Правила заточки ленточных пил по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
![]()
- Характерные особенности
- Что нужно знать об углах заточки зубьев
- Как правильно заточить ленточную пилу
- Разводка
- Заточка
- Распространённые ошибки
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
![]()
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
![]()
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
![]()
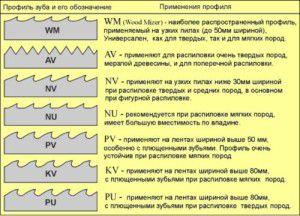
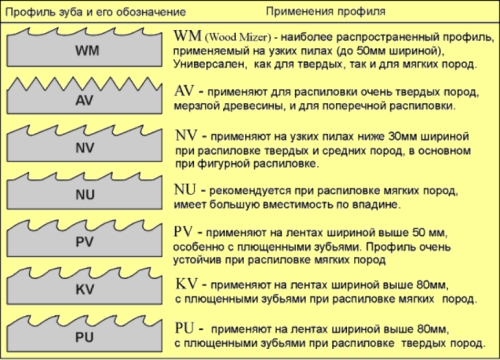
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
![]()
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
![]()
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
![]()
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
![]()
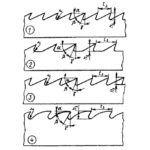
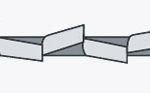
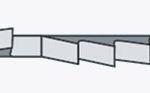
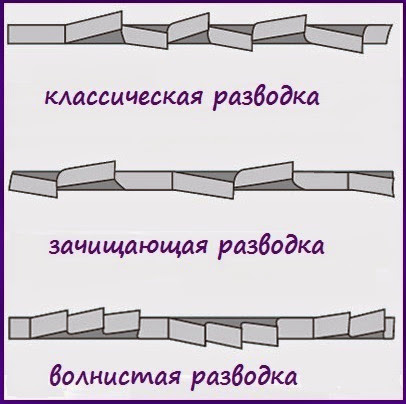
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
![]()
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
![]()
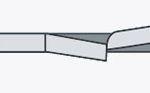
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
![]()
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
![]()
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Развод и заточка ленточных пил по дереву своими руками
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы

Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
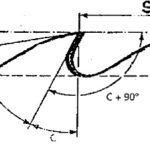
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.

Разводка ленточной пилы

Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
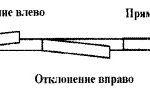
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.

Рекомендации по заточке

Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Заточка и разводка ленточных пил, видео и фото

Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Конструктивные особенности ленточных пил
- , которая обладает твердостью от 40 до 46 HRC.
- . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- .
Обратите внимание!
Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Рекомендации по заточке
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Угол заточки ленточных пил таблица. Инструкция по эксплуатации ленточных пил
Ленточные пилы являются неотъемлемым элементом одноименных станков, предназначенных для обработки различных материалов. Режущие детали в процессе работы постоянно подвергаются усиленным нагрузкам, вследствие чего затупляются и время от времени требуют заточки. Заточка ленточной пилы может осуществляться в специализированной мастерской или же в домашних условиях при соблюдении определенной технологии и наличии соответствующих приспособлений. Для того чтобы правильно выполнить заточку пильного полотна, необходимо знать особенности его конструкции и разбираться в отличиях ленточных резаков. В нашей статье мы расскажем, как правильно заточить затупленный инструмент и вернуть ему прежнюю остроту.
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали, которая обладает твердостью от 40 до 46 HRC.

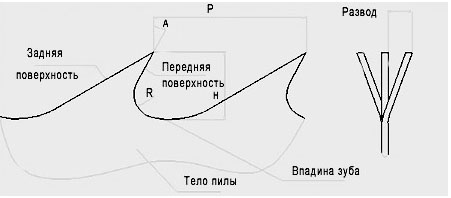
Элементы зубца.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов. При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера. При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало.
Обратите внимание! Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно. Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
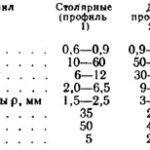
| Характеристики пилы |
Столярные приспособления (1 профиль) |
Делительные аналоги | Для распила бревен и брусьев (4 профиль) |
||
| 2 профиль | 3 профиль | ||||
| Толщина у полотна, в мм | 0.6-0.9 | 0.9-1.2 | 0.9-1.2 | 1.4-2.2 | |
| Ширина у полотна, в мм | 10-60 | 50-175 | 50-175 | 230-350 | |
| Шаг зубчиков, в мм | 6-12 | 30-50 | 30-50 | 50-80 | |
| Высота зубчиков, в мм | 2-6.5 | 9-13 | 7.5-15 | 16-24 | |
| Радиус округления у впадины, в мм | 1.5-2.5 | 3-4 | 3-4 | 5-8 | |
| Угол задний, в град. | 35 | 20 | 15 | 12 | |
| Угол заточки, в град. | 50 | 45 | 45 | 53 | |
| Угол передний, в град. | 5 | 25 | 30 | 25 | |
Зубья и углы их заточки
Ленточные пилы имеют различную геометрию зубьев: на нее влияют свойства и тип распиливаемого материала. Так, для работы с древесиной применяют пилу столярную, для разделки бревен, делительную. У каждого вида, соответственно своя геометрия зуба.
У ленточных пил, предназначенных для работы с древесиной, угол заточки определяется производителем, но характерно следующее – чем тверже материал, тем передний угол должен быть меньшим.
Для пил с постоянным шагом зубьев при работе с металлом характерны две формы зубьев
– «положительный передний угол» и стандартная. Стандартные зубья применяются для работы с тонкостенными материалами, а зубья с положительными передним углом – для распила толстостенного металла.
Для заготовок с малой толщенной стенок (трубы, листовой прокат) используют пилы с малым шагом зубьев – в противном случае существует риск сломать или повредить зуб. С толстостенными заготовками лучше работать инструментом с небольшим числом зубьев на дюйм.
Чтобы убрать эффект колебаний, ряд пил изготавливают с переменным шагом зубьев.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра. Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней. В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
Обратите внимание! Есть распространенное мнение среди самодеятельных мастеров, что особой нужды снимать возникающие в ходе обработки заусенцы нет. Оно в корне неверно, так в полотне могут возникнуть микроскопические трещины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Заточка ленточной пилы
- 1
- 2
- 3
- 4
- 5
Пожалуй, как и любой часто используемый инструмент, ленточная пила имеет свою область применения, где ей почти нет равных. В этой статье мы в этом убедимся, рассмотрев различные параметры инструмента. А, главное, узнаем особенности заточки ленточной пилы.

Итак, начну с общего описания ленточной пилы.
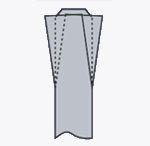
Ленточная пила имеет вид полотна, имеющего зубчатую кромку, соединенного в непрерывную ленту. Проще говоря, этот инструмент ни что иное, как замкнутая лента с зубьями .

А чтобы убедиться в том, что ленточная пила весьма значимый режущий инструмент, предлагаю рассмотреть его основные достоинства.
Достоинства ленточной пилы
В первую очередь, самый значимый плюс – ширина пропила инструмента. И действительно, сложно не заметить, что она значительно меньше, нежели чем у дисковых инструментов. И если для пиления бюджетной древесины этот момент сущий пустяк, то для резания ценных пород древесины и элитного материала лучше использовать, по понятной причине, ленточные пилы.

Да и потом, помимо этого ленточной пилой возможна нарезка любых заготовок. К тому же, инструмент обладает приличной скоростью работы и высоким качеством поверхности среза.
Но, безусловно, для ощущения всех этих достоинств необходимо ответственно подойти к заточке и разводке ленточной пилы.
Материал для изготовления ленточных пил
Ленточная пила для древесины изготавливается из инструментальной стали твердостью 45 HRC, а для металла в основу берут стали В2Ф, 9ХФ ,C75, Uddeholm UHB 15 и др, для углеродистых сталей в основе режущего инструмента инструментальная сталь, при этом, проводится закалка зубьев для которой используются токи высокой частоты.
Хотелось бы отметить, что для нарезки металла можно использовать и биметаллическую пилу, которая после закалки обладает твердостью 65-69 HRC.

Разобравшись немного с материалами, из которых изготавливают ленточные пилы, плавно перейдем к зубьям режущего инструмента и их заточке.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- – столярные;
- – делительные;
- – для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму – стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут б ыть и где они, эти самые профили, применимы.

Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.

Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Разводка ленточной пилы
Задача разводки состоит в отгибе зубьев в стороны, чтобы предотвратить сжатие полотна инструмента и уменьшить трение.
Существуют несколько видов разводки:
- – с помощью классической разводки мы получаем зубья, которые отгибаются вправо и влево поочередно;
- – с помощью зачищающей разводки первоначальную позицию сохраняет каждый 3й зуб;
- – с помощью волнистой разводки каждому зубу присвоена своя величина отгиба (тем самым и образуется волна).
Важно знать, что при разводе осуществляют отгиб части зуба (треть, либо две трети от вершины), но никак не всего зуба.
Далее, наконец-то поговорим о заточке ленточной пилы.
Заточка ленточной пилы
Для предотвращения разрыва инструмента во время работы, необходимо соблюдать правила заточки.
Твердость зубьев определяет круг, который будет использоваться для заточки. Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.

Обычно, применяют формы:
- – профильные;
- – чашечные;
- – плоские;
- – тарельчатые.
Перед тем, как перейти непосредственно к работам по заточке, необходимо дать пиле повисеть 10-12 часов в вывернутом состоянии.
Выделяют два основных способа заточки ленточной пилы.
1 способ
Именуется как полнопрофильная заточка. Производиться на автоматическом станке, что сразу же обозначает, что заточка будет качественной. Принцип заточки основан на прохождении всей межзубовой впадины с соответствующими поверхностями соседних зубьев в одно движение эльборовым кругом, который подбирают по форме непосредственно. Из этого следует, что угловатые формы у основания зубьев мы не получим. Это просто исключено.
Часто применяются круги, абразив которого могут составить – электрокорунд, эльбор или алмазное напыление.

Пожалуй, единственный существенный минус этого способа это то, что для разнопрофильных пил нужны различные круги.
2 способ
Характеризуется заточкой граней зубьев. Может осуществляться используя станок, тогда идет опять подборка круга. Ручная же обработка производится гравером или на обычном станке с соблюдением техники безопасности, либо используя надфиль (его суть – произвести несколько движений по передней или задней поверхности зубьев)
Чтобы заточить ленточную пилу своими руками, необходимо:
- – исключить сильный нажим круга;
- – обеспечить равномерный съем металла по профилю зуба;
- – обеспечить сохранность высоты, а также, профиля зуба;
- – контролировать отсутствие заусенцев;
- – использовать охлаждающую жидкость.
При наличии зазубрин на поверхности зуба, пила будет быстро затупляться. Поэтому важно иметь гладкую поверхность зубьев. Также необходимо, чтобы радиус у основания зуба сохранялся. Это нужно для предотвращения возникновения трещин и разрыва полотна.
Пилу следует точить, как только появляется заметное усилие для перемещения ее в древесине. Большинство деревообработчиков с удовольствием тодточат инструмент, но могут и обратиться к профессионалу, если требуется развод зубьев. Делать развод следует через 4-5 заточек или если пила “уходит” от намечеиноzо направления из-за неправильною развода. Зубья, закаленные электрическим способом, ручной заточке не подлежат, а затупленные сменные полотна для тонкой работы просто выбрасываются.
Напильники для заточки пил
Режущая кромка каждого зуба обрабатывается трехгранным напильником. Грань напильника должна быть приблизительно вдвое выше зуба.
Направляющее устройство для заточки пил
Это приспособление гарантирует однообразие угла и глубины заточки шипорезных и других ручных пил.
Оправка для развода зубьев
Оправка для развода отклонит кончик зуба на строго определенный угол. Сближение рукояток толкает плунжер, который прижимает зуб к упору с наклоном. Упор имеет градуировку, показывающую размер зуба, которому соответствует тот или иной угол развода. Пилу с мелкими зубьями рекомендуется разводить у специалиста.
Зажим для заточки пилы
При заточке пила должна быть надежно закреплена, иначе она будет шумно вибрировать и выбивать напильник из углубления между зубьев. Сделайте импровизированный зажим из двух обрезанных по длине полотна брусков, с формой, “обходящей” ручку. Зажмите пилу между брусками в тиски верстака. При необходимости с одного конца воспользуйтесь струбциной.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.
Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод зубьев пилы
Если пила начинает выгибаться или застревать в пропиле, сделайте новый развод зубьев. Подготовьте оправку к работе: ослабьте запорный винт и поверните упор, совместив указанный на нем размер зуба (соотетствующий вашей пиле) с меткой на приспособлении. Затяните запорный винт, сделайте развод каждого зуба, который должен быть отклонен от вас. Переверните пилу и повторите операцию с другими зубьями. Проверьте, не пропустили ли вы какой-то зуб, держа пилу на уровне глаз зубьями от себя.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.
Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.
Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.
Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.
Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Станок для заточки ленточных пил своими руками
Как выбрать полотно для ленточной пилы по дереву и по металлу? Чем и как можно заточить ленточную пилу в домашних условиях.
- Сфера работы
- Механизмы и станки для заточки ленточной пилы
- Популярные модели
- Устройство заточного станка
- Описание
- Особенности
- VIP-объявления
- Домашняя мастерская – это не цех по производству мебели, и просто нереально иметь в ней весь спектр нужных станков. Поэтому, часто приходится приспосабливать какие-то инструменты под определенные задачи, и часто получаются самодельные станки не уступающие по качеству заводским.
- 1 – Простая циркулярная пила из обычной дрели
- 2 – Очень простой мини шлифовальный станок
- 3 – Простая направляющая для ручной циркулярной пилы
- 4 – Делаем ручной фрезер из обычной дрели
- 5 – Простой распиловочный станок из ручной циркулярной пилы
- 6 – Распиловочный станок из лобзика
- 7 – Простой сверлильный станок из шуруповерта
- 8 – Большой сверлильный станок из дрели
- 9 – Ленточная пила из электролобзика
- 10 – Ленточный шлифовальный станок из дрели
- 11 – Токарный станок из дрели
- Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
- Комментарии • 32
- Принцип действия
- Технические характеристики
- Чем можно заточить?
- Характерные особенности
- Подготовка приспособления к работе
- Разводка инструмента
- Заточка пилы
- Методы затачивания
- Преимущества покупки в КАМИ
- Производители и лучшие модели
- GM 104S
- АЗУ 007
- Тайга
- OWM-4
- OS-2M
- AstronFP
- ПЗСЛ 30/60 «Профи»
Сфера работы
Актуальны для лесопиления, мебельной и столярной отрасли, где используется бревнопильное и делительное оборудование или в профессиональных сервисных центрах.
- Заточка профиля пилы;
- Формирование геометрии зубьев пилы;
- Снятие точек напряжения и устранение микротрещин.
Заточной станок для ленточных пил прост в эксплуатации – на современных моделях предусмотрена автоматическая заточка пилы эльборовым кругом.
Правильно обслуженный инструмент работает в несколько раз больше, а распиловочное оборудование с ним достигает наибольшей производительности.
Механизмы и станки для заточки ленточной пилы
Использование ленточных пил для распиливания древесины и других материалов обеспечивает получение минимальных потерь в процессе обработки и увеличивает производительность труда. Циркулярные пилы имеют меньшую производительность и более низкий коэффициент полезного использования материала.
Средняя, заявленная различными изготовителями ленточных пил производительность режущего инструмента, до разрыва должна соответствовать объему распилки более 60 м³ леса кругляка.
При затуплении или неправильной заточке рабочей части зуба пилы производительность процесса резко падает. После пропила на поверхности обрабатываемой древесины появляется большая волна, пила рвется. Что на нет сводит все преимущества таких пил.
Чтобы правильно заточить ленточную пилу, необходимо в первую очередь восстановить разводку зубьев рабочего полотна. Для этой операции используют разводной станок, который позволяет точно разводить каждый зуб на необходимый угол. Он позволяет отгибать треть или 2/3 высоты зуба, восстанавливая изначальный профиль инструмента.
Для обеспечения высоких прочностных и износоустойчивых свойств полотно пилы состоит из 2 частей, сваренных между собой. Основное полотно изготавливается из пружинистой стали, способной выдерживать сильные динамические нагрузки. Режущая поверхность инструмента делается из инструментальной стали, повышенной прочности и износоустойчивости, с большим содержанием вольфрама и кобальта.
Так как твердость материала режущей кромки пилы выше 45 HRS, для ее заточки применяют корундовые, алмазные и эльборовые круги. При заточке боразоновый (эльборовый) круг предпочтительнее алмазного, хотя его твердость ниже на 10-20%, чем у алмазного, но зато химическая и термическая стойкость выше в 2 раза.
Боразон — это зарегистрированная американской фирмой «Дженерал Электрик» торговая марка технического кубического нитрида бора, а эльбор — синтезированный в СССР материал, имеющий такую же химическую формулу, но изготовленный по другой технологии. Эксперты считают, что заточные круги, изготовленные из российского эльбора, более качественные и износостойкие.
Конструктивные отличия станков для заточки ленточных пил:
- устройства с ручным приводом, которые посредством воздействия вращающегося абразивного круга на зуб, восстанавливают остроту его кромки;
- установки с механической системой автоматизации процесса заточки, позволяющей настраивать необходимые параметры процесса;
- автоматизированные центры, управляемые компьютерными системами.
Революцию в технологии заточки ленточных пил произвела фирма Wood-Mizer, предложившая способ, при котором профильный боразоновый круг за 1 проход восстанавливает как профиль зуба, так и его остроту. Недостаток этого метода — необходимо иметь свой круг для каждого профиля зуба пилы.
На рынке представлены заточные устройства для ленточных пил в 3 ценовых сегментах:
- 15 000-30 000 руб. — достаточно дешевые станки. Сюда входят заточные механизмы с плоскими кругами, которые затачивают режущую кромку зуба. Упрощенный вариант устройства с диском для профильной заточки зуба.
- 85 000-130 000 руб. — дорогие копии Wood-Mizer устройств и станки оригинальной фирмы.
- 60 000-65 000 руб. — российский станок, разработанный в фирме «Вестрон».
Первая категория оборудования не обеспечивает полнопрофильную проточку межзубового паза при заточке плоским кругом, тем самым снижая ресурс пилы до распилки 15-20 м³ леса кругляка. Упрощенные варианты станков для заточки пил по дереву с полнопрофильным кругом страдают наличием больших люфтов, которые приводят к биению круга и, как следствие этого, получению неправильной заточки и быстрому выходу эльборового круга из строя.

Во второй категории лучше покупать оригинальные вудмайзеровские станки.
В третью группу входят российские станки, изготовленные в компании «Вестрон» с оптимальной стоимостью и характеристиками, превышающими иностранные аналоги:
- разнопрофильные эльборовые диски имеет износостойкость, на 30-40% превышающую иностранные аналоги;
- эргономичная, продуманная настройка устройства заточки пил, позволяющая правильно заточить профиль зуба инструмента.
Популярные модели
На российском рынке в рейтинге популярных моделей станков для заточки пил на престижных позициях находятся бюджетные станки от воронежской компании «ХИТ», выпускающей линейку оборудования под маркой АЗУ-02. Также фирма производит станки для разводки зубьев РУ-04/08М, -05, -07. В более дорогом ценовом сегменте лидирует модель ПЗСЛ30 60 ПРОФИ, разработанная в подмосковной компании «Вестрон».

Устройство заточного станка
Полуавтоматический станок, позволяющий затачивать кромки зубьев пилы, представляет собой конструкцию, состоящую из основания, на котором закреплен абразивный инструмент с приводом, копир, отслеживающий профиль зуба, толкатель, система регулирующих штанг, система жидкостного охлаждения и пульт с органами управления установкой.
Абразивный инструмент производит поступательное движение вверх — вниз, посредством регулировочного устройства оператор может изменить угол наклона заточного инструмента. Копир обеспечивает управление движением абразивного круга в соответствии с профилем режущей кромки зуба, и задает продольное смещение полотна пилы в зависимости от расстояния между зубьями.
Для заточки режущей кромки пил по металлу необходимо настроить оборудование, изменив органами управления угол заточки зуба.


Описание

Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Особенности
Пила такого вида представляет собой замкнутую ленту из зубьев. Данная конструкция имеет ряд преимуществ перед другими пилами.
Ленточная пила полезна в тех ситуациях, когда необходимо разделать какое-либо дорогостоящее сырье, так как зубья создают аккуратное и узкое место пропила, сохраняя тем самым максимальное количество материала невредимым. К примеру, можно использовать ленточную пилу по дереву во время работы с материалами из ценной древесины.
Если правильно и с постоянной периодичностью производить заточку зубьев такой пилы, тогда инструмент будет качественно выполнять свою задачу, а именно: моментально, аккуратно и с небольшим количеством отходов нарезать детали практически из любого материала.
Пошаговая инструкция по запуску газового котла: руководство + полезные рекомендации по эксплуатации
Самостоятельный запуск котла осуществляется после простоя вне отопительного сезона, отключения горелки автоматикой, затухания от ветра или после ремонтных работ. Первичную пуско-наладку нового газового котла обычно проводит специалист, который поставит печать и отметку в паспорте котлоагрегата. Без нее гарантия на котел недействительна.
Но, даже запуск уже настроенного ранее котла — не простой процесс, в инструкции по эксплуатации водогрейных котлов требуется более тщательный подход: заполнение системы, спуск воздуха, опрессовка и контроль приборов диагностики. Все эти манипуляции необходимы для избежания неполадок и аварийных отключений во время отопительного сезона.

Первый запуск котла: начало
Первичный запуск позволяет оценить состояние системы отопления.
В случае проблем при самостоятельном включении сервисный центр может отказать в гарантии. Возможно, лучшим решением станет обращение к специалисту.
Во всяком случае осуществлять подсоединение к газопроводу должен специалист. Установка и обвязка техники проводится строго по схеме. Важно соблюдать требования к помещению для настенного и напольного котла, расстоянию от стены и пола. Если все монтажные работы успешно завершены, приступайте к следующему этапу.

Наполнение системы водой
Чтобы жидкость поступала в систему, нужно открыть водный вентиль. Расположен он в нижней части корпуса. Точнее вы можете посмотреть в инструкции по эксплуатации вашей модели Аристон, Протерм, Навьен (Navien).
Откручивайте вентиль постепенно, вода не должна поступать резко, иначе возникнет воздушная пробка. Как следствие начнутся проблемы с обогревом. Во время заполнения следите за показаниями манометра. Как только значения достигнут 2-2,5 Атм, закройте кран.

Работы с водой должны проводиться в теплое время года, иначе жидкость будет образовывать пробки. Если на улице минусовая температура, прогрейте помещение до +20 градусов.
После установки и заполнения двухконтурного или одноконтурного котла отопления займитесь удалением оставшегося воздуха в трубах.
Стравливание воздуха из системы
Автоматически включающаяся техника может обладать функцией сброса воздуха. Но эффективнее провести работы самостоятельно. Если вы хотите, чтобы в помещении поддерживалась стабильная температура, тогда исключите вероятность пробок в трубопроводе. Это актуально для моделей старого и нового образца.
Процесс начинайте с радиаторов. Откройте расположенные на них краны Маевского.

Предварительно подставьте емкости, потому что с воздухом будет стекать вода. Как только прекратится свист и шипение — можно закрывать краны.
Стравливание начинается с батареи, которая расположена выше остальных.
Прежде чем запустить котел, удалите воздух из насоса. Можно ли сделать это самому? Проводить первое стравливание лучше вручную несмотря на автоматику. Как поступить:
- Демонтируйте корпус, открутив винты;

Отслеживайте показатели манометра. Если давление снизилось, долейте жидкость в контур.
Важный момент — настройка батарей. Дальние радиаторы включаются на максимум, а ближние на минимум. Как только комфортный показатель будет достигнут, приступайте к следующему этапу.
Опрессовка контура
Во время запуска этот этап часто игнорируется пользователями. А зря! Процедура позволяет сразу выяснить, насколько надежна и герметична система. Судите сами: если протечка случится в разгар отопительного сезона и вы останетесь без тепла, затраты могут оказаться гораздо большими. Все что нужно — это нагнетательный насос под рукой.

Продуйте систему мощным потоком воздуха. Интервал между включениями составляет 10 минут. За это время следите за манометром. Давление начало падать? Значит, есть течь, которую нужно найти и устранить.
Очищение промыванием
Чтобы циркуляции воды в дальнейшем ничего не мешало, откройте все краны на радиаторах. Теперь подавайте жидкость под напором в 4 Бар, предварительно подставив емкости. Поток очистит трубы от ржавчины и осадка. После почистите фильтры от грязи.
Как включить газовый котел?
Система подготовлена, приступайте к запуску независимого котла. Можно ли включать его без газа? Нет, необходимо соблюдать последовательность.
Для навесных агрегатов Bosch, Vaillant, Beretta, Ferroli, Protherm, Celtic и других моделей:
- Включите прибор в розетку;
- Открутите газовый вентиль;
- Нажмите кнопку Пуск (в зависимости от модели может быть другая клавиша. Смотрите в инструкции);
- С помощью кнопок на панели управления «+» или «-» установите нужный температурный режим;

- Горелка с электронным розжигом загорится автоматически при переключении на горячее водоснабжение (ГВС) или отопление. Для пьезорозжига, удерживайте регулятор пламени несколько секунд, после чего нажмите кнопку пьезы.
При первичном запуске внутри газовой магистрали мог скопиться воздух, поэтому розжиг может блокироваться. Чтобы снять блокировку, нажмите клавишу «Перезапуск».
Для парапетных котлов типа Атон включение проводится аналогично. Если есть дистанционное управление, тогда установить режим можно с помощью пульта.
Как правильно включать напольные агрегаты Buderus, Baxi, Lemax, АОГВ, Конорд, Данко, Сиберия и другие:
- Проветрите помещение;
- Убедитесь в наличие тяги в дымоходе;
- Откройте дверцу прибора;

- Селектор управления и температуры должен быть в положении «Выкл»;
- Откройте газовый вентиль;
- Установите селектор в положение пьезорозжига;
- Прижмите селектор на 5 секунд, одновременно нажмите кнопку пьезы. Горелка должна загореться;
- Этой же ручкой отрегулируйте значения температуры.
Можно ли оставлять котел включенным на время отсутствия? Если вы уезжаете из дома на длительное время, просто установите показатели на минимум. Низкая температура и морозы приведут к замерзанию всей системы и прочего оборудования. Металлические трубы может разорвать под давлением, тогда вам придется полностью менять отопительный контур.
Современные агрегаты оснащены контрольными датчиками. После отключения газа они блокируют работу прибора.
Действуйте последовательно и осторожно, соблюдайте правила безопасности. В помощь вам видео о включении:





