать некоторые настройки при необходимости.
Как выбрать полуавтомат
Как выбрать сварочный полуавтомат, чтобы не переплатить и при этом получить достаточный функционал? Прежде всего, обратите внимание на класс полуавтомата. Он может быть бытовым, полупрофессиональным и профессиональным. Зачастую производитель сам определяет ту или иную модель к одному классу, указывая то на упаковке или в документации. В крайнем случае, вы можете спросить у продавца, к какому классу относится приглянувшийся вам аппарат.
Также вы можете самостоятельно определить, к какому сегменту стоит отнести ваш аппарат полуавтомат. Обратите внимание на силу сварочного тока. Бытовой сварочный аппарат редко способен выдать более 200 Ампер. Полупрофессиональные модели рассчитаны на силу тока до 300 Ампер. А профессиональный полуавтомат обеспечит силу тока от 300 Ампер и выше.

Как определить, какой класс вам подходит? Подумайте, какие работы вы собираетесь выполнять. Если это несложные ремонт или самоделки на даче, то бытового полуавтомата вам хватит с головой. Полупрофессиональные модели понадобятся тем, кто регулярно выполняет работы средней сложности. Например, ремонтирует кузова автомобилей. А профессиональный полуавтомат предназначен для ежедневного продолжительного труда в самых непростых условиях.
Также выбор сварочного полуавтомата стоит производить исходя из своих финансовых возможностей. Не стоит покупать самый бюджетный полуавтомат, поскольку он вряд ли принесет вам удовлетворение в работе. Если вы хотите купить качественный аппарат, но не готовы платить много, то присмотритесь к б/у моделям. Их активно продают на досках объявлений в интернете.
Если для вас важна гарантия и возможность бесплатного ремонта у специалиста, то однозначно приобретайте новый аппарат от известного производителя.
Полуавтомат для дома
Ниже мы расскажем вам о трех хороших моделях полуавтоматов для дома. Они все стоят в пределах 300$ и подойдут для бытовой сварки или для обучения.
Elitech ИС 220П
Цена: ≈21 000 рублей
Elitech ИС 220П — хороший сварочный полуавтомат для дома и дачи. Он отлично работает даже при очень нестабильном напряжении или при его просадке до 160В, что крайне удобно. Вдобавок к этому, аппарат потребляет не очень много электроэнергии, так что вам не придется беспокоиться о счетах за электричество.
Максимально доступная сила сварочного тока — 180 Ампер. Параметр включения составляет до 80%, так что ваш рабочий цикл будет длиться долго. Аппарат оснащен продуманной системой охлаждения и не будет перегреваться при нормальном режиме работ. Производитель продумал расположение всех регуляторов и их размер, так что настраивать аппарат очень удобно в любом положении.

Elitech —китайский производитель. Но это не значит, что продукция некачественная. Проверьте сами: прочтите десятки отзывов на различных форумах о сварочных аппаратах Elitech. Они в массе своей положительные и подкреплены не только похвалой, а еще и практическим опытом.
Поэтому не беспокойтесь о стране происхождения этого аппарата. На самом деле, большинство именитых брендов (в том числе отечественных) производят свои аппараты в Китае, выдавая их за европейский продукт. Elitech хотя бы не скрывают своего истинного происхождения. Модель Elitech ИС 220П — это недорогой сварочный полуавтомат, который понравится как новичку, так и практикующему.
Ресанта САИПА-200
Цена: ≈24 000 рублей
Ресанта САИПА-200 — универсальный помощник для домашнего мастера. Это один самых часто продаваемых полуавтоматов в России из класса бытовых. Максимальная сила тока — 200 Ампер, а параметр включения составляет до 70%.

Это не самый бюджетный полуавтомат для сварки и мы считаем его цену несколько завышенной. Но покупая полуавтомат от Ресанты, вы получаете гарантию от производителя. В случае возникновения проблем можно обратиться в официальный сервисный центр, где сертифицированные специалисты продиагностируют и починят ваш полуавтомат. Сервисных центров очень много по всей стране, так что необязательно жить в Москве, чтобы пользоваться всеми привилегиями гарантии.
Отдельно обратив ваше внимание на некоторые проблемы со сборкой и надежностью, которые возникают в последние годы со всей продукцией Ресанта. Не каждый их сварочный аппарат обязательно собран плохо, но негативных отзывов много. Обязательно осмотрите полуавтомат перед покупкой, убедитесь, что он не контрафактный. Приобретайте продукцию только у официальных дилеров, которые могут предоставить сертификаты качества.
Foxweld Invermig 160 Combi
Цена: ≈25 000 рублей
Последний сварочный полуавтомат для дома в нашем списке. У бренда Foxweld в принципе много неплохих полуавтоматов по доступной цене. Мы выбрали эту модель, поскольку она самая оптимальная по соотношению цены и качества, если вам нужен аппарат для дачи или гаража.

Максимальная сила тока составляет 160А, а параметр включения не превышает 60%. Это довольно скромные показатели относительно других полуавтоматов в этом списке, но для нечастых дачных работ этого достаточно.
Foxweld Invermig 160 Combi — тоже не самый бюджетный сварочный полуавтомат. Но он снабжен очень удобным блоком управления. При этом данный инвертор очень экономичен, потребляет мало энергии, что важно загородом. Он без проблем работает при нестабильном напряжении и обеспечивает достойное качество шва. Сборка тоже неплохая.
Вместо заключения
Ассортимент сварочных полуавтоматов широк, поэтому порой непросто подобрать модель под себя. Не стоит искать самый лучший сварочный полуавтомат или просто покупать самый дешевый вариант. Оба этих подхода не верны. К тому же, лучшие сварочные полуавтоматы стоят крайне дорого, и покупка такого агрегата будет нецелесообразна для сварки дома.
Ориентируйтесь на свои задачи и возможности. Описанные нами выше модели хорошо подойдут и для ремонта в гараже, и для сварки забора, и для самоделок. Если вам нужно больше возможностей, то придется доплатить и взять аппарат помощнее. А что вы думаете по этому поводу? Делитесь своим опытом в комментариях. Желаем удачи в работе!
Полуавтоматическая сварка и ее виды. Особенности подготовки к работе.


Для ремонта кузовов автомобилей часто применяется сварка с использованием полуавтомата(метод сварки MIG/MAG). Стоит отметить, что полуавтоматическая сварка является безопасным и лёгким в использовании процессом, обеспечивающим надёжное соединение деталей. При этом коробление практически не наблюдается.
- 1. Полуавтоматическая сварка — это
- 2. Принцип работы полуавтомата
- 3. Правила работы с полуавтоматом
- 4. Сварка полуавтоматом без применения газа
- 5. Сварочный полуавтомат для газовой среды
- 6. Как выбрать сварочный аппарат
- 7. Подготовка сварочного аппарата к работе
Полуавтоматическая сварка — это
Разновидность дуговой сварки, во время которой процесс приварки происходит за счет одновременной автоматической подачи электродной проволоки с воздействием на нее защитным газом.
Защитный газ используемый при сварке полностью защищает нагретые и расплавленные основные и электродные материалы от воздействия воздуха, который как замедляет процесс варки, так и полностью может ее остановить.
Далее мы рассмотрим основные принципы работы с полуавтоматом, выбор и подготовку данного вида инструмента.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.

Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»

Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
- Выбор начинается с выяснения задач, для которых приобретается аппарат
- При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
- Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
- В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.

Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание “синергетическое управление”.
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Технологии сварки неповоротных стыков труб

Тщательное выполнение подготовительных работ, которое обычно может занимать значительную часть рабочего времени — наиважнейший элемент любого вида трудовой деятельности. Сварка неповоротных стыков труб не является исключением.
Для начала необходимо очистить соединяемые элементы от краски, ржавчины и т.д. Это происходит путем механической обработки. Резка заготовительного элемента может выполняться как электроинструментом, так и термическим способом. Заготовки должны быть объединены друг с другом. В целях фиксации элементов накладываются прихватки, которые выглядят как легкие сварочные швы. Их параметры базируются на величине соединяемых труб.
Сварочная технология требует обязательно заземлить все металлические части сварочного устройства. Каркас трансформатора, стол также подлежат заземлению. Покрытие проводов и кабелей сварочного аппарата должно быть изоляционным.
Существует три направления, определяющих базисные технологии соединения металлических частей путем заливки промежутков между ними расплавленным металлом:
- Горизонтальная;
- Вертикальная;
- Под 45-градусным углом.
 Угол наклона электрода при сварке. А — угол при вертикальной сварке; Б — угол при горизонтальной сварке
Угол наклона электрода при сварке. А — угол при вертикальной сварке; Б — угол при горизонтальной сварке
Выбор конкретной технологии зависит от следующих факторов:
- размещения труб;
- угла наклона при сварочном процессе;
- толщины слоя стенки трубопровода.
Если толщина стенки трубы достигает 12 мм, соединение металлических частей осуществляется трёхслойным швом. Каждая прослойка не должна быть более 4-х мм в высоту, а ширина валика не должна выходить за пределы 2-х-З-х диаметров сварочного электрода.
Сварка поворотных стыков труб в отличие от неповоротных более проста в осуществлении. Она позволяет повернуть трубу в нужном направлении, когда это необходимо. Это помогает не допустить создания сложных швов (потолочных и вертикальных).
 Сварные стыки труб: а – поворотный, б – неповоротный
Сварные стыки труб: а – поворотный, б – неповоротный
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.
 Таблица соотношения сварочных токов в зависимости от различных показателей
Таблица соотношения сварочных токов в зависимости от различных показателей
Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.

Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Методика работы с вертикальными стыками трубопровода без поворота
Процесс электросварки с вертикальными стыками аналогичен процессу работы с горизонтальными элементами. Осуществлять его нужно короткой дуговой сваркой. Главное различие состоит в необходимости регулярно изменять угол наклона электрода, одновременно рассматривая его относительно периметра шва.
Технологический процесс проведения такого вида сварки определяется следующими основными блоками:
- «Варить» корневой шов нужно в два прохода. В процессе налаживания второго валика прослойку № 1 необходимо проплавлять — этим обеспечивается гарантия качества корневого шва. Величина стенки трубы и величина зазора между соединяемыми составными частями напрямую влияет не только на темп выполнения процесса, но и на величину силы тока.
- Кромки необходимо заполнять на довольно высокой скорости, одновременно положение электрода используется под «углом назад» или под углом 90 градусов.
- Замки смежных слоев осуществляются с учетом сдвига на 5-10 мм. Длина «замка» напрямую зависит от диаметра трубопровода.
- Плоскость получаемой поверхности с большего зависит от темпа сварки, наплавление лицевого слоя осуществляется узкими валиками.
 Последовательность наложения швов при неповоротной сварке
Последовательность наложения швов при неповоротной сварке
Осуществление сварки трубопровода под 45-градусным углом
При выполнении такого вида сварки сварной шов располагается под определенным углом. Он образуется только при проведении существенного количества действий с электродом: изменение направления сварки; изменение угла наклона. В этом состоит основная особенность данного вида сварки, что, в свою очередь, требует от исполнителя определенного уровня профессионализма и универсальных навыков. Это требование в особенности касается трубопроводов с высокими требованиями к герметичности сварных элементов.
Важно запомнить, что выбор технологии сварки трубопровода под углом 45 градусов напрямую зависит от диаметра свариваемых труб:
- «Варить» газовые трубы до 200 мм диаметром нужно несколькими слоями подряд. С этой целью в процессе работы трубу плавно проворачивают по мере заполнения сварочного шва.
- При работе с другими видами труб до средних размеров в диаметре, их окружность делят на 4 сегмента и производят их последовательную проварку. После наплавления металла первых двух сегментов, трубопровод поворачивают на пол оборота, после чего работы продолжаются.
- Окружность трубы следует разделить на большее количество сегментов, если работы ведутся с трубой значительного размера (от 50 см). Размер сегментов должен быть от 150 до 300 мм.





