Сварка оптоволокна
Спросите у любого связиста — какой самый главный, самый ответственный и тонкий технологический процесс в строительстве волоконно-оптических линий связи? Можно не сомневаться, что ответ — сварка оптического волокна. Можно разработать грамотный проект, удачно выбрать оптический кабель и правильно проложить его, но именно от качества сварных соединений волокон этого кабеля зависит, будет ли соответствовать построенная ВОЛС заданным требованиям и заработает ли она вообще.
В настоящее время эта задача максимально упростилась, если сравнить её, например, с ситуацией двадцатилетней давности. Появилась новая аппаратура, позволяющая сваривать волокна в автоматическом режиме, делать это удивительно быстро и безошибочно. Разработаны новые марки оптических волокон, доведены до совершенства технологии их производства, повысилась точность изготовления — всё это устранило многие проблемы, возникающие при сварке. Вспомогательное оборудование, инструменты в настоящее время тоже стали точнее и даже «умнее». И, казалось бы, процесс упростился, можно взять сварочный аппарат, заглянуть в инструкцию — и профессия монтажника-спайщика освоена. Упростился настолько, что в последнее время в интернете очень часто можно встретить видеоролики снятые энтузиастами-любителями и рассказывающие, как научиться сваривать оптоволоконный кабель за 15 минут. Безусловно, энтузиазм — это хорошо, да и выглядят эти видео зрелищно, но к настоящей работе по сварке оптики это почти не имеет отношения.
Исправим эту ситуацию — подробно рассказываем что, чем, как и где нужно сваривать. И как НЕ надо сваривать тоже.
Сварка ВОЛС: типы волокон и особенности их сварки
В зависимости от своей архитектуры, от применяемой технологии передачи данных современные ВОЛС могут быть построены с применением различных типов ОВ. Самые распространённые из них:
- cтандартное одномодовое ОВ (SM, rec.G.652);
- изгибостойкое ОВ (BIF, rec.G.657);
- ОВ с нулевой смещенной дисперсией (DSF, rec.G.653);
- ОВ с ненулевой смещенной дисперсией (NZDSF, rec.G.655);
- многомодовое ОВ (MM, rec.G.651.1).
Все эти типы имеют различные свойства, относящиеся к способности передавать оптический сигнал. Например, задача SM-волокна — обеспечить передачу сигнала с потерями, не превышающими 0.22 дБ/км, а NZDSF-волокна — передача с минимальной дисперсией вблизи длины волны 1550 нм. Но, с точки зрения пригодности этих волокон к сварке, эти свойства нас не интересуют. Определяющей характеристикой является их конструкция, а именно — различная конфигурация профиля показателя преломления (ППП) сердцевины. Не уточняя, какими могут быть эти различия, визуально сравним, как выглядит ППП SM-волокна (рис. 1, слева) и NZDSF-волокна (рис.1, справа).
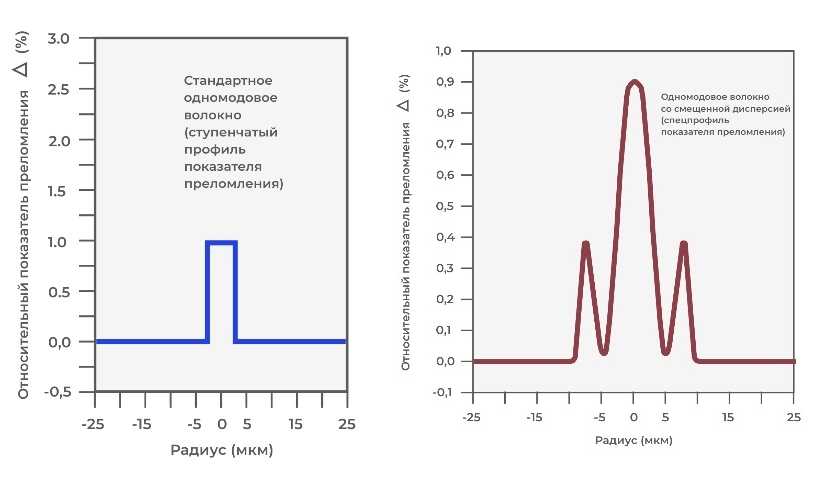
Рис. 1. диаграмма ППП SMF (слева); диаграмма ППП NZDSF (справа)
Наглядно показано, что структура сердцевин имеет существенное различие. Обусловлено оно разным распределением легирующих добавок. Теперь представим, что надо сварить ОВ двух этих типов друг с другом. Что будет происходить в месте их сплавления, как будет выглядеть структура сердцевины? Думаем, на этот вопрос точно никто ответить не сможет. Но это и не нужно — задача заключается в прочном соединении оптических волокон и минимуме потерь на нём. Современные аппараты без проблем справляются с этой задачей, несмотря на то, что на экране сварочного аппарата такие разнородные соединения смотрятся, мягко говоря, подозрительно.
В качестве примера приведем результаты спайки волокон фирмы Corning® — SMF-28 Ultra и SMF-28 ULL. И хотя обе эти марки соответствуют стандарту G.652, они существенно отличаются по составу легирующих добавок и по форме ППП сердцевины. В первом из них ППП близок к ступенчатой форме, во втором эта форма носит более сложный характер, что обеспечивает рекордно низкие погонные потери ОВ (менее 0,17 дБ/км). На следующих иллюстрациях продемонстрированы три комбинации их сварных соединений между собой.

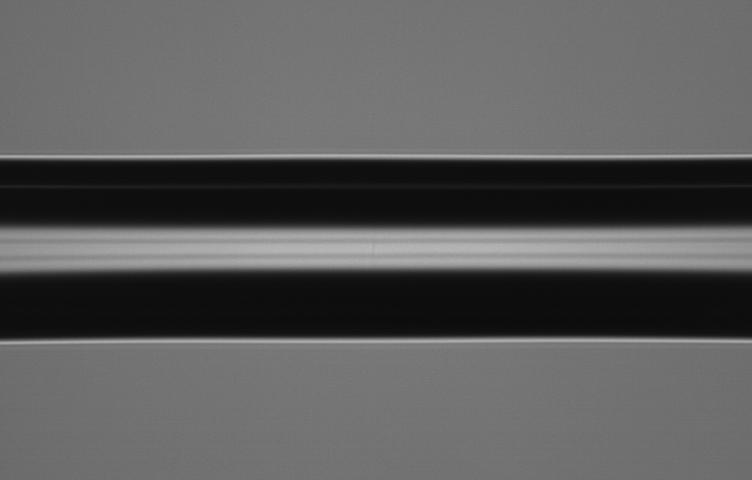
Рис. 2. Corning® SMF-28 Ultra + Corning® SMF-28 Ultra

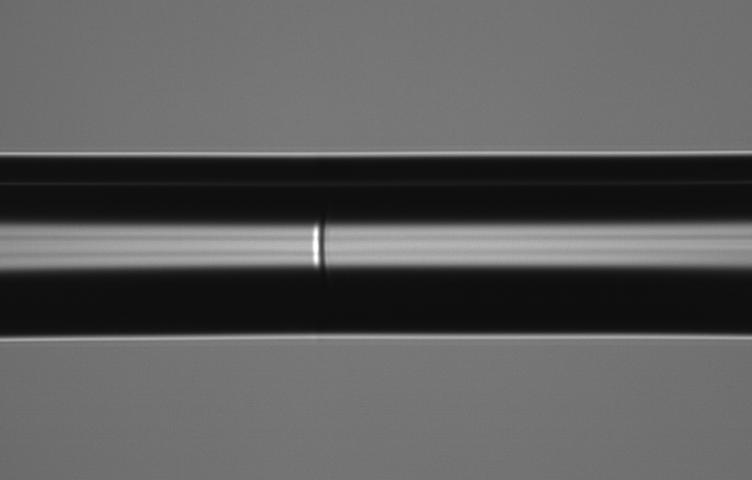
Рис. 3. Corning® SMF-28 ULL + Corning® SMF-28 ULL

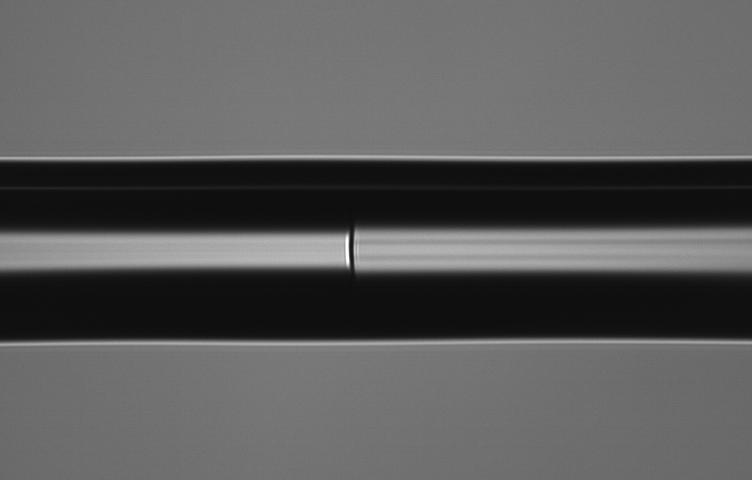
Рис. 4. Corning® SMF-28 Ultra + Corning® SMF-28 ULL
Можно заметить, что «простое» SMF-28 Ultra сварилось между собой лучше всех, сварной шов незаметен. В случае с SMF-28 ULL шов виден явным образом, а при сварке двух разных типов шов даже подчёркивает различие сердцевин.
Скажем сразу, что это нормально. При последующем измерении потерь на этом стыке с помощью OTDR можем убедиться, что потери во всех случаях находятся в пределах нормы. С результатами этих испытаний можете ознакомиться, посмотрев наше видео с процессом сварки оптоволокна Corning ULL:
Стоит также отметить, что волокно Corning® SMF-28 Ultra соответствует не только стандарту G.652, но и G.657. Это даёт возможность применять это ОВ как в случае необходимости применения первого стандарта, так и при необходимости соответствия второму. Т. е. на тех участках ВОЛС, где проектом предусмотрено соединение двух разных типов ОВ, фактически, соединяем два одинаковых и достигаем минимума потерь. Именно эта марка ОВ используется как основная в кабелях завода «Инкаб».
Оборудование для сварки оптических волокон
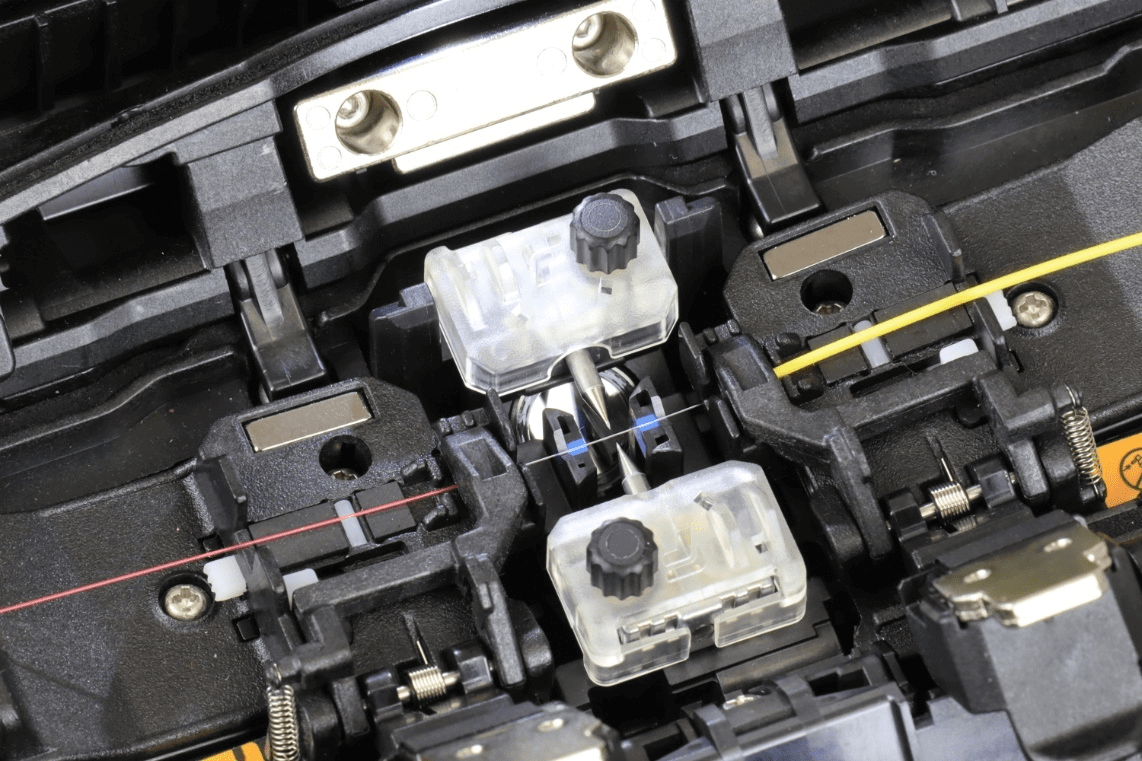
Что же представляет из себя процесс сварки ОВ? Спайка оптического волокна — процесс соединения двух волокон при помощи высокотемпературного воздействия. Такое воздействие производится в сварочных аппаратах при использовании дугового разряда (вольтовой дуги). Принцип формирования этой дуги идентичен во всех сварочных аппаратах и в целом не является технически сложной задачей. Температура дуги может достигать 4800°С, тогда как температура плавления кварцевого стекла 1665°С, что позволяет без труда расплавить и соединить два волокна. Основную сложность в получении высококачественных соединений ОВ представляет собой задача выравнивания сращиваемых волокон. Выравнивание необходимо осуществить таким образом, чтобы совпали именно сердцевины ОВ, так как только в этом случае не будет помех для прохождения сигнала. Выравнивание, а точнее сказать, юстировка — самая главная характеристика и главное отличие разных моделей сварочных аппаратов.
В настоящее время актуальными являются четыре типа систем юстировки:
- юстировка по активной V-образной канавке (Active V-groove);
- юстировка по ППП (PAS, Profile Alignment System);
- юстировка по тепловой люминесценции (CDS, Core Detection System);
- юстировка по анализу проходящего света (LID, Light Injection and Detection).
Юстировка по активной канавке заключается в анализе сварочным аппаратом изображения сращиваемых волокон. Волокна после укладки в зажимах сдвигаются в область будущего стыка, где их положение регистрируется встроенной видеокамерой. Изображение и положение зажимов анализируется микропроцессором, который таким образом пытается «рассмотреть» сердцевины волокон. Когда местоположение сердцевин максимально точно определено, приводы зажимов перемещают волокна в точку их наилучшего совпадения.
Развитием этого метода стало появление PAS — системы юстировки, получившей более сложную конструкцию механизма сведения, видеокамеру с управляемым переменным фокусным расстоянием и очень сложные алгоритмы анализа получаемых изображений. Все эти усовершенствования несколько улучшают точность юстировки волокон и существенно удорожают сварочный аппарат в целом. Аппараты с PAS ещё называют «магистральными», подчёркивая таким образом их превосходство по качеству результата над аппаратами с Active V-groove, которые обычно называют «городскими».
Аппараты, работающие с юстировкой по тепловой люминесценции (CDS) отличаются тем, что анализируют изображение, получаемое не проходящим светом, а излучением самого волокна, которое разогревается отдельной, предварительной дугой. Этот метод позволяет получить ещё чуть более точную информацию о координатах сердцевины. Но, в свою очередь, дополнительный нагрев даёт некоторое уменьшение прочностных характеристик ОВ.
Последний метод, LID, является самым точным и самым сложным. В его основе используется принцип введения и регистрации излучения на изогнутом волокне. ОВ закрепляются в специальных прижимах, формирующих их изгиб. В непосредственной близости от первого прижима в волокно вводится тестовое излучение, которое проходит по волокну и переходит во второе волокно, на изгибе которого, рядом с прижимом установлен фотодетектор, улавливающий это излучение. Процессор управляет перемещением прижимов относительно друг друга и отслеживает момент, когда мощность переданного излучения максимальна. В этот момент истины и достигается максимальное соответствие сердцевин.
Надо сказать, что на российском рынке представлены только аппараты первых двух типов. Аппараты с CDS и LID дороги, сложны и не имеют сервисной поддержки у нас в стране.
Помимо этой системы, безусловно, различные модели сварочных аппаратов имеют множество других отличий и характеристик. Некоторые могут иметь сенсорный экран, другие могут похвастаться компактным исполнением, третьи — ударопрочным корпусом. Выбор модели аппарата для приобретения можно делать, разумеется, ориентируясь на цену, но при этом надо помнить, что за разницей в цене может стоять существенное отличие в комплектации или, например, условия послегарантийного обслуживания.
Практика показывает, что в настоящее время качество результатов по сварке у всех аппаратов приблизительно выравнивается.
Для облегчения выбора в пользу той или иной марки и модели можем привести сравнительную таблицу (Табл.1), где перечислены некоторые популярные (и не очень) модели и их основные характеристики.
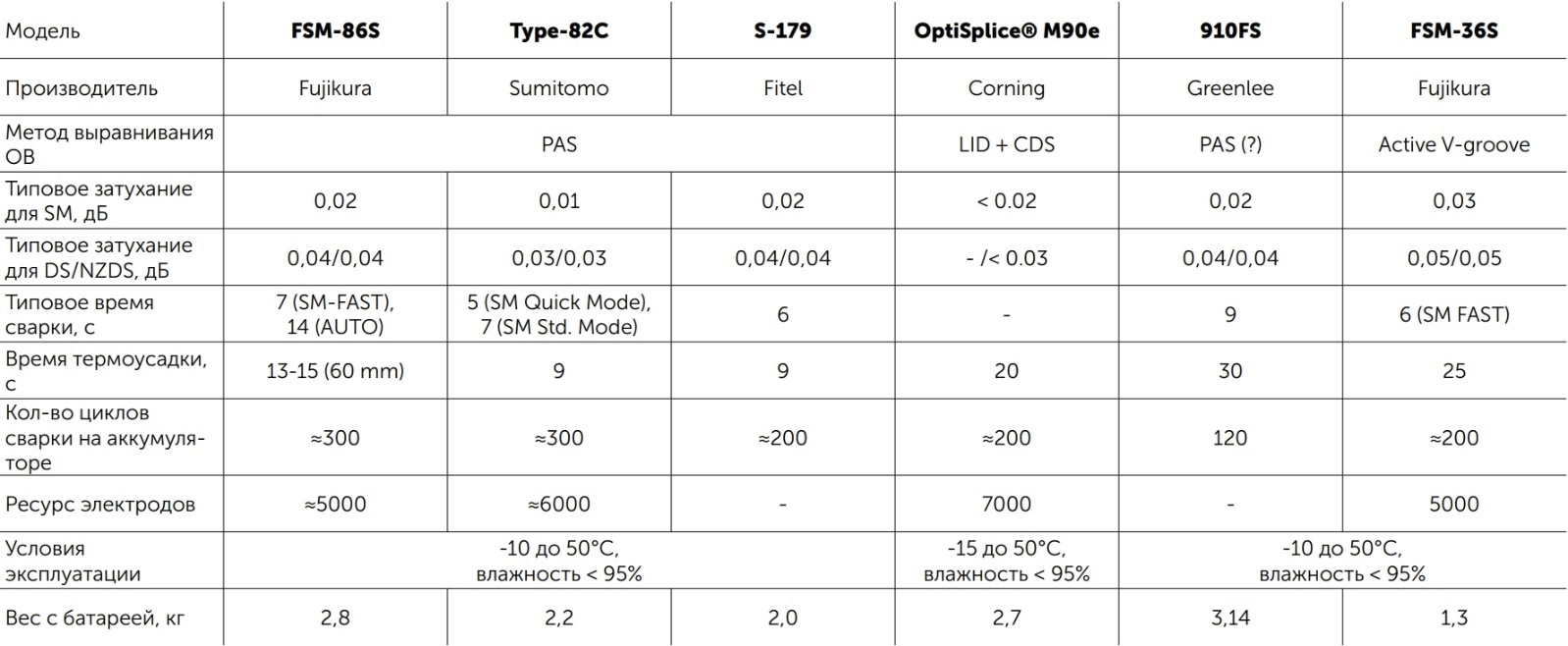
Табл.1. Сравнение паспортных характеристик различных моделей аппаратов для сварки ОВ.
Сравнивая двух ведущих японских производителей, фирм-конкурентов, Sumitomo и Fujikura, можно увидеть, что их новейшие модели имеют приблизительно одинаковые характеристики. Более того, имея опыт работы и с тем, и с другим оборудованием, можем с уверенностью утверждать, что возможности этих моделей одинаковы. Смело рекомендуем их для сварочных работ в самых ответственных случаях.
Выбор в данном случае обычно диктуется личными пристрастиями и привычкой работать с аппаратами определенной фирмы. Кому-то может понравится, что в Sumitomo Type-82 есть два независимых нагревателя для термоусадочных гильз. А некоторых больше привлекает подход к конструкции скалывателя Fujikura CT-50, имеющего электроприводы, позволяющие управлять положением рабочего лезвия и встроенный модуль Bluetooth, с помощью которого скалыватель может работать совместно с аппаратом.
Эти отличия носят субъективный характер и влияют только на удобство работы, да и то в отдельных случаях.


Рис. 5. Сварочный аппарат Sumitomo Type-82C со скалывателем FC-6RS-C.

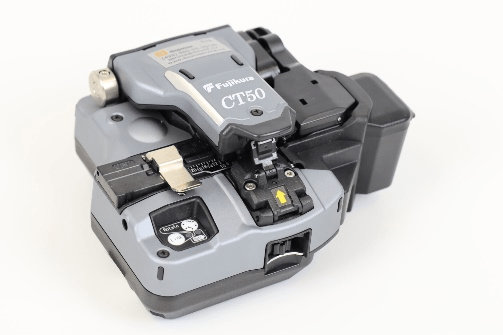
Рис. 6. Сварочный аппарат Fujikura FSM-86S со скалывателем CT-50.
Для тех, кто хочет узнать более подробно о работе Fujikura FSM-86S и его отличиях от предыдущих моделей, рекомендуем ознакомиться с нашим видеообзором:
Также этой модели была посвящена обзорная статья с подробным описанием всех улучшений и нововведений.
Помимо сварочного аппарата и скалывателя для успешной пайки ОВ необходимо иметь следующие инструменты и расходные материалы:
- стриппер для снятия защитного акрилового покрытия с ОВ (рис. 7);
- безворсовые салфетки для удаления пыли и остатков покрытия ОВ (рис. 8);
- изопропиловый спирт для протирки ОВ (рис. 9);
- КДЗС (комплект деталей защиты соединения), термоусадочные гильзы для защиты сростков (рис.10).

Рис. 7. Стриппер для зачистки ОВ фирмы Miller.

Рис. 8. Безворсовые салфетки Kimwipes.
Рис. 9. Изопропиловый спирт.

Рис. 10. Термоусадочные гильзы или КДЗС.
Сварка волоконно оптических линий связи
Подробно и научно на эту же тему страница “Сварные соединения волокон”
Сварка оптоволокна ВОЛС. Типы сварочных аппаратов
Самое технологичное соединение ОВ сварка специальным сварочным аппаратом. В любом аппарате сварка производится электрической дугой, вырабатываемой электронной начинкой прибора. Основные сложности заключаются в точной юстировке свариваемых волокон, токе и времени нагрева, сведении волокон.
Лет 10 назад на курсах подготовки по оптоволокну различали аппараты для ручной сварки, полуавтоматы и автоматы. Сейчас многое изменилось, но возможно история этого вопроса будет интересна.
Ручная сварка ОВ. Начиналось всё с аппаратов типа КСС. Такие приборы имели ручное юстировочное устройство для сведения волокон, высоковольтный преобразователь для создания сварочной дуги, тубу микроскопа с креплением и маленькую “печку” для обсадки оптоволоконных гильз. Юстировка осуществлялась вручную, процесс сведения контролировался через микроскоп. Для контроля в разных плоскостях использовалось специальное зеркальце. То есть ручкой “Х” добивались совмещения волокон по одной оси, далее зеркальце перемещалось и совмещали волокна по оси “У”. После проводилась очистка соединяемых волокон, включали электрическую дугу с малым током. Следующая операция с первого раза не удавалась ни кому. Включалась дуга, и оптические волокна сводились микрометрической ручкой. Операция требовала опыта и виртуозности. Малейшая неточность либо в токе сварке, либо в сведении была фатальна. Волокна приходилось вытягивать из аппарата, очищать и заново скалывать. Такими аппаратами редко добивались качества сварки лучше 0,10 Дб для многомодового и 0,20 Дб для одномода.
Полуавтоматическая сварка ОВ
Самым распространённым прибором такого типа на просторах СНГ была российская СОВА. Она ещё содержала микроскоп, но оператором сколотые концы ОВ только укладывались и придвигались к месту сварки. Автоматическая юстировка волокон достигалось по уровню сигнала, проходящего через совмещённые волокна. Сигнал, а точнее свет светодиода вводился в одно из волокон специальным зажимом. Собственно, зажим изгибал лакированную часть волокна непосредственно перед светодиодом. Второй зажим использовался для измерения уровня сигнала-света во втором конце волокна и был устроен таким же образом, только вместо светодиода там находился фотодиод. Получалось, что максимальный уровень прохождения светового излучения был при полном совпадении свариваемых волокон. Совмещение осуществлялось микродвигателями, но управлялось оператором. Последний этап стыковка-сварка осуществлялся автоматически.
Подобный принцип сварки оптоволокна получил название полуавтоматическая сварка по уровню сигнала или система LID (local light injection and detection).
Наиболее распространённым прибором этого типа на просторах СНГ была росийская СОВА. Качество сварки одномодового волокна улучшилось до 0,10 – 0,15 дБ. Но были и минусы, например первыми СОВАми практически не варились оптические шнуры. Волокно в шнуре имело не только лаковое покрытие, но и непрозрачное виниловое. Уже сами сварщики додумались коннектор засовывать в отверстие с светодиодом. Или сваривали по старому вручную. Другой минус это засоряемость окошка светодиода и фотодиода измерительных зажимов, ко всему лак покрытия оптоволокна имел разную, не всегда достатучную для контроля прозрачность.
Автоматическая сварка ОВ
В настоящее время получили распространение автоматические сварочные аппараты с контролем соединения по конфигурации или система PAS (profile alignment system). Точное совмещение свариваемых ОВ осуществляется встроенными в прибор микровидеокамерами. Юстировка, стыковка и сварка осуществляется под управлением контроллера. Всё происходящее видно на небольшом, иногда цветном, мониторе. Оператору нужно очистить волокно от лака, сколоть и вложить его в зажимы прибора. Иногда требуется выбор программы сварки (если меняется тип ОВ). Далее можно расслабиться и понаблюдать на мониторе как умная машинка двигает волокна. Ещё раз нажать кнопку разрешающую сварку. Прибор сварит и выдаст вероятное по его мнению затухание на сварном стыке.
Остаётся вынуть сваренные волокна натянуть на стык гильзу (КДЗС) и положить в печку, то же автоматическую.
Процесс упрощён до предела, не требует большого опыта и обеспечивает качество стыка до 0,05 дБ. Единственный минус это дороговизна этих приборов, цена сопоставима со стоимостью автомобиля.
Более подробное и научное описание типов и принципов работы оптоволоконных сварочных аппаратов на страницах
Сварные соединения волокон (Рефлектометрия оптических волокон) или
Сращивание волокон. Процесс сращивания сваркой (Волоконная оптика. Теория и практика)
Далее фотографии с дисплея сварочного аппарата во время сварки оптоволокна.
Сварка волоконно оптических линий связи


Добро пожаловать на сайт ГефестСвязьСтрой! 15 ЛЕТ Безупречной работы! У нас Вы сможете заказать проектирование и строительство объектов связи, интеграцию систем любого уровня сложности. Предоставим высокие квалифицированные решения в кратчайшие сроки. Мы рады сотрудничать с Вами! +7 (495) 150-13-61


Протокол измерения ВОЛС (отчет OTDR)
После завершения проведения сварки оптического кабеля мы в обязательном порядке предоставляем все необходимые документы, которые согласованы с перечнем документов, необходимых для предоставления по окончанию строительства сооружений магистральных и внутризоновых ВОЛС – отчет OTDR

Сварка волоконно оптического кабеля, стоимость:
Сварка 64 и более волокон в муфте

Сварка 64 и более волокон в кроссе

Сварка 32-63 волокон

Сварка 8-31 волокон

Сварка 1-7 волокон

Сварка более 200 волокон
Зачистка небронированного кабеля

В экстренных ситуациях мы всегда готовы прийти к Вам на помощь
Если в этом будет необходимость, наша аварийно-восстановительная бригада за самое короткое время приедет на место проведения ремонтных, восстановительных работ волоконно-оптических линий связи. Если вы сразу обратитесь к нам – можете не сомневаться в скорости и качестве выполненного восстановления поврежденных оптических волокон.
Для нас очень важна репутация, поэтому делаем работу на отлично. По каждому объекту работы выполняются профильными специалистами. Такая система позволяет гарантировать нам лучшее качество выполненных работ.
Полная автоматизация всех процессов сварки ВОЛС. Лидер по скорости выполнения работ. Сварка при дление скола всего 5мм. Максимальная производительность.
Опыт работы 15 лет
Сварка ВОЛС – 24 часа
Работаем на рынке с 2000 года. Более ста выполненных проектов по Москве, области и другим регионам Российской Федерации. Опытные специалисты. Все необходимые допуски и лицензии. Выезжаем к Вам оперативно в день обращения.
Мы работаем в удобное для Вас время
По всем вопросам можете обращаться:
тел.: +7 (495) 150-13-61
+7 (495) 508-72-42
Процедура сварки ВОЛС включает несколько этапов процесса
Разделка и зачистка оптического кабеля для сварки
Сварка оптических волокон на кроссе/в муфте
Укладка компенсационного запаса оптических волокон в кросс/в муфты
Сборка и установка оптических кроссов в стойку или на стену
Сборка/разборка оптической муфты с креплением в телефонной канализации/в зданиях
Измерение оптических волокон Рефлектометром на длинах волн 1310 и 1550 nm
Крепление кабеля после сварки на стену в виде технологической бухты
Уборка мусора за собой после выполнения сварочных работ
Качественная сварка ВОЛС залог успешной эксплуатации
Работники компании «Гефестсвязьстрой» имеют специальные навыки на проведение подобных операций и очень большой опыт работы (не меньше 10 лет) именно в области сварки волоконно-оптических линий связи. Мы принимали участие в создании волоконно-оптических линий связи между многими предприятиями и имеем соответствующие грамоты и дипломы, подтверждающие благодарность наших клиентов за высокое качество.
Компания “ГефестСвязьСтрой” предлагает профессиональные услуги по сварке волоконно-оптической линии связи. Сварка ВОЛС, осуществляется специалистами компании в самые короткие сроки используя новое специализированное оборудование.
В современной жизни большинство крупных организаций предпочитают использовать волоконно-оптические линии связи для прокладки собственных магистралей, постройки сетей и объединения филиалов между собой.
На всю работу мы предоставляем гарантию
Оптические волокна дают возможность создать как глобальную, так и локальную сеть с высокой скоростью для передачи информации, в надежности которых вы можете не сомневаться. Так как в наше время объемы передаваемой информации за одни раз может быть настолько большим, что многим крупным компаниям такая система связи просто необходима.
Срочный выезд. Спайка любых оптических линий ВОЛС! Наши телефоны: +7 (495) 772-44-93, +7 (495) 508-72-42
Если вы сразу обратитесь к нам – можете не сомневаться в скорости и качестве выполненного восстановления поврежденных оптических волокон.
С помощью специальной технологии получается очень быстрая и надежная сварка волокон. Все наше оборудование имеет необходимые сертификаты и марки качества, разрешено к использованию в Российской Федерации и имеет свой номер в Государственном реестре.
Все цены на сварку волоконно-оптических линий связи вы можете просмотреть в прайс-листе или узнать лично при консультации. Мы не добавляем ничего лишнего к этой стоимости, кроме монтажа кроссов на стены и выполнение работ в выходные и праздничные дни, а так же других работ, которые не имеют отношения к самому монтажу волоконно-оптических линий связи, эти нюансы будут в обязательном порядке обговорены при встрече или связи по телефону.
Мы благодарны, что вы проявили интерес именно к нашей компании. Компания «Гефестсвязьстрой» всегда рада обслужить новых клиентов и открыта для сотрудничества.
Результатом деятельности «ГефестСвязьСтрой» является наличие множества довольных клиентов и отлично работающей волоконной оптики и кабельных систем по всей России!

Вы можете заказать сварку ВОЛС у нас, просто позвонив по телефону или отправив заявку на наш электронный адрес. Наши специалисты проконсультируют Вас по всем интересующим вопросам, а также помогут определиться с тем, что конкретно Вам нужно.
Процесс сварки оптоволокна
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
 Строение оптоволоконного кабеля
Строение оптоволоконного кабеля
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным,
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания,
- преобразователь переменного тока в постоянный,
- материнская плата – мини-процессор, регулирующий процесс спайки,
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью,
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва,
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Читайте также: Чем высверлить точечную сварку?
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим,
- разновидности контроля точности процесса спайки,
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели,
- скорость спайки учитывает количество соединений за определенный временной интервал,
- способу выравнивания кабеля,
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.
 Сварочный аппарат для оптоволоконного кабеля
Сварочный аппарат для оптоволоконного кабеля
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные,
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом,
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
 Инструмент для работы с оптоволоконным кабелем
Инструмент для работы с оптоволоконным кабелем
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Читайте также: Можно ли холодной сваркой заварить алюминий
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются,
- аппарат проводит юстировку проводника, сводит концы между собой,
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли,
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение,
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием,
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку,
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Особенности и пошаговый алгоритм сварки оптоволокна
Сегодня в РФ для передачи сигнала одновременно с металлическим кабелем применяется оптическое волокно (ОВ). Материал обладает многими преимуществами, однако работать с ним сложнее. Для монтажа оптоволоконной сети применяется метод высокоточной сварки, для проведения которой требуется специальное оборудование. Сварка оптоволокна проводится людьми с большим опытом, а новички могут выполнять ее только под присмотром более опытных работников. Какое оборудование для сварки оптоволокна необходимо для проведения работ? Какие технологические особенности нужно учитывать? И какие ошибки может допустить новичок? В статье эти вопросы будут рассмотрены.

Что такое оптоволокно — краткие сведения
Сварка оптоволоконного кабеля — сложный процесс, для проведения которого нужно знать базовые сведения о конструкции оптоволокна. Поэтому мы сперва кратко рассмотрим вопрос того, что представляет собой этот материал и какими особенностями он обладает. Итак, оптическое волокно (ОВ) — это направляющий канал очень малого диаметра (обычно 125 микрометров), обладающий круглым сечением. Внутри канал является полым, а по нему может проходить электромагнитное излучение с минимальными потерями. Материал активно применяется для передачи сигнала в оптоволоконных линиях связи.
Для генерации сигнала обычно передается свет видимого или инфракрасного диапазона. Свет проходит по каналу под углом, однако за счет полного отражения он не искажается и не затухает. Для создания ОВ-сети применяется оптоволоконный кабель, который состоит из нескольких пучков-жил, в состав которых входит множество направляющих каналов (обычно несколько десятков). Также в состав ОВ-кабеля входят вспомогательные элементы, выполняющие дополнительные функции (защитные, экранирующие, придающие материалу механическую жесткость).
Конструкция оптического волокна
Примерная конструкция ОВ-кабеля выглядит так:
- Несущий трос. Трос делают стекла или упругого металлического сплава, который сверху покрывается тонким слоем лака. Трос выполняет вспомогательные функции — он собирает оптоволоконные и вспомогательные жилы вместе, а также обеспечивает их механическую упругость (чтобы они не сломались и не повредились).
- Двухслойное оптоволокно. Он обеспечивает передачу электромагнитного сигнала по трубкам на любые расстояния. Материал может собираться в пучки, которые часто покрываются цветным лаком. Цвет лака часто указывает на функцию той или иной жилы. Цвет не регулируется государственными правилами, поэтому о назначении той или иной жилы нужно читать в руководстве к материалу.
- Пластиковые трубки. Применяются для сбора оптоволоконных нитей в толстую жилу. В состав одной трубки может входить десятки и даже сотни оптоволоконных полос (на практике их обычно 32-128 штук). Изнутри стенки трубок покрываются гидрофобным гелем. Он обеспечивает отражение лучей свет внутрь материала (скажем, при повреждении кабеля). Также он защищает материал от посторонних сигналов (отталкивает газы и жидкости, которые могут попадать в трубку).
- Кевларовые, стальные защитные нити. Обладают прямоугольной формой и обеспечивают кабелю качественную защиту. Назначение этого слоя — защита материала от растяжения и деформации под действием внешних факторов. Скажем, на открытом воздухе часто есть сильный ветер, который может растягивать материал, что плохо повлияет на качество передачи сигнала. Благодаря металлическим и кевларовым нитям этого не происходит, а кабель сохраняет свою форму в течение длительного времени.

Сигнал при прохождении через оптоволокно может затухать. В идеальных условиях это происходит только из-за естественного затухания, которое возникает из-за поглощения материалом электромагнитного излучения. На степень затухания влияют и другие факторы — наличие повреждений, острые изломы, деформированные участки, нетипичный температурный режим. В случае сбора качественной ОВ-сети степень затухания составляет 2-3 децибел на 1 километр (в случае применения света с длиной волны 0,8 микрометров). В случае длинной протяженной сети допускается использование более длинных волн — это уменьшит степень затухания волны, однако повысит расходы электричества.
Особенности сварки оптоволокна
Для сварки ОВ применяется специальный сварочный аппарат, который способен соединить тонкие жилы в одну нить. Использование обычных сварочных аппаратов в данном случае категорические невозможно — ОВ-каналы обладают очень маленьким диаметром, поэтому применение обычного оборудования в данном случае невозможно. Аппарат для сварки оптоволокна имеет вид небольшой коробки, в которую с двух сторон вставляются края ОВ, а потом выполняется их соединение за счет точечного нагрева.
Сварочный аппарат работает в автоматическом режиме, а большинство операций он проводит без участия оператора. Для сварки понадобится дополнительное оборудование для сварки оптоволокна. Это стриппер, скалыватель (часто выходит в состав сварочной машины), емкость со спиртом (для протирки кабеля), салфетки без ворса, пакетик (для сбора поврежденных мусора или поврежденных оптических волокон), защитные гильзы КДЗС. При необходимости от этого оборудования можно отказаться, однако это снизит качество сварки.
Пошаговый алгоритм ОВ-сварки
Сварка оптоволокна выполняется так:
- Зачистите волокно от лака с помощью стриппера. Обмакните салфетку в спирт, зачистите поверхность материала (обратите внимание, что использовать салфетку повторно не рекомендуется).
- Аккуратно положите край ОВ в аппарат-скалыватель. Класть провод нужно в специальную канавку (линейка на устройства подскажет оптимальную длину). Потом нажмите специальную кнопку, чтобы выполнить скол.
- Достаньте обработанное волокно из скалывателя и поместите его на активную зону сварочного аппарата. Обратите внимание, что к обработанному краю нельзя прикасаться, его нельзя обрабатывать.
- Сколотые фрагменты обязательно соберите в отдельный пакет для сбора мусора. Для удобства утилизации фрагментов можно использовать изоленту или скотч.
- Обработайте второй ОВ-кабель аналогичным образом, положите его на сварочную зону. Наденьте на края защитную гильзу КДЗС, зафиксируйте конструкцию в сварочной зоне с помощью канавок-фиксаторов.
- Выполните запуск аппарата. Устройство автоматически выполнит дополнительную фиксацию, а также очистит края ОВ от частичек пыли и мусора с поверхности с помощью слабого электрического тока.
- Теперь сварочный аппарат сводит края друг с другом, а также проверяет качество сколов. Если все хорошо, то в активную зону посылается мощный электрический разряд, который сплавляет края, формирует прочное соединение.
- Сварочный аппарат тестирует качество полученного соединения и отправляет сигнал оператору. Также выполняется ряд тестов — на затухание, на прочность и другие.
- Оператор достает спайку из сварочного аппарата. Соединение почти готово — чтобы оно получилось прочным, нужно задвинуть КДЗС, поместить конструкцию в печку для сушки (там гильза расплавляется и зафиксирует края).

Нужно ли покупать тестер для ОВ-сварки?
Для пайки купите тест-оборудование, которое покажет, насколько эффективной была сварка. Примеры оборудования — рефлектометры, тестеры, мультиметры и другие. Новичкам следует покупать рефлектометры, поскольку это оборудование дешевое, эргономичное. Еще одно крупное преимущество, которым обладает прибор хорошая чувствительность к затуханию. По ГОСТ нормальным затуханием после сварки признается значение 0,05 децибел. Чувствительность рефлектометров составляет не более 0,01 дБ, поэтому это устройство без проблем определит некачественную сварку.
Рефлектометр выполняет следующие функции:
- Оценивает общее качество сварки, проверяет сеть на наличие мелких дефектов и повреждений.
- Оценивает качество связи при сборке системе, отслеживает все технические параметры сети с высокой точностью, достоверностью.
- Определяет степень затухания сигнала на линии. При обнаружении аномального отклонения (более 0,05 дБ) устройство найдет точку, где происходит наиболее интенсивное затухание.
Популярные ошибки при сварке оптоволокна
При сварке оптического волокна можно допустить много ошибок. Это приводит к проблемам — помехи при прохождении сигнала, появление задержек и даже полное исчезновение сигнала. Чтобы этого не произошло, сварщик должен обладать нужным опытом и квалификацией. Если к работе приступает новичок, то варить ОВ он должен под присмотром более опытного товарища, который сможет поправить или остановить его в нужный момент.
Во время сварочных работ также нужно избегать ошибок, из-за которых могут появиться проблемы с сигналом. Примеры популярных ошибок — помутнение кабеля из-за нарушения правил его хранения, использование кустарно изготовленного стриппера, неправильное хранение сварочного аппарата и другие. В статье популярные ошибки будут рассмотрены и проанализированы, чтобы Вы не допускали их во время сварочных работ. Для удобства чтения и восприятия текста все ошибки будут разделены на несколько категорий.

Подготовительные ошибки
В эту группу попадают ошибки, которые возникают на подготовительном этапе перед проведением сварочных работ, а также на начальном этапе зачистки проводов. Перечислим их:
- Оставление кабеля под открытым небом на долгое время. Кабель под открытым небом нужно хранить в специальной защитной капе. Она минимизирует контакт края кабеля с окружающей средой. Если защитную капу не использовать, то проводные жилы могут впитать в себя влагу и химически активные вещества из окружающей среды. Если Вы все же забыли надеть капу, то перед монтажом/сваркой нужно отрезать от края 1 метр кабеля с каждого конца, чтобы избавиться от потенциально поврежденных жил.
- Применение некачественного стриппера. Инструмент должен пройти юстировку на заводе на финальном этапе изготовления. Юстировка помогает сделать стриппер точным, чтобы во время зачистки кабеля не оставались заусеницы и необработанные участки. Инструменты без юстировки обладают многими недостатками. Самая популярная проблема — при обработке не происходит аккуратного срезания внешнего покрытия, поэтому для удаления оболочки приходится часто двигать стриппером туда-сюда. Из-за это повреждается кабель и снижается качество зачистки.
- Зачистка жил кабеля с помощью стриппера под прямым углом. Подобный способ зачистки является неправильным, поскольку в таком случае легко повреждаются жилы, что может сделать кабельную сеть неработоспособной. Если зачистка выполняется при отрицательных температурах (скажем, зимой), то зачистка под прямым углом может привести к полному слому кабеля.
- При удалении лакового покрытия частички лака остаются на стриппере. Во время зачистки такие частички нужно сразу же удалять с поверхности стриппера. Если этого не сделать, то при зачистке на кабеле могут образовываться микротрещины, из-за которых будет ухудшаться качество сварки. В случае маленьких трещин сигнал по сварному кабелю будет проходить с большими искажениями и задержками. При образовании больших трещин сварная конструкция и вовсе может рассыпаться во время сварки.
- Применение стриппера не по назначению (скажем, для обработки обычного пластика). По техническому регламенту инструмент-стриппер используется только для одной цели — обработка, удаление тонких оптоволоконных жил диаметров до 125 микрометров. Если использовать инструмент для зачистки более толстых объектов (скажем, пластик или металл), то острые части стриппера быстро затупятся, а сам инструмент станет бесполезным.

Ошибки зачистки проводов
Ошибки можно также допустить и при обработке проводов для сварки:
- Использование грязных салфеток для протирки жил. Перед сваркой многие люди протирают жилы с помощью маленьких чистых салфеток, которые снимают остатки грязи и мусора с поверхности провода. Это правильный подход — так увеличивается качество сварочных работ, что делает соединение более прочным. Однако для протирки каждой новой жилы нужно использовать новую салфетку, чтобы старый мусор не попадал на новые чистые жилы.
- Вы зачистили жилу, но прикоснулись к ней после зачистки. Это крупная ошибка, поскольку частички пыли плохо повлияют на качество сварного шва. Если Вы все же прикоснулись, то можно протереть провод чистой салфеткой, чтобы сделать его чистым. Если на жилу что-то капнуло, то рекомендуется срезать этот фрагмент и выполнить зачистку заново (использование салфетки будет малоэффективным, поэтому лучше удалить грязный фрагмент, чтобы не рисковать).
- Срезание поврежденных фрагментов с помощью ручных инструментов. Еще одна популярная ошибка, которую часто допускают сварщики-новички. Срез нужно делать с помощью устройства-срезателя, который обычно входит в состав сварочного агрегата. Для среза нужно поместить провод в устройство и закрыть срезатель до щелчка (в результате должен получиться цилиндрический ровный срез без углов или сколов). На старых сварочных инструментах срезатель может отсутствовать — тогда его нужно купить и использовать отдельно.
- Не выполняется отдельный сбор срезанных кусочков. Срезанные фрагменты оптоволокна могут обладать маленькими размерами (размером с мизинец или даже меньше). Все эти фрагменты нужно собрать и положить в специальных мешочек (сейчас такие мешочки часто продаются вместе с оптоволокном или сварочными устройствами). Почему это так важно? Дело в том, что оптоволокно обладает очень высокой прочностью. Если человек случайно наступит на фрагмент провода, то он может загнать его к себе под кожу или сильно пораниться.
- Зачистка оптоволокна после скалывания или его дальнейшее использование. Остатки волокна следует обязательно утилизировать. Поскольку жилы могут вступать в контакт с химически активными веществами из окружающей среды (это может быть вода, атмосферный воздух и так далее). Поэтому не дальнейшее использование материалов не допускается (запрещается также протирание спиртом, дополнительная обработка и так далее).

Сварочные ошибки
Новички могут не знать технические особенности оптоволокна, поэтому при сварке они часто допускают следующие ошибки:
- Открытие сварочного аппарата перед зачисткой. Сварочные устройства обычно продаются со специальным кожухом, который защищает его от мусора, механических повреждений и мусора. Новички-сварщики часто снимают кожух сразу же после доставки оборудования на участок, где будет проводится сварка. Это большая ошибка — если зачищать провода над разобранным аппаратом, то частички мусора могут попасть в аппарат, что снизит качество обработки либо полностью выведет его из строя.
- Игнорирование КДЗС. Комплект динамической защиты соединения (КДЗС) представляет собой две полые трубочки, внутри которых располагается штифт, выполненный из стали. Это устройство помогает зафиксировать жилу, что положительно скажется на качестве сварки. Монтировать КДЗС нужно аккуратно, чтобы жилы попали точно в металлическую жилу.
- КДЗС не покрывает полностью зачищенное волокно. При таком сценарии жесткость соединения будет низкой. Последствия печальны — деформирование сварного соединения, что приведет к снижению уровня сигнала, ухудшению качества передачи. Особенно это критично в случае работы с большими сетями, к которым подключено множество автономных абонентов.
- Полное доверие сварочному оборудованию. В случае долгого использования сварочного аппарата устройство может начать показывать неточные данные. Поэтому для контроля рекомендуется также купить рефлектометр, с помощью которого можно повысить точность сварки. Использование рефлектометра минимизирует риск высокого затухания сигнала, поскольку он позволяет получить точную картинку вокруг оптического волокна.
- Удаление неостывшей муфты из активной зоны сварки. Подобная операция часто выполняется новичками, поскольку она является практичной и удобной. С ее помощью можно ускорить обработку, а жилы в данном ситуации не переплетаются. Особенно критична такая ошибка, если муфта кладется на ложемент. Из-за этого деформируются стенки жилы (высокая температура делает ее гибкой). Получившаяся сварная конструкция будет некачественной, а качество передаваемого сигнала будет низким.
Заключение
Подведем итоги. Оптоволоконный кабель — сложная конструкция, главным элементом которой являются ОВ-каналы, передающие электромагнитное излучение. Сварка оптоволоконного кабеля осуществляется в несколько этапов специальным аппаратом для сварки оптоволокна. Он имеет вид небольшой коробочки, которая работает преимущественно в автоматическом режиме. Сварочный аппарат выполняет следующие функции — сводит края, выполняет точечную сварку, оценивает качество работ. Перед сваркой следует выполнить зачистку материала с помощью стриппера и скалывателя. По завершении конструкцию следует поместить в печь для расплавления КДЗС-гильзы.
Используемая литература и источники:
- Статья на Википедии
- Листвин А. В., Листвин В. Н., Швырков Д. В. Оптические волокна для линий связи. — М.: ЛЕСАРарт, 2003.
- Волоконно-оптические датчики / Под ред. Э. Удда. — М.: Техносфера, 2008.
- Hecht, Jeff. City of Light, The Story of Fiber Optics. — New York: Oxford University Press, 1999.
Процесс сварки оптических волокон
Волоконно-оптический кабель является самым производительным средством передачи данных. Но в стекле, какая бы оптическая прозрачность у него не была, происходит затухание сигнала.
Кабели имеют конечную длину, их требуется соединять. Места соединений вносят дополнительное затухание сигнала. От их качества зависит производительность линии связи. Поэтому сварка оптоволокна является наиболее ответственным моментом в строительстве магистральных линий связи.

Строение кабеля
Суть технологии сварки заключается в соединении торцов оптического волокна и последующего их нагревании до тех пор, пока они не оплавятся и не соединятся в единое целое.
 Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Чтобы понять суть процесса сварки, надо разобраться в строении оптического кабеля. Он представляет собой сложную конструкцию, в центре которой находится стеклянная нить диаметром 125 мкм. Это всего лишь оболочка 9 микронной нити из сверхчистого стекла, которая и является носителем информации.
Внешнее стекло имеет иной показатель преломления, чем внутреннее. Благодаря этому свет распространяется только по внутренней нити, отражаясь от стенок.
Для защиты оптоволокна от внешних воздействий его покрывают лаком и помещают в трубки-модули с гидрофобным гелем. Дополнительно к этому модули оплетают защитной пленкой.
В качестве дополнительной защиты от влаги все покрывается полиэтиленовой пленкой. Дальше идет броня из кевларовых нитей или стальной проволоки, которая покрывается толстым слоем полиэтилена.
Подготовка инструментов
 Основное время занимает подготовка оптоволокна к процессу сварки. От качества подготовки на 50% зависит качество сварки.
Основное время занимает подготовка оптоволокна к процессу сварки. От качества подготовки на 50% зависит качество сварки.
Для разделки оптоволоконных кабелей требуется специальный инструмент. Он продается в виде готового набора, куда входят стрипперы, тросокусы, макетный нож, растворитель гидрофоба «D-Gel», безворсовые салфетки и другой обычный инструмент.
При разделке кабелей все делается по инструкции к муфте, где будет находиться место соединения кабелей.
Если волоконно-оптический кабель находился в сырости, его конец длиной около 1 метра нужно отрезать, поскольку он, скорее всего, набрал влаги, которая отрицательно действует на оптоволокно.
Разделка и очистка кабеля
Для снятия внешней оболочки применяется нож-стриппер. У него вращающиеся лезвия, с помощью которых можно срезать наружный слой. Если кабель самонесущий, то трос удаляется тросокусами.
 Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
С модулей удаляются нитки, плёнка, гидрофоб и другие элементы. Для удаления гидрофоба применяется растворитель D-Gel. Работать нужно в перчатках, гель плохо удаляется с рук. Затем модули протираются одноразовыми безворсовыми салфетками с растворителем, потом спиртом.
На нужном расстоянии модули надрезают стриппером и снимают, оставляя волокна голыми. На этом этапе часто происходит поломка оптоволокна. Сварщику нужно работать предельно осторожно.
Длина оптоволокна без оболочек обычно составляет 1,5-2 м, этого требуют инструкции по монтажу муфт, при сварке и укладке работы облегчаются.
 Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
На кабель для последующей герметизации ввода в муфту надевают термоусадочную трубку. Когда кабель будет заварен и уложен в муфту, при помощи горелки трубка усаживается.
Кабель завели в муфту, закрепили, можно приступать к замеру необходимой длины оптоволокна и его зачистке. Затем на него надевают термоусадочную трубку КДЗС, которая в дальнейшем будет защищать место сварки.
Голый очищенный конец оптоволокна вставляют в скалыватель. Устройство отрезает волокно так, что торец должен находиться под углом 90 ° к центральной оси. Допустимая погрешность не более 1,5 °.
Процесс соединения
После завершения подготовительных работ начинается сварка:
- спайщик укладывает подготовленное оптоволокно в аппарат для сварки и фиксирует в нем зажимами;
- устройство автоматически начинает сводить волокна до тех пор, пока они не покажутся в секторе обзора камер микроскопов;
- после этого через электроды пропускается кратковременная электрическая дуга, уничтожающая остатки пыли на оптоволокне;
- если состояние волокон нормальное, то прибор с помощью сервомоторов, имеющих возможность перемещать оптоволокно в трех плоскостях, начинает их совмещать;
- подведя торцы волокон почти вплотную, прибор на несколько секунд подает мощную электрическую дугу, которая размягчает стекло;
- аппарат еще ближе подводит разогретые оптоволокна друг к другу, спаивая их таким образом;
- для проверки прочности соединения прибор с заданным усилием пытается развести оптоволокна в разные стороны;
- если тест пройден, то спайщик надевает трубку КДЗС на место сварки и перекладывает ее в печку, где происходит термоусадка гильзы.
Когда таймер сообщает, что процесс закончился, оператор достает оптоволокно и укладывает гильзу КДЗС на охлаждающую полку. Процесс сварки закончился, начинается укладка оптоволокна в муфту.
Сварочные аппараты
Для сварки оптических волокон в России чаще всего используют приборы от японских фирм Fujikura, Sumitomo и китайской Jilong. Японские производители изначально прекрасно проявили себя в этой области, их аппараты лучшие, но китайцы наступают на пятки, выпускают достойные сварочные аппараты по низким ценам.

Чтобы получить качественную сварку оптоволокна требуется сварочный аппарат, способный производить юстировку волокон не только по оболочке, но и по сердцевине.
Они имеет несколько сервомоторов, которые могут перемещать волокно во всех плоскостях. Это позволяет достигнуть наибольшей точности соединения оптоволокон. Большая часть изделий вышеназванных фирм могут произвести качественную юстировку.
Где требования не такие жесткие, как на магистральных линиях связи, можно применять сварочные аппараты с юстировкой по оболочке. Оптоволокно в этих аппаратах подается по V-образным канавкам.
При наличии эксцентриситета центральной жилы или царапины на канавке, качество сварки будет ниже, соответственно затухания будут больше. Японские аппараты универсальные, работают практически со всеми типами волокна.
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.

При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
 Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
Свайно-винтовой фундамент под ключ
| Наименование | Диаметр лопасти мм. | Длина ствола мм. |
Розница, шт. | Стоимость монтажа. руб. за шт. | ||
|---|---|---|---|---|---|---|
| СВСН-108-1500 | 300 | 1500 | 2030 руб. | 930 | ||
| СВСН-108-2000 | 300 | 2000 | 2320 руб. | 950 | ||
| СВСН-108-2500 | 300 | 2500 | 2640 руб. | 1000 | ||
| СВСН-108-3000 | 300 | 3000 | 2960 руб. | 1100 | ||
| СВСН-108-3500 | 300 | 3500 | 3350 руб. | 1200 | ||
| СВСН-108-4000 | 300 | 4000 | 3650 руб. | 1270 | ||
| СВСН-108-4500 | 300 | 4500 | 4000 руб. | 1300 | ||
| СВСН-108-5000 | 300 | 5000 | 4320 руб. | 1430 | ||
| СВСН-108-5500 | 300 | 5500 | 4680 руб. | 1520 | ||
| СВСН-108-6000 | 300 | 6000 | 5150 руб. | 1590 | ||
| СВСН-108-6500 | 300 | 6500 | По запросу | 1740 | ||
| СВСН-108-7000 | 300 | 7000 | По запросу | 1950 | ||
| 108 мм Категория 1 (толщина стенки 4 мм) | ||||||
| СВСН-108-1500 | 300 | 1500 | 2120 руб. | 930 | ||
| СВСН-108-2000 | 300 | 2000 | 2470 руб. | 950 | ||
| СВСН-108-2500 | 300 | 2500 | 2900 руб. | 1000 | ||
| СВСН-108-3000 | 300 | 3000 | 3260 руб. | 1100 | ||
| СВСН-108-3500 | 300 | 3500 | 3690 руб. | 1170 | ||
| СВСН-108-4000 | 300 | 4000 | 4100 руб. | 1250 | ||
| СВСН-108-4500 | 300 | 4500 | 4290 руб. | 1270 | ||
| СВСН-108-5000 | 300 | 5000 | 4940 руб. | 1400 | ||
| СВСН-108-5500 | 300 | 5500 | 5390 руб. | 1480 | ||
| СВСН-108-6000 | 300 | 6000 | 5780 руб. | 1560 | ||
| СВСН-108-6500 | 300 | 6500 | По запросу | 1750 | ||
| СВСН-108-7000 | 300 | 7000 | По запросу | 1940 | ||
Более подробный прайс на сваи “Стандартная” смотрите здесь
Примеры цен на свайно-винтовой фундамент:
Свайный фундамент для бревенчатого дома 6 х 9
Цена: 60 000 руб.

Многие задаются вопросом, на каком фундаменте рациональнее всего строить дом. Прежде всего, необходимо определиться с типом грунта на участке строительства. На некоторых территориях требуется дополнительное укрепление фундаментов. К ним относятся подвижные, плавающие и обладающие высокой степенью пучинистости грунты.
Наиболее широкое распространение получил фундамент из винтовых свай, который является оптимальным вариантом для строительства на всех типах грунта (кроме скального). Это одна из наиболее надежных и простых технологий. Винтовыми сваями пользуются при возведении зданий самого различного типа и назначения. Свайное основание особенно актуально для объектов, которые строятся на сложных участках. Винтовые сваи — это оптимальный вариант для:
- низин и берегов водоёмов;
- склонов с различными перепадами высот.
Технология подразумевает процедуру вкручивания винтовых свай в грунт на глубину ниже уровня промерзания. Во время их заглубления под лопастями образуется так называемая подушка. Она уплотняется по мере заглубления свай. При достижении твердых слоев грунта с хорошими несущими способностями «подушка» становится максимально плотной. Дальнейшее заглубление перестает быть возможным, и это означает, что опорная конструкция установлена правильно.
Этапы установки винтового фундамента
 Фундамент из винтовых свай является одним из наиболее простых. Монтаж конструкций не требует применения дорогостоящего строительного оборудования. Сваю можно вкрутить как вручную, так и с помощью специальной машины. Заручившись поддержкой профессиональных строителей, фундамент на сваях можно обустроить очень быстро.
Фундамент из винтовых свай является одним из наиболее простых. Монтаж конструкций не требует применения дорогостоящего строительного оборудования. Сваю можно вкрутить как вручную, так и с помощью специальной машины. Заручившись поддержкой профессиональных строителей, фундамент на сваях можно обустроить очень быстро.
Как устанавливаются винтовые сваи? Этот процесс включает в себя несколько этапов:
- Вкручивание свай – может производиться как вручную, так и механическим способом. Способ никак не влияет на качество фундаментов, так как после формирования жесткой подушки дальнейшее заглубление сваи невозможно даже при использовании мощной техники.
- Обрезка по единому уровню. Фундаменты на винтовых сваях не подвержены воздействию перепадов высот или иным особенностям рельефа. Обрезку можно выполнить на любом уровне, а высота цоколя будущего дома зависит только от вашего желания.
- Заполнение внутренней полости свай цементно-песчаным раствором. Делается это для вытеснения кислорода, что исключает появление коррозии внутри свай и увеличивает срок службы конструкции.
- Приваривание «оголовков» или обвязка швеллерами. Мы можем предложить вам установку оголовков с отверстиями для последующего крепежа бруса либо обвязку швеллером, который обеспечивает дополнительную прочность несущим стенам дома и равномерно распределяет нагрузку на винтовые сваи. Зачастую он используется под тяжелые здания или для дополнительного усиления несущих конструкций легких домов. Фундамент на сваях подойдет даже для самых больших и сложных объектов.
Преимущества фундамента на винтовых сваях
 Винтовые сваи широко применяются в строительстве по ряду причин. Прежде всего, это доступная цена конструкций. Также винтовая свая помогает сохранить время и деньги, исходя из других своих преимуществ:
Винтовые сваи широко применяются в строительстве по ряду причин. Прежде всего, это доступная цена конструкций. Также винтовая свая помогает сохранить время и деньги, исходя из других своих преимуществ:
- Воспользовавшись винтовой сваей, строить дом можно в день установки фундамента, что значительно снижает временные затраты. Дело в том, что фундамент на сваях готов принимать проектную нагрузку сразу же, в отличие от других решений на основе бетона.
- Стоимость свайно-винтового фундамента является еще одним важным преимуществом. Низкая стоимость самих изделий и отсутствие бетонных работ при установке фундамента сильно экономит бюджет.
- Монтаж свайного фундамента под ключ позволяет полностью отказаться от аренды тяжелой строительной техники, что сильно снижает стоимость работ. Сваи диаметром до 133 миллиметров можно легко вкрутить вручную. При этом качество будет даже выше по сравнению с использованием средств механизации.
- Низкие требования к грунту и окружающему ландшафту. Винтовые сваи позволяют возводить основания на склонах, торфяных, а также на сильно обводненных грунтах. Кроме того, наличие поблизости деревьев с развитой корневой системой и пролегание инфраструктурных коммуникаций не является помехой. Таким образом, на сваях можно возводить здания как в условиях плотной городской застройки, так и на лоне природы, без ущерба для окружающей среды.
- Возможность дальнейшей модернизации. Строение при необходимости можно в дальнейшем легко расширить. Например, если возникнет желание пристроить к даче баню.
- Сваи являются идеальным выбором при строительстве деревянных домов. Данное решение обеспечивает отличную вентиляцию подполья, что препятствует отсыреванию и гниению древесины.
- В отличие от ленточного или плиточного, винтовой фундамент легко поддается ремонту.
- Качественная свая, обработанная антикоррозийными веществами, может прослужить более полувека.
Возведение фундамента на сваях: как правильно выбрать изделия для монтажа?

Начинается всё с исследования грунта на пятне застройки – структуры, глубины промерзания почвы и уровня грунтовых вод. Вовремя выявленные неоднородности грунта позволят в дальнейшем сэкономить массу времени и денег.
На базе полученных сведений осуществляется расчет количества свайных конструкций, глубины погружения, а также расстояния между ними (которое не должно превышать трёх метров). Также следует понимать, что каждая свая обладает несколькими важными характеристиками, которые следует учитывать. Перечислим самые главные из них:
- Диаметр трубы. Данный параметр обусловлен расчетной нагрузкой, которую будет испытывать свайный фундамент. Чаще всего используются изделия с диаметром трубы 108 мм.
- Длина. В большинстве случаев сваи заглубляются примерно на 2-2.5 метра, однако конкретная глубина должна быть определена в процессе пробного бурения.
Свайно-винтовой фундамент под ключ от “ЗСК”
Оформить заявку на установку фундамента под ключ или купить сваи в Москве и Московской области вы можете на нашем сайте. Достаточно отправить заявку, и мы в кратчайшие сроки выполним все подготовительные работы. Также Вы можете посетить наш офис в Москве и ознакомиться с нашей продукцией и проконсультироваться у наших специалистов. Наш завод является лидером отрасли фундаментостроения, мы воплотили в жизнь уже более полутора тысяч проектов из свай.
Нужен фундамент на сваях? обращайтесь к нам!
Наши конкурентные преимущества:
- оперативность выполнения работ – наличие современного оборудования и штата высококвалифицированных специалистов позволяет возводить свайные фундаменты любой сложности в сжатые сроки;
- честное и объективное ценообразование – мы всегда стремимся экономить финансы наших клиентов и разрабатываем оптимальные варианты для каждого проекта;
- широкий ассортимент продукции – у нас вы сможете заказать сваи диаметром от 57 до 325 мм как под фундамент для дома, так и для промышленных объектов, и ограждений;
- качественная консультационная и техническая поддержка.
Приобрести нашу продукцию или заказать свайно-винтовой фундамент под
ключ можно по телефону +7 (495) 481-22-52.





