Способы сварки газовых труб
В жилищном строительстве сварка газовых труб – одна из самых ответственных работ. Для ее осуществления привлекаются только сварщики высокой квалификации. Это обусловлено обеспечением безопасности жильцов и строителей здания. Правильно, качественно выполненные сварочные соединения газовых труб являются залогом безопасного пользования газом.
Способы соединения
В зависимости от материала трубопровода и места его установки используется несколько видов соединения. Соответственно, применяют различные виды сварки:
- газовую;
- ручную электродуговую;
- неплавящимся электродом под защитным слоем газа (аргоновая);
- при оборудовании газопроводов пластиковыми трубами используют стыковой или электромуфтовый метод соединения.
Каждый из видов имеет положительные и отрицательные стороны, поэтому требуется более полное их рассмотрение.
Полимерные трубопроводы
Полимерный материал, применяемый для производства газовых труб, способен выдерживать высокую температуру и давление.
Трубы из ПНД (полиэтилена низкого давления) наиболее часто применяют для прокладки подземных газовых трубопроводов. Для соединения отдельных участков полиэтиленовых газопроводов используют стыковой метод.
 Он заключается в разогреве торца каждого отрезка газовой трубы и последующего соединения их под определенным давлением. Таким образом, производится межатомное соединение материала газовых труб.
Он заключается в разогреве торца каждого отрезка газовой трубы и последующего соединения их под определенным давлением. Таким образом, производится межатомное соединение материала газовых труб.
Достаточно новая разновидность, очень простая и востребованная. Для выполнения работ не требуется высокой квалификации. Сварное соединение выдерживает давление не более 40 атм.
При сборке трубопроводов большого диаметра используется специальное оборудование, для сборки трубопроводов небольшого сечения используется ручной инструмент.
Независимо от толщины газовых труб, работа ведется одним способом. Осуществляется сильный разогрев. Потом сдавливание и получение стыка. Соединение труб малого диаметра производится с помощью электрических муфт. Температура нагрева кромок не более 2700.
Для полипропиленовых труб применяют раструбный метод сварки. Трубы из полипропилена служат в основном для прокладки внутренних водопроводов и канализации, некоторые марки для системы отопления.
Применение газосварки
Для проведения газосварочных работ по соединению стальных газовых труб используется ацетилен. Из-за низкой температуры горения пропан не может использоваться для сваривания стыков.
Перед выполнением работ, как и в любом другом случае, газовые трубы подготавливают. При этом следует обращать внимание на отсутствие деффетов на трубе и геометрическую форму торца.
С краев отрезанной заготовки счищают грязь, ржавчину. Если присутствуют большие участки масляных пятен, то их следует протереть растворителем. Правильно подготовленный к сварке стык, повышает качество сварного шва.
 Одновременно с разогревом металла в сварочную ванну подается присадочная проволока. Качественный шов получается только при достаточном разогреве стали.
Одновременно с разогревом металла в сварочную ванну подается присадочная проволока. Качественный шов получается только при достаточном разогреве стали.
Присадка, расплавляясь в ванночке, заполняя зазор на стыке, образует катет шва. Для качественного соединения валик распределяют по стыку пламенем горелки. Соединение металла происходит на межатомном уровне, поэтому так важно полностью расплавить основной металл и присадку.
Газосварка для прокладки внутреннего газопровода в доме – это основной вид неразъемного соединения труб из стали. Она прекрасно подходит, чтобы соединять газовые трубы с малой толщиной стенки. Такая сварка проста и не требует дорого оборудования. Однако технологию все же надо знать.
При ведении неповоротного стыка и при невозможности положить качественный шов у стены, следует использовать операционный шов. Для этого вырезается окно в газовой трубе, достаточное для сварки внутреннего пространства непроваренного места.
Варится внутренняя поверхность с заходом на проваренные участки. Затем в месте выреза укладывается латка из металла и проваривается внахлест.
Электросварщики высокого разряда справятся со сваркой внутреннего газопровода, но велика вероятность прожига или непроваренных участков, если работу осуществляет специалист с недостаточным опытом.
Электродуговое сваривание
Это один из востребованных способов сварки газовых магистральных трубопроводов, который осуществляется автоматическим и полуавтоматическим сварочным оборудованием и установками. Такая операция может производиться под действием защиты инертного газа.
Для прокладки газовых труб применяют и ручную дуговую сварку. Она используется при производстве прихваток и проварки корня шва. Но такую работу может выполнять электросварщик, обладающий высокой квалификацией и допуском.
 Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Но сначала зачищают и протирают растворителем торцы деталей. Разделку кромок выполняют болгаркой или, при сварке деталей небольшого сечения, напильником. Шов будет качественным, если угол разделки не менее 60°.
Затем детали прихватываются. Качественная прихватка должна быть не менее 3 мм, с катетом шва не менее половины толщины стенки. Прихватки располагаются на небольшом расстоянии для более качественной фиксации стыка трубопровода газоснабжения.
При поворотном стыке можно проводить сварку, совмещая ее с вращением деталей. Такой способ увеличивает скорость работы и качество шва. Сварка даже на небольших диаметрах выполняется в несколько проходов.
Если корень шва можно варить прерывисто, то сварка последнего слоя производится без разрывов. Его выполняют сплошным швом сразу по всей окружности газовой трубы.
Все разновидности электродуговой сварки используются для производства работ на магистралях или заготовительных участках. При монтаже внутридомовой разводки используется газосварка или разъемное соединение труб.
Аргоновый метод для газоснабжения
 Процесс соединения газовых труб может вестись под защитой от воздействия окружающей среды аргоном. Сварка труб из стали осуществляется с помощью вольфрамового сердечника.
Процесс соединения газовых труб может вестись под защитой от воздействия окружающей среды аргоном. Сварка труб из стали осуществляется с помощью вольфрамового сердечника.
Для проведения сварки используется ток прямой полярности. Все работы ведутся на заготовительных участках, свариваются трубопроводы большого диаметра. При прохождении корня стальной сердечник не используется. Сварка основных проходов производится с присадкой.
При сварке газовой трубы, толщина стенки которой менее 4 мм, электрод ведется от верха к низу заготовки. При более толстой стенке, сварку осуществляют снизу вверх. Но лучший шов получается при работе в нижнем положении.
Сварка газопроводов должна производиться с учетом некоторых особенностей аргонодугового способа.
Начинать и заканчивать сваривание стыка следует лишь на кромочном участке шва или в месте расплава. Оканчивают сварку стыка с нахлестом на предыдущий шов не менее 30 мм. Подача газа продолжается еще несколько десятков секунд, резко прерывать ее нельзя.
При сварке газовых труб из нержавеющей стали необходимо использовать флюс. При сварке труб с толщиной стенки свыше 10 мм использовать кольца для подкладки не рекомендуют.
Сварка ведется с помощью обратноступенчатого способа. Участки провара не свыше 200 мм. Шов плавно должен переходить на трубу, без резких перепадов. Такая особенность показывает надежный провар стыка.
Работы в жилых домах
Для внутренней разводки или сварки газовых труб в квартире тоже существуют свои особые правила.
Необходимо исполнять требования техники безопасности при проведении огневых работ. Сварщики обязаны пройти инструктаж, знать и выполнять технические требования выбранного метода и обладать высокой квалификацией.
 Соединять и варить газовые трубы разного диаметра следует с помощью специальных переходников. Это снизит вероятность возникновения утечек при выполнении неповоротного стыка на стояке.
Соединять и варить газовые трубы разного диаметра следует с помощью специальных переходников. Это снизит вероятность возникновения утечек при выполнении неповоротного стыка на стояке.
Для стыкового соединения деталей сварка ведется с учетом возможности оплывания кромки шва. Если на месте соединения наплавлять небольшое количество присадки, то шов будет качественнее.
Перед сваркой газовых труб следует обязательно осуществить продувку стояка. Такая операция предотвратит взрыв остатков газа в трубах. При переносе трубопровода необходимо надежно заглушить стык.
Для этого срезается труба и наваривается пятак из толстого металла. По разметке сверлится отверстие, в этом месте можно приварить патрубок или муфту и установить запорную арматуру.
После выполнения работ пускают газ и проверяют стук на герметичность. Для этого можно использовать простое мыло. Его взбивают в густую пену и наносят на стык.
Если в каком-то месте надуваются пузырьки, то это говорит о протечке. Место следует переварить, удалив газ из трубопровода. Все операции при переносе труб должны осуществляться только с разрешения газовой службы, а работу должен проводить опытный сварщик.
Сварка газовых труб – как правильно проложить трубопровод в квартире
Оборудование газовыми бытовыми приборами жилых помещений связано с прокладкой и подключением к ним газовых труб. Согласно строительным нормам использование гибких шлангов разрешается только при подключении трубопровода к конечному потребителю, при этом и длина, и тип шланга должен соответствовать установленным требованиям. Поэтому сварка газовых труб остается единственным методом соединения всех элементов газопровода в доме, особенно если кроме плиты устанавливается еще и газовый котел, и водогрейная колонка.
Особенности и способы соединения газового трубопровода
Требования безопасности к использованию газового оборудования в бытовых целях предписывает установку только металлических газовых труб. Увы, современные технологии производства металлопластиковых и полипропиленовых труб пока не в состоянии обеспечить надежность соединения стыков. В квартирах и частных домах при прокладке газопроводов компании предлагают только один из методов соединения металлических труб – газосварка. Но этот метод обладает существенными недостатками – для работ нужно громоздкое оборудование в виде баллонов и шлангов, работы обычно сопровождаются большим количеством тепла и копоти, сварка происходит при открытом горении газа. Ну и в осенне-зимний период работы с баллонами в помещении очень опасны из-за угрозы взрыва от перепада температуры.
Альтернативой можно было назвать резьбовое соединение, но оно требует очень точной подгонки все соединяемых деталей. Так что на сгоны и муфты будут садиться только соединения у газового счетчика и крана. Вот и выходит, что сварка газовых труб в квартире единственно разрешенный метод соединения всех отрезков.
Сам процесс состоит из нескольких отдельных операций:
- Врезка в газовую трубу магистрального трубопровода;
- Сварка газовых труб на отдельных участках;
- Соединение отрезков заготовленной резьбы и трубопровода для подключения приборов;
- Соединение при наращивании длины трубопровода.
Особенностью здесь выступает небольшой диаметр труб 15-20-25 мм и необходимость во время работ сделать максимально качественный шов, поскольку к местам соединения предъявляются особые требования.
Материалы и оборудование
Для прокладки внутренних газовых коммуникаций используются стальные шовные и бесшовные трубы. Диаметр труб должен соответствовать проекту газификации помещения. Также в проекте указывается и маршрут прокладки с указанием точек врезки в магистральный трубопровод, точки установки счетчика и кранов.
Для сварки металлических труб применяются:
- Газосварочные аппараты;
- Сварочные аппараты аргонодуговой сварки;
- Инверторные или трансформаторные аппараты электросварки;
- MIG/MAG сварочные аппараты.
 Для сварки газовых труб необходим газосварочный аппарат
Для сварки газовых труб необходим газосварочный аппарат
При работе используется и вспомогательное оборудование:
- Болгарки для резки металла;
- Тиски;
- Резьбонарезной инструмент;
- Измерительный инструмент;
- Перфоратор для крепления кронштейнов в стены.
Для сварщика обязательно наличие защитной маски и брезентового костюма сварщика. Расходные материалы подбираются по типу инструмента, это может быть сварочная проволока с флюсом, баллон с аргоном, сварочные электроды разных марок.
Сколько стоит подготовка к работам можно поинтересоваться в компаниях, предоставляющих подобные услуги, там же можно узнать, как врезаться в газовую трубу без сварки и есть ли возможность у фирмы сделать такую врезку.
Подготовка к проведению работ
Для сварки газовой трубы и установки ее на место потребуется как можно больше места. Поэтому рекомендуется убрать все что можно вынести из помещений где будут проводиться работы.
Вторым моментом выступает необходимость наличия в помещении хорошего освещения и электросети в 220 вольт. При работе электродуговой, аргонодуговой и MIG/MAGсварки необходимо электричество.
Третье, поскольку будут осуществляться работы по подключению газопроводов необходимо как минимум разрешение на проведение работ, рабочий проект газификации, и уведомление компании и соседей о том, что будет отключен газ.
Если услуги предоставляет компания, имеющая необходимую аккредитацию и разрешение, например, для работы в Москве она сама позаботится обо всех формальностях, вплоть до уведомления соседей.
Разновидности и методы сварки газовых труб
Кроме газосварки для проведения сварочных работ применяются и другие технологии, позволяющие не менее надежно сделать сварку труб газопроводов в квартире.
Аргонодуговая сварка
Принцип аргонодуговой сварки заключается в расплавлении металлических элементов электрической дугой в среде инертного газа. Для работы используется неплавкий электрод, через который проходит электрический ток большой мощности. Свариваемые поверхности под действием тока расплавляются и соединяются в одно целое. Спецификой этой операции является то, что весь процесс происходит без доступа атмосферного воздуха. Он при возникновении электрической дуги вытисняется аргоном и таким образом формируется безвоздушное пространство.
При работах аргонодуговой сваркой, нужно чтобы все плоскости соединяемых участков были как можно точно подогнаны.
 Аргонодуговая сварка
Аргонодуговая сварка
Плюсом этого метода выступает высокое качество сварного шва. Минусом, то, что работать в неудобных положениях, например, с нижней точки нужно уметь, ведь сам электрод довольно большой.
MIG/MAGсварка
Этот вид сварки основан также на принципе соединения деталей электрической дугой в безвоздушном пространстве. Разница заключается в том, что используется сварочная проволока, подаваемая автоматом подачи по специальному рукаву.
Впрочем, это не единственное отличие от других методов. MIG/MAGсварка имеет и различия между собой. Первый тип, MIG- сварка осуществляется в среде инертного газа, а второй MAGсварка в среде активного газа.
Для работы используются специальные сварочные автоматы с подключением газового баллона с аргоном или гелием. Может также быть использована и специальная флюсовая проволока, которая не требует при работе газовой оболочки сварочной ванны, безвоздушное пространство получается при сгорании флюса, что находится на проволоке.
Плюс этой технологии заключается в очень аккуратном и красивом сварочном шве. Ну а минус – это присущий всем электродуговым типам швов появление окалины и зашлаковывание шва.
Электродуговая сварка
Это один из самых простых и надежных видов сварки, применяемых для соединения газовых труб. Он прост и надежен. Правда, при условии, что работы будет делать профессионал или человек, просто умеющий правильно держать в руках электрод.
Принцип работы этого метода заключается в соединении деталей при помощи плавкого электрода. Под действием электрического тока в момент касания трубы электродом возникает электрическая дуга. Под воздействием электрического тока стержень начинает плавиться, а флюсовая обмазка выделять газ, что вытесняет атмосферный воздух. Таким образом, образуется сварочная ванна, в которой металл и электрода, и деталей плавится в единое целое.
 Электродуговая сварка
Электродуговая сварка
Плюс этого вида соединения деталей очевиден – доступность и простота. И сварочные аппараты, и электроды для сварки доступны в любом количестве. А вот что касается минусов, то здесь нужна тренировка и сноровка, те кто не умеет работать за день два правильный шов делать не научатся.
Нюансы сварочных работ в квартире
При проведении работ в новостройке, когда дом еще не заселен и подключен к централизованным сетям газоснабжения больших препятствий для работ нет, главное, чтобы все было сделано согласно проектной документации. Здесь не нужно оповещать соседей и просить управляющую компанию перекрыть газ. Другое дело в квартире где уже стоит мебель, а за стеной живут соседи. Первое на что нужно обратить внимание, это на то, чтобы были правильно оформлены все разрешительные документы. Было разрешение газконторы на установку газового оборудования, было выдано техническое задание на проект газификации и был выполнен сам проект.
Перед началом работ необходимо оповестить всех соседей об отключении газа и перекрыть центральный вентиль. При этом не только перекрыть его, но и снабдить его табличкой, что подача газа остановлена.
После того как будет перекрыт газ необходимо спустить оставшийся газ в трубах и проветрить помещение, этого требуют правила техники безопасности. И только после этого приступать непосредственно к работам.
Организуя рабочее место необходимо сделать так, чтобы доступ к месту сварочных и монтажных работ был максимальным. Учитывая то, что при помощи электросварки нет возможности нагревать и гнуть трубы для удобства берутся готовые угловые элементы. Направление наращивания трубопровода ведется от магистральной трубы. Сначала делается врезка, потом установка счетчика, а дальше делается распределительная сеть.
После того как будут завершены все работы делается пробный пуск газа. И при помощи мыльного раствора определяется места утечки газа. При обнаружении мест утечек эти места снова провариваются. Проверка и устранение утечек делается до тех пор, пока газопровод не будет герметичным.
Техника безопасности
Работа с электрооборудованием и взрывоопасным газом должна проводиться после отключения газа. Газопровод должен быть очищен от остатков газа, а помещение проветрено. При работе нужно постоянно проветривать помещение от продуктов горения и газов, образовавшихся в процессе плавки металла.
Делать врезку в магистральную трубу должен квалифицированный сварщик, имеющий соответствующий допуск. Не допускается работать с газопроводом под давлением.
При работах рекомендуется использовать асбестовое одеяло или экран из негорючего материала, для защиты декоративного покрытия от воздействия пламени и температуры.
Сварка аргоном – особенности технологии и сварочное оборудование
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
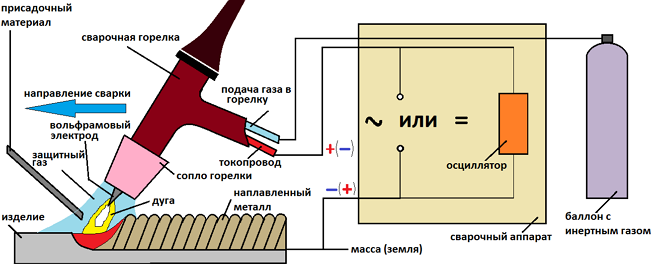
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
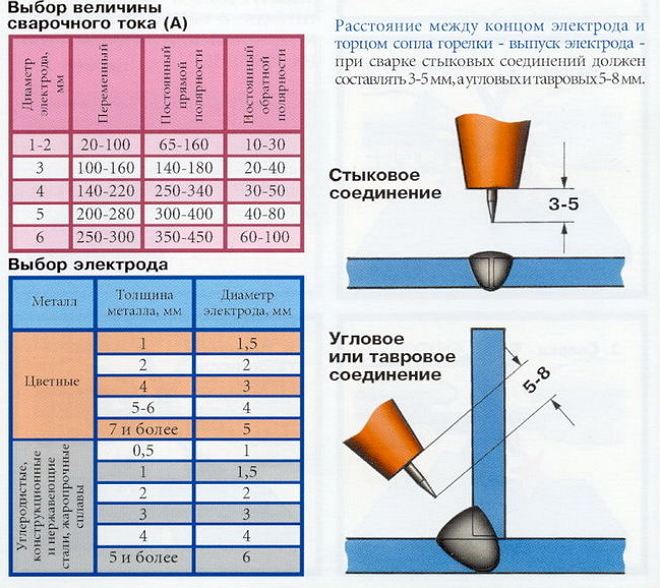
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.
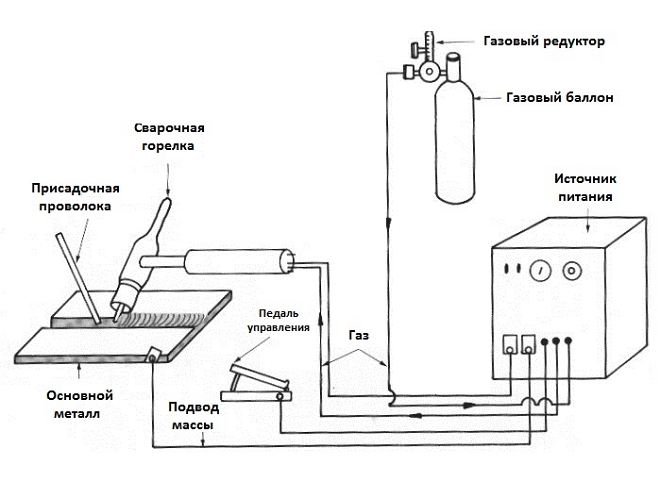
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона
- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.
 Примерная стоимость сварочной проволоки на Яндекс.маркет
Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
| Толщина материала | Диаметр электрода, мм | Сила тока, А |
| от 0,3 до 0,7 | 1,6 | 40 |
| от 0,8 до 1,2 | 1,6 | от 60 до 80 |
| от 1,5 до 2,0 | 2 | от 80 до 120 |
| от 2,5 до 3,5 | 3 | от 150 до 200 |
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Аргонодуговая сварка: принцип, технология, применение и особенности

Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка. Сейчас правильным названием считается следующее выражение: «сварка неплавящимся электродом в среде защитного газа».
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
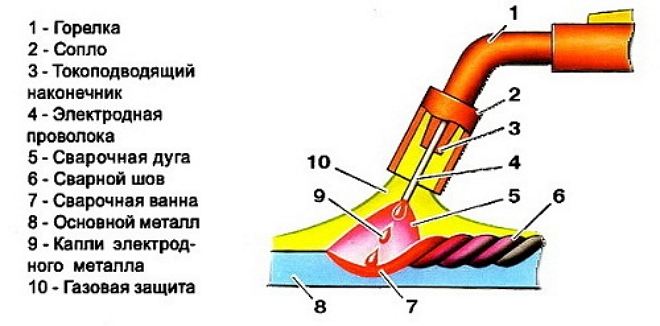
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки – малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
Особенности метода аргоновой сварки, его плюсы и минусы
 При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
- Принципы сварки аргоном
- Основные особенности
- Оборудование и оснащение
- Выбор режима
- Плюсы и минусы метода
Принципы сварки аргоном
 Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов. Данное обстоятельство негативно отражается на качестве формируемого сварного шва, который в итоге получается непрочным, с порами в структуре — воздушными пузырьками, значительно ослабляющими соединение. Еще хуже на алюминий, расплавленный при сварке, влияет окружающий воздух. Под воздействием кислорода из окружающего пространства начинается горение металла.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности
 Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:
 Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
 Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
 Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В). Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима
 Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.
 Для выбора параметра рекомендуется обратиться к специальной литературе.
Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:
- Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.
 Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.





