Системы вентиляции в частном доме – как правильно сделать

Коттедж без эффективной вентиляционной системы назвать комфортным для проживания сложно. Приток свежего воздуха в него снаружи должен быть постоянным и достаточным, иначе микроклимат в комнатах станет неблагоприятным.
Делается вентиляция в частном доме по одной из двух схем – с естественной либо принудительной тягой. Причем выполнить ее монтаж вполне получится и самостоятельно. А вот проект в отдельных случаях придется заказывать у профессионалов.
Есть упрощенные расчеты устройства воздухообмена в малоэтажных жилых зданиях, но они не всегда подходят. Здесь надо быть максимально внимательным, чтобы все правильно сделать.
Содержание
Виды вентиляционных систем
Все вариации систем вентиляции делятся на два вида:
- Естественные.
- Принудительные (управляемые, механические).
Первые предполагают отсутствие любых механических средств циркуляции воздушных масс по дому. В этом случае все происходит благодаря естественной тяге, образующейся за счет разницы давлений и температур в разных точках системы вентиляции. Работа вторых наоборот обусловлена наличием в их составе воздушных вентиляторов вытяжного либо приточного направления.

Чем отличается естественная и принудительная вентиляции
Естественная
Для создания естественной вентиляции частного дома необходимо лишь проделать в его стенах отдушины и создать вытяжной вентканал. Этот вариант наиболее прост и быстр в реализации. Достаточно еще на стадии строительства коттеджа предусмотреть отверстия для поступления и выхода воздуха. А если здание уже построено, то проделать их в стеновых конструкциях также не слишком сложно.
Среди преимуществ естественной вентиляции особо выделить стоит:
- дешевизну монтажа;
- высокую надежность и полную энергонезависимость системы;
- отсутствие необходимости в сложном обслуживании;
- бесшумность работы.
Естественная вентиляция не перестанет работать при перебоях в электроснабжении. В ней нет механизмов, которые способны сломаться в неподходящий момент или шуметь при функционировании.

Естественная вентиляция с применением вентшахт
В числе недостатков системы вентиляции с естественной тягой:
- отсутствие фильтрации и очистки воздушных масс от пыли, запахов и пыльцы;
- повышение шумности в доме за счет наличия в стенах дополнительных отверстий;
- сложность регулировки вентиляции по объему воздухообмена;
- увеличение потребления тепла на обогрев помещений зимой из-за поступления в больших объемах холодного воздуха с улицы;
- зависимость тяги от внешних атмосферных факторов.
Эту схему вентиляции рекомендуется использовать, когда коттедж стоит далеко от автомагистралей и в чистой местности. То есть там, где нет необходимости в дополнительной очистке приточного уличного воздуха и нет сильного шума. В большинстве остальных случаев стоит присмотреться к варианту с вентилятором.

Естественная вентиляция в доме с мансардой
Принудительная
В отличие от естественной вентиляция в частном доме принудительного типа более эффективна и способна контролировать в помещении не только температуру, но и влажность. Однако стоит она гораздо дороже и требует постоянного электропитания. Главный элемент такой системы – вентилятор в том или ином виде.
Среди достоинств вентиляции с принудительной тягой числятся:
- возможность точной регулировки мощности и настройки иных характеристик системы отдельно для каждой комнаты;
- возможность автоматического контроля помимо температуры также влажности и чистоты комнатного воздуха;
- автономность работы оборудования без необходимости постоянной его ручной подстройки;
- стабильность воздухообмена по всему дому и в каждом помещении отдельно;
- наличие опции подогрева уличного воздуха за счет рекуперации или электрического нагревательного элемента.
Принудительный вариант позволяет более точно контролировать все параметры микроклимата в комнатах. Однако за это придется заплатить не только более высокими издержками на этапе строительства, но и расходами потом при эксплуатации.

Принудительная вентиляция в частном доме
К минусам принудительной вентиляции дома относятся:
- необходимость электроснабжения и затраты на него;
- высокая цена оборудования;
- дополнительные финансовые издержки на обязательное обслуживание электротехники;
- повышенные требования к качеству расчетов и проекта.
Главный нюанс этого варианта – зависимость от электричества. При отключении электропитания вентилятор перестанет работать и толку от всей системы будет ноль. Если в поселке регулярно пропадает напряжение в сети, то при обустройстве вентиляции этого вида необходимо заранее позаботиться о бесперебойнике.
Схемы вентиляции
Схема организации принудительной вентиляции в частном доме может быть:
- приточной (вентилятор работает на приток воздуха в комнаты);
- вытяжной (вентилятор вытягивает воздух на улицу);
- комбинированной приточно-вытяжной.
В первых двух случаях система состоит из вентиляционного канала (на вытяжку либо приток) с вентилятором и фильтрами, который дополняется отдушинами или воздуховодами для естественного тока воздуха. А в третьем вентиляция выстраивается из двух вентканалов, имеющих каждый свой нагнетатель.

Потоки воздуха в частном доме
Приточная
При приточной вентиляции воздух забирается с улицы, очищается и подогревается или охлаждается по необходимости, а только потом подается в помещения. Выход его наружу из коттеджа происходит по обычным вытяжным воздуховодам и через подоконные отдушины. То есть происходит его механическое нагнетание внутрь, а уходит он уже на улицу самостоятельно естественным образом через вентиляционные отверстия, двери и окна.
В самой простой схеме подобная система состоит из одного вентилятор в подсобном помещении и нескольких вентиляционных каналов из этой подсобки до каждой жилой комнаты. Такой вариант позволяет свести к минимуму шум от работающего оборудования и сильно упрощает расчеты.

Воздухообмен в доме в приточной вентиляцией
Если вентиляция устраивается в небольшом по квадратуре частном доме, то описанный выше способ ее организации является наиболее оптимальным. Достаточно правильно рассчитать необходимый воздухообмен и мощность вентилятора.
Монтаж вентиляции после вряд ли вызовет трудности. Воздуховоды для нее обычно делаются из гибких гофрированных труб соответствующего диаметра. А вентиляционное оборудование со всеми фильтрами, ионизаторами и т.п. приобретается в виде готовой установки. Ее надо будет лишь закрепить в выбранном месте и соединить с вентканалами.

Приточный клапан в частном доме
Вытяжная
В вытяжной вентиляции все происходит наоборот. Приток свежего воздуха в дом происходит естественным образом. Для этого обустраиваются отдушины и вентиляционные шахты с отверстиями в стенах. А вот вытягиваются использованные воздушные массы из комнат уже принудительно с помощью механической вытяжки с вентилятором.
Главный недостаток данного варианта – втягивание в дом холода с улицы по зиме вместе с поступающим извне свежим воздухом. Если коттедж построен в местности с холодным климатом и низкими зимними температурами, то компенсировать этот момент придется большим объемом тепла от обогревателей. А это дополнительные траты на отопление.
Однако если поток холодного уличного воздуха пустить не через отдушины непосредственно во внешних стенах, а через подпол, то он по пути до жилых комнат немного нагреется. И проблема будет не такой серьезной. Но при проектировании данный вопрос крайне важно просчитать и все предусмотреть заранее.

Конструктивные особенности вытяжной вентиляции
Приточно-вытяжная
Комбинированный вариант состоит из двух принудительных подсистем. Одна используется на приток воздуха, а вторая на вытяжку. Они могут быть разъединенными, каждая сама по себе, и пересекающимися в рекуператоре.
Это самая сложная в проектировании и устройстве вентиляция. Она требует сложных расчетов и большого количества воздуховодов. Однако используя ее, хозяин коттеджа гарантирует себе максимально комфортный микроклимат в жилище. Такая система позволяет в автоматическом режиме контролировать все параметры комнатного воздуха. Не зря именно ее часто выбирают в качестве одного из элементов «умного дома».
Чтобы снизить издержки на подогреве зимой втягиваемого с улицы воздуха, приточно-вытяжную вентиляцию обычно дополняют рекуператором. Он забирает часть тепла у вытягиваемых из коттеджа масс и отдает его поступающим извне. Это сильно снижает траты на отопление, так как практически вся тепловая энергия остается в жилище и не покидает его.

Как оборудовать приточно-вытяжную вентиляцию в частном доме
Подготовка к монтажу вентиляции частного дома
Правильная вентиляция – это та, что в самом начале грамотно запроектирована. Допущенные в расчетах ошибки потом исправить будет практически невозможно либо слишком дорого. Лучше все изначально сделать по всем правилам.
Это для облицовки цоколя можно взять самые разные материалы. Особых строительных норм здесь нет. А вот проект для системы вентиляции или свайного фундамента должен рассчитываться с соблюдением массы СНиПов и ГОСТов. Иначе долго коттедж не простоит либо жить в нем будет просто некомфортно.
При проектировании домашней вентиляции следует учесть:
- Наличие в помещении плиты или камина.
- Кубатуру каждой комнаты и коттеджа в целом.
- Количество проживающих.
- Необходимость встраивания в систему воздушных фильтров и их тип.
- Индивидуальные архитектурные особенности здания и многое другое.
По нормам в жилых помещениях коттеджа весь объем воздух должен за час меняться минимум один раз (кратность воздухообмена равна «1»). Для подсобок, подвалов и коридоров этот коэффициент уменьшается до «0,2».
В кухне воздух должен меняться со скоростью 60–100 м3/час в зависимости от типа плиты. Причем если последняя газовая, то замена должна производиться с кратностью не ниже трех раз за час по объему кухонного помещения. В санузлах и туалетах воздухообмен должен равняться 25–50 м3/час.

Принудительно-вытяжная вентиляция в кухне
Для внутридомовой канализации вентиляция обустраивается отдельно посредством вывода вентиляционной трубы с общего стояка. Также отдельно рекомендуется обустраивать вентканал для вытяжки над кухонной плитой. Причем сводить воздуховод от нее и из санузла в одной шахте нельзя. Это может привести к выходу канализационных “амбре” в кухню.
При подготовке проекта также надо учесть размеры вентиляционных каналов и их пропускную способность, мощность системы отопления и габариты вентиляторов. Параметров рассчитать придется немало. И все они должны быть точными и безошибочными, иначе эффективность вентиляции получится не такой, как хотелось бы.
Для небольшого одноэтажного домика в несколько комнат подобный расчет можно составить самостоятельно. Надо взять кубатуру комнат и перемножить ее на соответствующие коэффициенты плюс добавить объемы воздухообмена для кухни и туалета.
Однако проект вентиляции для большого дома лучше заказать у специалистов в этой области с соответствующими инженерными познаниями. Здесь цена ошибки может выйти слишком высокой.
Вентиляция своими руками
Имея на руках готовый проект, смонтировать самостоятельно вентиляцию в частном доме не так сложно. Вентканалы собираются из гофрированных труб либо отдельных металлических или из ПВХ элементов прямоугольного сечения. Все это нужно лишь собрать воедино как конструктор.
Для простоты монтажа воздуховодов сейчас выпускаются:
- каналы разной длины и сечения;
- разнообразные соединители с встроенными клапанами и без;
- колена с различными углами поворота;
- тройники и переходы;
- решетки отдушин;
- держатели и подвесы.
Все это надо соединить между собой и с вентиляционной установкой, канальным вентилятором или рекуператором. Сложностей возникнуть должно минимум.

Схема вентиляции в частном доме
Пошагово монтаж производится в следующем порядке:
- Производится разметка отверстий в стенах и перегородках, где по плану будут проходить вентканалы.
- На стенах и потолке наносятся осевые линии будущих воздуховодов с указанием поворотов и ответвлений.
- Размечается место инсталляции вентиляционной установки (для принудительной системы).
- Выполняется сверление стен, а также и крепление подвесов и кронштейнов.
- Производится раскрой каналов и их соединение между собой с фиксацией стыков саморезами и последующим закреплением всей конструкции на держателях.
- Вентиляционные магистрали подсоединяются к оборудованию.
- Устанавливаются диффузоры и решетки.
- Вентиляционная техника подключается к электросети и производится тестирование системы.
Чтобы защитить на улице выходы воздуховодов от мусора и осадков, на них монтируются колпаки, сетки и дефлекторы. При этом уличные участки вентиляционных каналов, шахт и труб подлежат утеплению. Если этого не сделать, то в них будет выпадать конденсат, что неизбежно приведет к проблемам.
Самому сделать вентиляцию в своем коттедже нетрудно. Если на руках есть проект со спецификацией требуемых материалов и планом, то особых сложностей не должно возникнуть.
Главное в завершении работ не забыть установить на фасаде декоративные вставки на выходах вентканалов. Иначе потом даже на сделанных издалека фото домов с сайдингом или иной экстерьерной отделкой эти места выглядят неприглядно. Небольшая не доделанная в конце мелочь, а общий вид она портит сильно.
Смотрите также видео о том, как сделать вентиляцию в частном доме:
Система приточно-вытяжной вентиляции для квартиры
Под вентиляцией подразумевают движение воздуха. Для того чтобы оно состоялось, необходимо побуждение, которое может быть естественным или принудительным. В первом случае это разница температур в отдаленных зонах помещения и вне его, во втором – нагнетание давления с помощью специализированных устройств. Приточная вентиляция в квартире необходима, если естественной недостаточно для создания благоприятного микроклимата. 
Нужна ли приточно-вытяжная вентиляция в квартире?
Человек проводит в закрытых помещениях более 90% своего времени. Там его окружают пыль, пары бытовой химии, продукты сгорания газа и дыхания живых существ. Все это имеет тенденцию накапливаться, поэтому воздух в жилых помещениях может быть на несколько порядков более «грязным», чем на улице.
Для устранения этой неприятности необходимо проветривание квартиры, которое заключается в движении воздушных масс с улицы в комнаты. В холодное время года естественная тяга сильнее, так как значителен перепад температур и давления внутри помещения и снаружи. Летом разница температур минимальна, поэтому полноценное проветривание осложнено отсутствием тяги. Этому способствуют и повсеместно устанавливаемые пластиковые окна, которые наглухо закрывают внутренне пространство квартир от уличных воздушных масс.
Проектная документация любого многоквартирного дома включает систему вентиляции, состоящую из воздуховодов, проложенных в конструктивных элементах здания. В каждой квартире имеются выходы в обособленные вентиляционные каналы. Они необходимы для того, чтобы в помещение не поступали воздушные массы от соседей сверху или снизу. Конечная точка вентканала находится за пределами здания. Таким образом проектировщики предоставляют жильцам систему естественной вентиляции помещений.

В большинстве случаев ее недостаточно для своевременного вывода загрязненного воздуха и поступления свежего. Причин слабой естественной тяги множество:
- одинаковая температура воздуха в помещении и на улице;
- отсутствие перепада давления;
- ошибки в проектировании или монтаже вентиляционной системы;
- отсутствие щелевого проветривания в пластиковых окнах.
В такой ситуации необходимо спровоцировать движение воздушных масс посредством установки специализированных приборов, то есть, сделать принудительную вентиляцию.
Виды систем и их устройство
Под компактной вентиляцией подразумевают смонтированную на основе одного устройства – приточки. Полноценная система состоит из двух воздуховодов и вентиляторов. Если есть необходимость в сохранении тепла, в схему включают рекуператор.
Для того чтобы сделать правильный выбор, ориентируются на такие показатели, как:
- площадь помещения;
- количество проживающих;
- степень герметичности окон.

Специалистами подсчитаны оптимальные значения движения воздушных масс и на основе этих данных приняты нормы, отраженные в СНиП. Согласно им, оптимальные показатели скорости замены воздуха следующие:
- в рабочих кабинетах и офисах – 60 м 3 /час;
- в общественных помещениях с высокой проходимостью – 30-40 м 3 /час;
- в санузлах – 100 м3/час;
- в жилых помещениях – 30 м3/час из расчета на одного жильца;
- для кухонь с электроплитой – 60 м3/час.
Выбирая оборудование для устройства компактной или полноценной вентиляции, ориентируются на технические характеристики приточек и требования СНиП.
Принцип работы и устройство компактной вентиляции

Приточные вентиляторы (приточки) – аппараты, изготовленные в современном стиле и гармонично вписывающиеся в дизайн любого помещения. Функция этих устройств заключается в обеспечении стабильного притока воздуха. Отработанный выводится из помещения через имеющиеся в каждой квартире вентиляционные каналы.
Производители предлагают три вида компактных приточек.
- Механические проветриватели.
- Стеновые клапаны.
- Бризеры.
Приток воздуха могут обеспечить и кондиционеры с соответствующей функцией.
Механические проветриватели на окна
Механические проветриватели предназначены для установки на окна любого вида: пластиковые, деревянные, алюминиевые. Модели могут отличаться конструкционно, но не функционально. Есть устройства, устанавливаемые на поворотно-откидные створки. Эти приборы состоят из двухосновных элементов: 
- электропривод;
- проветриватель.
Принцип работы механизма заключается в выталкивании и втягивании проветривателя. При этом происходит открывание или закрывание створки. Ширина зазора при открывании регулируется посредством фурнитуры оконного блока. Механизмы этого типа оснащены защитой от перегрузки, которая срабатывает, как только створка откроется до заданной ширины зазора.
Дорогостоящие модели механических проветривателей оснащены ПДУ (пультом дистанционного управления) и имеют дополнительные опции:
- быстрое проветривание при нажатии кнопки;
- программирование таймера, с помощью которого устанавливают периодичность и длительность открывания створки;
- автоматическое запирание окна по завершении заданного режима работы (для приборов на червячной передаче).
Разработаны модели механических поветривателей, которые одновременно выполняют функцию ручки створки и устанавливаются на соответствующее ей место. Эти приборы также подлежат программированию, управляются механически и дистанционно. Для повышения функциональности устройств с внешней стороны оконного блока устанавливают датчики дождя и ветра. В соответствии с их данными, прибор будет своевременно открывать или закрывать створку. 
Есть еще один вид механических проветривателей – на червячной передаче. Они устанавливаются на раме распашных окон. Но самые современные из всех видов этих устройств – «невидимые», предназначенные для монтажа на стене под окном. Есть модели, которые можно устанавливать вместо стандартного подоконника. «Невидимые» проветриватели могут быть оснащены противоветровыми клапанами, автоматически закрывать окна в заданном режиме.
Стеновые клапаны
Стеновые капаны – встраиваемые воздуховоды, состоящие из нескольких элементов:
- клапан;
- регулятор;
- фильтр;
- теплоизоляция;
- решетка.
Это компактные устройства, для монтажа которых необходимо высверливание в стене отверстия соответствующего сечению клапана диаметра. Приборы устанавливают рядом с радиаторами отопления (для подогрева поступающего воздуха) или в верхней части стены (для усиления тяги). Более дорогие модели оснащают рекуператорами тепла и вентиляторами.
Бризеры
Бризеры – системы климат-контроля, функция которых состоит в подаче в помещение свежего воздуха. Приточные установки этого типа выполняют несколько функций:

- очищают воздух с помощью системы фильтрации;
- нагнетают воздух в помещение посредством вентилятора;
- нагревают поступающие воздушные массы.
Управляются дистанционно и механически. Монтаж бризеров более прост, чем установка кондиционеров. Оборудование навешивается на стену и подключается к воздуховоду (отверстию в стене).
Принцип работы приточно-вытяжной вентиляции
Принцип работы приточно-вытяжной вентиляции заключается в нагнетании свежего воздуха и вывода загрязненного. Основным моментом работы системы является баланс между подаваемым и выводимым объемом воздуха.
Важный показатель работы вентиляции – скорость потока. Ее высчитывают, беря во внимание, что на 1 м 2 площади помещения приходится 3 м 3 воздуха. Для жилых помещений допустима скорость потока не более 2 м/сек, для санузлов и кухонь – 3-4 м/сек. 
Помимо своей основной функции – перемещение воздушных масс, приточно-вытяжная вентиляция может выполнять несколько дополнительных:
- охлаждение и подогрев воздуха;
- обеззараживание;
- фильтрацию.
Способы устройства принудительной вентиляции
Принудительный воздухообмен в помещении достигается несколькими способами.
- В выходные отверстия вентканалов устанавливают малогабаритные осевые вентиляторы, которые в просторечии называют «вытяжкой». Для небольших помещений (санузел, ванная комната) этого достаточно. Неприятные запахи и избыточная влажность воздуха быстро устранятся. Это локальная механическая вентиляция.
- Устанавливают на стену компактную приточную вентиляцию. Аппараты могут иметь функции рекуператора тепла, фильтрации воздуха от пыли и газов.
- Под потолком квартиры монтируют систему воздуховодов, состоящую из приточного и вытяжного трубопроводов. В каждом их них устанавливают устройства, которые, в зависимости от назначения канала, нагнетают в помещение свежий воздух или выводят грязный на улицу. Это полноценная вентиляция.
Для минимизации потерь тепла в зимнее время года необходима приточно-вытяжная вентиляция для квартиры с рекуперацией воздуха. Эта система обеспечивает такой процесс теплообмена, при котором происходит забор тепла из воздуха, выводящегося из помещения, и его (тепла) передача воздуху, входящему в помещение. Задачу выполняет специальное устройство – рекуператор тепла. 
Приточная вентиляция в квартире своими руками может быть сделана за несколько дней. Но прежде нужно выбрать ее тип и знать все правила монтажа.
Устройство и принцип работы полноценной вентиляции
В отличие от компактной вентиляции, работающей только на приток воздуха, полноценная обеспечивает и его отток. Поэтому второе ее название – приточно-вытяжная вентиляция (ПВВ). Она обеспечивает наиболее комфортные условия в помещении.
Система состоит из нескольких элементов:
- приточный воздуховод;
- вытяжной воздуховод;
- вентиляторы.
- Все элементы системы изготавливают из гипоаллергенных и экологически безопасных материалов.
- На входном отверстии приточного канала устанавливают фильтр, очищающий поступающий воздух.
- В любое время систему можно доукомплектовать устройствами для увлажнения, ионизации, обогрева, обеззараживания поступающего воздуха.
- Простой монтаж.

Компактная или полноценная?
Первое, что нужно сделать, выбирая одну из двух систем вентиляции, – оценить свои финансовые возможности. Устройство принудительной приточно-вытяжной обойдется в несколько раз дороже. Это не единственный «минус» этой системы.
Еще один заключается в том, что она достаточно громоздка и займет немалую площадь под потолком каждой комнаты. Это существенное неудобство для малогабаритных квартир в многоэтажных домах. В остальном приточно-вытяжная по всем параметрам превосходит приточную.
- Обеспечивает стабильный воздухообмен, в то время, как приточная в большей степени передвигает воздух по направлению от стены к стене.
- Для обеспечения качественного воздухообмена с помощью приточки вентиляторы в вытяжных каналах должны работать в постоянном режиме. В ПВВ этом момент регулируется автоматически. При необходимости управляющий блок включает или выключает вентиляторы в обоих воздуховодах.

Можно сделать выводы:
- приточная вентиляция эффективнее естественной;
- приточно-вытяжная эффективнее приточной.
Расчет необходимой мощности и выбор подходящего оборудования
Проектирование системы вентиляции начинается с определения кратности воздухообмена. Этот показатель находят, исходя из объема воздуха в квартире, и норм СНиП, регламентирующих скорость замены воздуха в помещениях разного назначения. Кратность воздухообмена показывает, сколько раз произойдет полная замена воздуха в течение 1 часа в конкретном помещении. 
Находят кратность по каждой комнате и суммируют полученные данные. Результат покажет требуемую производительность оборудования по объему притока воздуха в м³/час.
Следующий шаг – проектирование воздухораспределительной сети. Она состоит из следующих элементов:
- воздуховодов;
- соединителей;
- углов внешних и внутренних;
- разветвителей.
На листке бумаги составляют схему, включающую приточный и вытяжной трубопровод. Чем длиннее трасса, тем более мощные нужны вентиляторы. Скорость потока зависит от диаметра воздуховодов. Для монтажа бытовых приточно-вытяжных систем рекомендованы гибкие воздуховоды диаметром 160-250 см. Средняя скорость потока воздуха в них составляет 4-5 м/с. Вентиляторы выбирают с такой мощностью, чтобы была обеспечена требуемая скорость потока.
Лучшие приточные установки
- AEROPAC SN

Компактный и стильный настенный проветриватель немецкого производства. Оснащен трехступенчатой системой фильтрации воздуха, работает бесшумно. Есть функция пассивного режима, не предусматривающая включение вентилятора.

На передней панели установлено электронное табло, на котором выводятся показатели работы прибора. Работает в нескольких режимах. На максимальном обеспечивает приток воздуха в объеме 140 м³/час.
Бризер с корпусом плоской прямоугольной фирмы, стильным дизайном. Обеспечивает приток воздуха в объеме 20-160 м³/час. Имеет 5 ступеней фильтрации воздуха, оснащен функцией его подогрева. Производитель данного оборудования гарантирует не менее 5 лет безупречной работы бризера.

Приточный клапан Regel-ai
Предназначен для установки на пластиковые окна, монтируется на внутренней стороне рамы между створками. Состоит из двух элементов, которые фиксируют один над другим. Воздух поступает через нижний. Клапан легко устанавливается и обслуживается. Одно из достоинств этого проветривателя – невысокая цена.

Грамотный монтаж системы
На стену
Самое сложное в установке стенового клапана – высверливание отверстия в стене. Эту задачу выполняют двумя способами:
- дробление кирпича или бетона перфоратором;
- формирование отверстия алмазным буром.
Далее выполняют ряд действий: 
- вставляют в отверстие инфильтрационную трубу, предварительно обернув ее слоем гидроизоляционного материала;
- заполняют зазоры между трубой и стенками отверстия монтажной пеной;
- крепят наружную решетку на силикон;
- устанавливают в трубу приточный клапан;
- устанавливают внутри него фильтр;
- фиксируют переднюю панель.
На пластиковые окна
В комплектацию механического проветривателя air-box входят уплотнитель и саморезы, клапан. Модели этого производителя устанавливаются на окна с помощью ножа и отвертки.
- выбирают место установки;
- обрезают в этом месте оконный уплотнитель;
- устанавливают уплотнитель из комплекта проветривателя;
- снимают с клпана пленку;
- устанавливают клапан на уплотнитель;
- фиксируют саморезами.
Приточно-вытяжная вентиляция
Монтаж ПВВ состоит из нескольких этапов. 
- Определяют место установки приточного клапана. Оптимально – 20-40 см над уровнем пола.
- Высверливают в стене отверстие для установки воздуховода.
- Вставляют в отверстие трубу и выводят ее на улицу.
- Используя коленное соединение, наращивают трубу вертикальным отрезком длиной 40 см.
- На верхний торец трубы устанавливают фильтр и защитный колпак.
- Крепят в приточной трубе вентилятор.
- Устанавливают вентилятор в вентканал квартирной системы вентиляции.
- Делают разводку воздуховодов по квартире.
- Подсоединяют воздуховоды к приточному и вытяжному каналу.
Монтаж принудительной вентиляции в квартире можно сделать самостоятельно. Важно правильно выбрать тип системы и необходимое оборудование. Подробные инструкции помогут справиться с этими задачами.
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.

Доводка лезвия рубанка на притирочных брусках
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
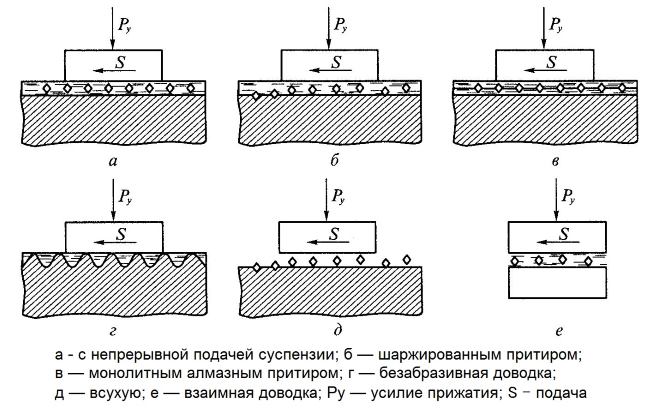
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
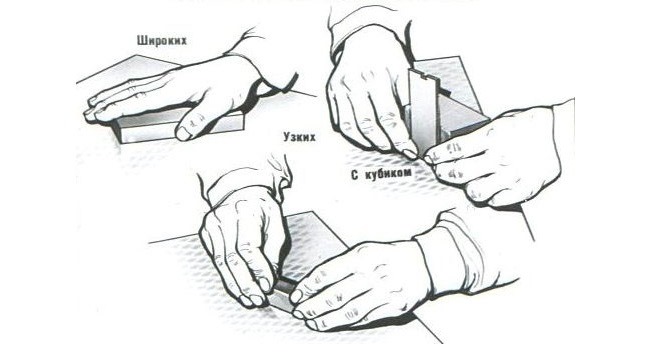
Положение рук при притирке металлических поверхностей
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.

Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.

Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.

Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.

Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.

Распространенные дефекты притирки и способы их устранения
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.

Промышленный притирочный стол
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.

Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.

Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.
Такие станки, обладающие высокой производительностью и обеспечивающие высокое качество притирки, используются в крупносерийном и массовом производстве, поэтому в их конструкциях часто реализованы инновационные технические решения: самоцентрирующиеся центробежные патроны, устройства для автоматической регулировки усилия поджатия и др.
Свойство и назначение гранитной поверочной и разметочной плиты
Поверочные плиты нужны для:
- Поверки деталей с помощью плоской поверхности. Оценивается по величине зазора между плитой и тестируемым предметом.
- Точных разметочных работ. Выполнение чертежей и эскизов запчастей или заготовок, различных шаблонов, проектирование промышленного оборудования.
- Установки и сборки машин и агрегатов. Используется в качестве основания для монтажа аппаратов и производственных линий.
- Настройки и регулировки механизмов. Корректировка направления ножей, движения внутренних компонентов оборудования, которые должны располагаться ровно.
Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов.
Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
Предлагаем 2 типа поверочных плит СтИЗ ГОСТ 10905-86:
- Чугунные
Изготавливаются из серого чугуна, не трескаются при перепадах температуры, если на рабочей поверхности появятся трещины, можно их зашлифовать. Твёрдость материала: 170-290 НВ Прочность на сжатие: 250 Мпа
Плиты из твердокаменных пород габбро и диабаз, не ржавеют, не нужно размагничивать перед использованием. Твёрдость материала: 180–300 HB Прочность на сжатие: 264 Мпа
Плиты различаются по способу шлифовки рабочей поверхности:
- с ручным выравниванием – шабрением,
- с механической обработкой затирочными машинками.
Описание
Принцип действия плит поверочных и разметочных чугунных основан на измерении отклонений от прямолинейности и плоскостности поверхности.
Плиты поверочные и разметочные чугунные выпускаются в следующих модификациях:
1- с ручной шабровкой рабочих поверхностей;
2- с механически обработанными рабочими поверхностями.
У плит размерами 630*400 мм и менее имеются три опорные точки, а у плит размерами свыше 630*400 мм не менее пяти опор.
Общий вид плит поверочных и разметочных чугунных представлен на рисунках 1 и 2.
Предлагаем купить поверочные плиты российского производителя
Продукция прослужит более 30 лет, так как она:
-
Обладает классом точности 0
Вы сможете выполнять любые измерения без ошибок. Все приборы проходят метрологическую проверку по ГОСТ на заводе, при поступлении к нам и перед отправкой клиентам
Выдерживает постоянные нагрузки до тонны
На поверхности не появится трещин и сколов при правильном использовании и соблюдении инструкции по эксплуатации. Не подвергаются деформации под нагрузкой, так как состоят из прочных материалов
Не разрушается от коррозии
Вам не нужно бояться, что инструмент со временем покроется ржавчиной. Чугунные детали закаливают и покрывают антикоррозийным напылением, а гранитные комплектующие вообще не подвержены этому процессу
Имеет матовую поверхность
Вам будет удобно работать. Верхняя часть зашлифована так, чтобы не отбрасывать бликов. В глаза мастера попадает свет, который мешает следить за изготовлением деталей
ХДФ HDF плиты Kronospan Russia Кроношпан Россия
В переводе на русский HDF ХДФ — High Density Fiberboard (древесноволокнистая плита высокой плотности). Материал, полученный методом горячего прессования измельченных древесных волокон. Плита ХДФ HDF является современным аналогом ДВП с улучшенными экологическими и физико-химическими характеристиками. Плиты ХДФ изготавливаются экологически чистым сухим способом производства исключительно из продуктов санитарной вырубки лесов и отходов лесопильных хозяйств. Плотность ХДФ (в отличии от ДВП) превышает плотность МДФ и составляет от 800-1050 кг/м. куб.
Плиты ХДФ HDF однородны по своей структуре и обладают особо плотной и твердой поверхностью. Они отличаются очень высокой стабильностью размеров, высокими прочными характеристиками, прекрасной горизонтальностью и отличными обрабатывающими свойствами. Шлифованные плиты ХДФ HDF имеют такое же применение, как и шлифованные плиты МДФ MDF, с той лишь разницей, что это более тонкий материал (толщина 3-4 мм). Базовым материалом для декорированных плит ХДФ HDF или лакированных плит ХДФ HDF являются шлифованные плиты ХДФ HDF. Они обладают повышенной стойкостью лакированной поверхности на атмосферные условия и химические вещества. Эти плиты легко содержать в чистоте и ухаживать за ними. Шлифованные и декорированные ХДФ HDF легко поддаются распилу, поскольку обладают высокой устойчивостью к механической обработке. Декорированные ХДФ HDF производятся в широкой цветовой гамме.
ХДФ HDF плиты применяются в мебельной промышленности в качестве задних стенок мебели, дна ящиков, внутренних дверей, используются в качестве наполнения мебельных фасадов, дверей-купе для шкафов, в изготовлении различных декоративных вставок в мебельных компонентах, а также идеально подходят для облицовки стен, дверных филёнок, как элементы оформления рекламных интерьеров, в качестве подвесных потолков и др.
Наша Компания предлагает высококачественную продукцию новейшего производственного комплекса в РФ Kronospan Russia
Кроношпан Россия
. Выпускаемая продукция полностью соответствует всем европейским и российским стандартам качества и экологичности, . На текущий момент это лучший в России комплекс по
производству ДСП, ЛДСП, МДФ, ХДФ HDF и OSB ОСП. Отгрузка продукции осуществляется следующими видами транспорта: автотранспорт, ж/д контейнер, ж/д вагон. Для расчета необходимого Вам количества плиты на нашем сайте представлены нормы загрузки . Приобрести необходимую продукцию (подробнее см. в разделе Как купить
) Вы можете по электронной почте в форме заказа по электронной почте или позвонить нашим менеджерам по телефонам (495) 765-9354, (495) 644-788-0. Предоставляем дополнительные скидки крупнооптовым покупателям.
Цена поверочных плит в нашем магазине на 15 % ниже среднерыночной
15 лет сотрудничаем с производителем и предлагаем вам:
- Отгрузку товара за 3 дня. Получите продукцию в любом городе страны. Доставка по Москве собственной курьерской службой, стоимость услуги – от 500 рублей, в зависимости от удаленности, транспортировка по России по тарифам транспортной .
- Подробную консультацию перед покупкой. Вы проконсультируйтесь по любым вопросам, связанным с измерительными приборами. Расскажем, для каких целей подойдет оборудование разного вида и какое необходимо приобрести в вашем случае.
- Особые условия для оптовиков. Купите товары на сумму более 10 000 рублей, получите скидку 10 % на другие заказы, ускоренную отгрузку за 1 день или рассрочку на 14 дней. Подробнее об акциях узнавайте у менеджеров по телефону + 7 (499) 268-15-61
Подберите поверочные плиты СтИЗ для своего производства Перейти в каталог
Разметочная плита. Притирочная плита. Поверочная плита.
УСЛОВИЯ ОПЛАТЫ: наличный и безналичный расчет.
ДОСТАВКА в любой регион России транспортными , «ПЭК», «Аттента» (бывший «Грузовозофф»), «Желдорэкспедиция», «Байкал-Авто», «Скиф-Карго», «ГлавДоставка», «GTD — Кашалот» (бывший «КИТ»), «Энергия», «СДЭК», «DPD», «Pony Express», «DHL».
Стоимость доставки оплачивается покупателем при получении товара в транспортной компании.
ДОСТАВКА В ГОРОДА:
Абакан Адлер Азов Александров Альметьевск Ангарск Апатиты Армавир Архангельск Астрахань Ахтубинск Ачинск Балаково Балашиха Балашов Барнаул Белгород Белогорск Белебей Березники Бийск Биробиджан Благовещенск Борисоглебск Братск Брянск Бугульма Бугуруслан Бузулук Великие Луки Великий Новгород Владивосток Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Вольск Воркута Воронеж Воскресенск Всеволожск Выборг Глазов Горно-Алтайск Грозный Губкин Дербент Дзержинск Димитровград Дмитров Донецк Евпатория Екатеринбург Елец Железнодорожный Забайкальск Зеленоград Зеленодольск Златоуст Иваново Ижевск Инта Иркутск Ишим Ишимбай Йошкар-Ола Казань Калининград Калуга Каменск-Уральский Каменск-Шахтинский Камышин Кемерово Кинешма Керчь Киров Киселевск Клин Коломна Комсомольск-на-Амуре Кострома Котлас Красногорск Краснодар Красноярск Кропоткин Кузнецк Курган Курск Лабинск Липецк Людиново Магадан Магнитогорск Майкоп Махачкала Миасс Москва Мурманск Муром Мытищи Набережные Челны Надым Назрань Нальчик Наро-Фоминск Находка Невинномысск Нерюнгри Нефтекамск Нефтеюганск Нижневартовск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новомосковск Новороссийск Новочебоксарск Новочеркасск Новый Уренгой Ногинск Ноябрьск Обнинск Одинцово Октябрьский Омск Орел Оренбург Орск Пенза Первоуральск Пермь Петрозаводск Петропавловск-Камчатский Печора Подольск Прокопьевск Псков Пушкино Пятигорск Россошь Ростов-на-Дону Рубцовск Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Сатка Севастополь Северодвинск Серов Серпухов Симферополь Смоленск Соликамск Солнечногорск Сочи Ставрополь Старый Оскол Стерлитамак Ступино Суздаль Сургут Сызрань Сыктывкар Таганрог Тамбов Тверь Тихорецк Тольятти Томилино Томск Туапсе Тула Тюмень Улан-Удэ Ульяновск Уссурийск Усть-Илимск Усть-Кут Уфа Ухта Феодосия Хабаровск Ханты-Мансийск Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Чита Шарья Шахты Элиста Энгельс Южно-Сахалинск Якутск Ялта Ярославль
Плиты поверочные и разметочные ГОСТ 10905-86

Плита поверочная 250х250 ручная шабровка
ПЛИТЫ ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ ЧУГУННЫЕ ГОСТ 10905-86
Поверочная плита с нормированной плоскостностью и чистотой поверхности, предназначена для контроля плоскостности деталей по методу «пятен на краску» и «линейных отклонений» и точных разметочных работ. Используется в качестве установочной поверхности при сборке, измерениях и поверках. Изготавливают из чугуна в следующих исполнениях: 1 — плиты с ручной шабровкой рабочих поверхностей; 2 — плиты с механически обработанными рабочими поверхностями.
| Размеры плит, мм | Допуск плоскостности для классов точности, мкм | Масса, кг. | ||||
| исполнение 1 | исполнение 1 и 2 | исполнение 2 | ||||
| 00 | 1 | 2 | 3 | |||
| 100 х 100* | 4 | 8 | 16 | 2 | ||
| 200 х 100* | 5 | 10 | 20 | 4 | ||
| 200 х 200* | 5 | 10 | 20 | 7 | ||
| 250х250 | 2 | 4 | 8 | 16 | 30 | 10 |
| 300 х 200* | 6 | 12 | 24 | 10 | ||
| 300 х 300* | 6 | 12 | 24 | 15 | ||
| 400 х 300* | 6 | 12 | 24 | 23 | ||
| 400х400 | 3 | 6 | 12 | 25 | 50 | 38 |
| 500 х 400* | 6 | 12 | 24 | 42 | ||
| 600 х 400* | 7 | 14 | 28 | 60 | ||
| 600 х 500* | 7 | 14 | 28 | 65 | ||
| 630х400 | 4 | 8 | 16 | 30 | 60 | 65 |
| 800 х 400* | 8 | 16 | 32 | 80 | ||
| 800 х 600* | 8 | 16 | 32 | 80 | ||
| 900 х 600* | 8 | 16 | 32 | 80 | ||
| 1000х630 | 5 | 10 | 20 | 40 | 80 | 350 |
| 1000 х750* | 18 | 36 | 90 | 370 | ||
| 1000 х 1000* | 20 | 39 | 96 | 400 | ||
| 1200 х 1000* | 20 | 39 | 96 | 830 | ||
| 1500 х 1000* | 24 | 48 | 120 | 850 | ||
| 1600х1000 | 6 | 12 | 25 | 50 | 100 | 870 |
| 2000х1000 | 16 | 30 | 60 | 120 | 1100 | |
| 2000 х 1500* | 56 | 140 | 2900 | |||
| 2500х1600 | 16 | 30 | 60 | 120 | 3100 | |
| 2000 х 2000* | 60 | 152 | 230 | |||
| 3000 х 1000* | 168 | 248 | ||||
| 3000 х 1500* | 174 | 254 | ||||
| 3000 х 2000* | 184 | 275 | ||||
| 4000 х 2000* | 219 | 310 | ||||
| 4000 х 3000* | 240 | 360 | ||||
| 6000 х 3000* | 308 | 460 | ||||
*Данные для плит поверочных и разметочных импортного производства.
ПЛИТЫ ЧУГУННЫЕ ПРИТИРОЧНЫЕ
Плита притирочная 250х250
Доводка деталей может осуществляться вручную на притирочных плитах.
Чаще всего доводка необходима при изготовлении измерительного инструмента.
Притирка разделяется на предварительную и окончательную, поэтому для данного вида работ необходимы как минимум две плиты, для предварительной и чистовой притирки соответственно.
| Размеры плит, мм | Допуск плоскостности для классов точности, мкм | Масса, кг. | |
| 1 | |||
| 200×200* | 5 | 10 | 7 |
| 250х250 | 7 | 10 | |
| 300×200* | 6 | 12 | 10 |
| 300×300* | 6 | 12 | 15 |
| 400×400 | 6 | 12 | 40 |
| 500×350* | 12 | 45 | |
| 500×450* | 12 | 47 | |
| 500×500* | 14 | 52 | |
| 600×400* | 14 | 60 | |
| 600×450* | 14 | 62 | |
| 600×500* | 14 | 65 | |
| 630х400 | 10 | 60 | |
| 800×600* | 16 | ||
| 1000х630 | 12 | 300 | |
| 1000х1000 | 12 | 400 | |
*Данные для плит притирочных импортного производства.
ПЛИТЫ ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ ГРАНИТНЫЕ ГОСТ 10905-86
Гранитные поверочные и разметочные плиты износостойкие и долговечны. А их антикоррозийность выступает преимуществом перед чугунными поверочными плитами.
| Размеры плит, мм | Допуск плоскостности для классов точности, мкм | Масса, кг. | |
| 00 | |||
| 250х250 | 2 | 4 | 16,30 |
| 300х300х50 | 3 | 6 | 19 |
| 400х300х70 | 3 | 6 | 25 |
| 400х400х70 | 3,5 | 6,5 | 51 |
| 630х400х100 | 3,5 | 7 | 76 |
| 630х630х100 | 4 | 8 | 155 |
| 800х500х130 | 4 | 8 | 156 |
| 1000х630х130 | 4,5 | 9 | 284 |
| 1000х750х150 | 5 | 9 | 338 |
| 1000х1000х150 | 5 | 10 | 450 |
| 1600х1000х200 | 6 | 12 | 963 |
| 1600х1600х300 | 6,5 | 13 | 2312 |
| 2000х1000х200 | 6,5 | 13 | 1200 |
| 2000х1600х300 | 7 | 14 | 2890 |
| 2500х1600х300 | 8 | 16 | 3612 |
| 3000х2000х500 | 9 | 18 | 9030 |
| 4000х2000х500 | 11 | 22 | 12040 |
| 6000х2000х700 | 15 | 30 | 25284 |
Похожие товары:Глубиномеры индикаторныеМеры измерительные и принадлежности к нимШтангенинструментПлоскопараллельные стеклянные пластины
Виды притирочных плит, их конструкции и использование
При изготовлении разных деталей бывает необходимо получить ровную поверхность. Если обрабатываемая часть имеет маленькую площадь, соизмеримую с размером наждачного полотна, имеющегося в продаже, а точность обработки допустимо контролировать визуально, то выполнить работу несложно на обычном ровном столе, разложив наждачку и притерев на ней заготовку. Но если отклонение при этом не должно превышать микрон, а обрабатываемая поверхность детали имеет большую площадь, то здесь может помочь только изготовленная в заводских условиях специальная притирочная плита.

Виды притирочных плит, их конструкции и использование
Притирочная плита – это специальный инструмент, изготовленный из чугуна или другого твердого материала, применяемый для доводки плоских поверхностей до идеально ровного состояния путем механической притирки с использованием абразивной пасты.
При изготовлении разных деталей бывает необходимо получить ровную поверхность. Если обрабатываемая часть имеет маленькую площадь, соизмеримую с размером наждачного полотна, имеющегося в продаже, а точность обработки допустимо контролировать визуально, то выполнить работу несложно на обычном ровном столе, разложив наждачку и притерев на ней заготовку. Но если отклонение при этом не должно превышать микрон, а обрабатываемая поверхность детали имеет большую площадь, то здесь может помочь только изготовленная в заводских условиях специальная притирочная плита.
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.
Доводка лезвия рубанка на притирочных брусках
Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей. В зависимости от материала, из которого она изготовлена, на ней можно притирать разные по составу изделия. Точность после обработки может не выходить за отклонение в 0.3 мкм относительно заданной геометрии, шероховатость плоскости при этом, получаемая на разных притирах, разная – 0.1–0.025 мкм.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.
Конструктивное устройство
Чугунная притирочная плита состоит из двух основных элементов:
- мощной станины, выполненной в виде полого основания с ребрами жесткости и упорными ножками;
- прецизионной плиты, в поверхность которой интегрирован абразивный материал, либо гладкой притирочной плоскости.
Кроме этого, инструмент может быть снабжен ручками для его перемещения. Варианты для станков часто оборудуют специальными посадочными местами и элементами крепления к основе агрегата.
Использование притирочных плит
Деталь слегка придавливают и круговыми движениями, стараясь не елозить по одному месту, перемещают изделие по плоскости.
Соблюдайте технологию! Чтобы не испортить деталь, нужно избегать ее коробления. Для этого следует контролировать состояние температуры поверхности и при опасности перегрева прекращать процесс до полного остывания изделия.
Процесс работы на притирочных инструментах не связан с большими сложностями с технической точки зрения. Основное, на что нужно обратить здесь особое внимание, – это соблюдение угла плоскости. Особенно это касается притирки торцовых плоскостей. Поэтому лучше объединять такие изделия в пакеты или притирать их, используя вспомогательные бруски.
Если вы знаете, как лучше работать на притирочной плите, какие применять абразивные пасты, или имеете вопросы по теме, напишите в комментариях!
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
Положение рук при притирке металлических поверхностей
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм. Также в корпусе ГБЦ частично находится камера сгорания и проходят различные компоненты с техническими жидкостями — смазкой и антифризом.
Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
Подготовка к шлифовке
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
В каких случаях требуется шлифовка головки блока цилиндров
Если ГБЦ неплотно прилегает к блоку цилиндров, это ведет к проблемам в работе двигателя. Проявляться проблемы могут:
Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Наиболее часто повреждение головки блока цилиндров сопровождается повреждением прокладки. При прогорании прокладки возникнет прорыв газов из камеры сгорания.
Но не только при возникновении проблем в работе двигателя показана шлифовка головки блока цилиндров. Также обязательно такую работу проводят при выполнении любых сложных работ с элементами двигателя, связанными с ГБЦ. Например, шлифовка ГБЦ проводится при замене распределительного вала, прокладки, устранении дефекта гильз и так далее. То есть, всегда, когда ГБЦ снимается, лучше ее отшлифовать перед обратной установкой, тем самым максимально увеличив привалочную плоскость головки блока цилиндров и блока цилиндров.
Также шлифовка ГБЦ может проводиться с целью увеличения мощности двигателя, когда речь идет о тонком тюнинге мотора. Уменьшение высоты головки блока позволяет повысить степень сжатия.
Дефекты прокладки ГБЦ
Ни один производитель не может стопроцентно гарантировать длительный эксплуатационный срок, поскольку на образование дефектов влияет множество факторов – состояние двигателя, модель машины, стиль вождения. Среди основных дефектов стоит выделить пробой и прогар рассматриваемого элемента. Почему прокладка под головку блока цилиндров пробивается, и какие причины могут вызвать прогар?
Пробой прокладки ГБЦ и его причины
Лопнувшую прокладку практически все водители не замечают, пока серьезная поломка не даст о себе знать. Пробою более подвержены детали отечественных авто, поскольку традиционно их качество намного ниже импортных.
О необходимости ремонта может свидетельствовать наличие пара под капотом и шум при работе двигателя, которого ранее не было. Эти признаки пробитой прокладки ГБЦ говорят о наружном пробое.
Внутренний пробой намного опаснее из-за своей незаметности. Обнаружить проблему можно путем измерения компрессии в цилиндрах, а такую диагностику водители часто выполняют, когда троит двигатель.
Также о проблеме свидетельствуют пузырьки воздуха в жидкости радиатора и наличие белого пара в выхлопной трубе. На стыках в моторе может подтекать масло.
Что касается причин, водительская халатность является одной из наиболее распространенных. Рассмотрим их более подробно:
Это интересно: Как прекратить регистрацию автомобиля? Порядок оформления документов в 2021 году
Прогар прокладки ГБЦ и его причины
Что касается прогара, проблемной зоной считается участок между водяной рубашкой и одним из цилиндров. Усугубляясь, прогар распространяется дальше. Среди других возможных вариантов стоит выделить зону между каналом охлаждения и масляным каналом. Если речь идет о новом двигателе, причина прогара единственная, и заключается она в перегреве, даже если он незначительный. Водитель без опыта не обратит внимания на первые симптомы поломки, и только усугубление признаков заставит обратить внимание на проблему.
Поскольку автомобиль будет отправлен на СТО не сразу после того, как прогорела прокладка головки блока цилиндров, а после дальнейшей эксплуатации, прогар не связывается с недавним перегревом, и поиски причин продолжаются в неверном направлении. Незначительный перегрев головки может наблюдаться, если охлаждающая жидкость залита в недостаточном объеме.
Циркуляция в системе позволяет жидкости охлаждаться, однако отвода тепла в необходимом объеме не происходит. Температура жидкости отображается приборами авто, и на первый взгляд все нормально, однако не отображается температура деталей. Следовательно, водитель даже не заметит, как из-за перегрева прогорит прокладка.
Остальные причины относятся к упущениям после проведения ремонтных работ:
Признаки дефектов прокладки ГБЦ
Поскольку речь идет о двух основных дефектах прокладки ГБЦ, признаки их проявления также стоит рассматривать отдельно. Если пробита прокладка головки блока цилиндров, признаки будут следующими:
Следующие изменения в работе машины свидетельствуют о прогаре:
Это интересно: Как выбрать пуско-зарядное устройство для автомобиля? 4 популярных модели бустеров, представленных на рынке
Как проверить прокладку на наличие дефектов?
Перед началом проведения ремонтных работ по замене прокладки ГБЦ рекомендуем проверить ее на наличие повреждений, используя следующие методики:
Материалы пригодные для изготовления притиров
Проверенные на практике материалы для изготовления притиров:
серый чугун низкоуглеродистые стали AISI 1020 Steel, AISI 1010 Steel и т.п. ( Mild (low carbon) steel: approximately 0.05-0.15% carbon content for low carbon steel and 0.16-0.29% carbon content for mild steel e.g. AISI 1018 steel )
композитные материалы ===================== дисперсно-наполненные и армированные фенопласты (резольные пластики ): гетинакс, текстолит, прочее МДФ
природные растительные материалы ================================ дерево: бук, липа
я пишу о том, что сам пробовал на практике.
Буду рад, если Вы поделитесь свои опытом работы с мрамором в роли притира.
Ну и по возможности твое виднение каждого материала если будет время. Плотная керамика это что?
я не учебник пишу, а просто делюсь опытом. Если кому-то что-то непонятно, то есть Интернет с массой справочной информации.
5мм лист акрила увы гнётся- т.е не подходит
Положить на стекло и не давить. Важнее, думаю, кромкой не зарыться на таких материалах. Еще интересно то, что можно плоскость загибать- но это интереснее под шкурку основу делать.
Гранитная плита, используемая для облицовки фасадов. Притирка твердых камней (арканзас, байкалит, белоречит, вашита) происходит много быстрее чем на стекле. Как правило на облицовку идут плиты толщиной не менее 2 см., такая плита не может прогнуться. Ресурс такой плиты очень хорош, и не требуется большой размер притира, как в случае со стеклом. На практике, после многократного использования появилась минимальная выработка около 0,2 мм, теперь на этой плите притираю грубые камни (до #1000 грит), мне минимальная выпуклость на них больше нравиться.
А керамогранит кто пробывал? Вроде увеличенная износостойкость.
А керамогранит кто пробывал? Вроде увеличенная износостойкость.
Я немного строитель, и ни разу не видел керамогранит с нормальной плоскостью, всегда полное отсутствие плоскостности. Но про плитки полированного ничего не могу сказать, не было в руках, может они лучше, но сильно сомневаюсь
не все зерно. так что для бюджетной заточки «на скорую руку», без изысков, китайский кухоник например.
Кстати оч красивое описалово в педивикии:
твёрдая поверхность, стойкая к истиранию (твёрдость матовой поверхности 8 по шкале Мооса) ударная прочность и прочность на изгиб стойкость к воздействию химических веществ низкая подверженность механическим повреждениям, царапинам, и стиранию
Если считаете, что этот вопрос чрезвычайно важен, то создайте новую тему.
Вопрос, считаю, важный. Притиры с одной стороны, с другой- абразивы и их применение, виды. Та же нагура, по идее- абразив на притире из натурального камня. Один притир и несколько нагур- Тенджу, Меджиро и т.д. Суспензия одного камня на другом, искусственный абразив на природном камне. Абразивы на чугунных притирах, стекле. Где взять, как подготовить. У Вас видел пост про минутки- но найти поиском не смог
по Вайнштейну / Курсовая_Поверочные плиты / МИ 2007-89 Рекомендация. ГСИ. Плиты поверочные и разметочные. Методика поверки
Описание
Принцип действия плит поверочных и разметочных чугунных основан на измерении отклонений от прямолинейности и плоскостности поверхности.
Плиты поверочные и разметочные чугунные выпускаются в следующих модификациях:
1- с ручной шабровкой рабочих поверхностей;
2- с механически обработанными рабочими поверхностями.
У плит размерами 630*400 мм и менее имеются три опорные точки, а у плит размерами свыше 630*400 мм не менее пяти опор.
Общий вид плит поверочных и разметочных чугунных представлен на рисунках 1 и 2.
Плиты поверочные, чугунные, класс точности «1», калибровка.
| № | Размер плиты, мм | Точность, мм | Вес плиты (без упаковки), кг |
| 1 | 250х250, м/о | 0,007 | 18,0 |
| 2 | 250х250, р/ш | 0,007 | 18,0 |
| 3 | 400х400, м/о | 0,010 | 40,0 |
| 4 | 400х400, р/ш | 0,010 | 40,0 |
| 5 | 630х400, м/о | 0,010 | 60,0 |
| 6 | 630х400, р/ш | 0,010 | 60,0 |
| 7 | 1000х630, м/о | 0,012 | 300,0 |
| 8 | 1000х630, р/ш | 0,012 | 300,0 |
| 9 | 1500х1000, м/о | 0,015 | 850,0 |
| 10 | 1500х1000, р/ш | 0,015 | 850,0 |
| 11 | 1600х1000, м/о | 0,016 | 870,0 |
| 12 | 1600х1000, р/ш | 0,016 | 870,0 |
| 13 | 2000х1000, м/о | 0,020 | 1100,0 |
| 14 | 2000х1000, р/ш | 0,020 | 1100,0 |
| 15 | 2000х1500, м/о | 0,020 | 2000,0 |
| 16 | 2000х1500, р/ш | 0,020 | 2000,0 |
| 17 | 2500х1500, м/о | 0,025 | 2900,0 |
| 18 | 2500х1500, р/ш | 0,025 | 2900,0 |
Р/Ш — ручная шабровка рабочих поверхностей; М/О — механическая обработка рабочих поверхностей.
Комплектность
Таблица 4 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Плита | — | 1 |
| Ручка | — | 2 |
| Опора регулируемая (в зависимости от размеров плит) | — | 3 или 5 |
| Паспорт | — | 1 |
Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей. В зависимости от материала, из которого она изготовлена, на ней можно притирать разные по составу изделия. Точность после обработки может не выходить за отклонение в 0.3 мкм относительно заданной геометрии, шероховатость плоскости при этом, получаемая на разных притирах, разная – 0.1–0.025 мкм.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
Чугунная плита – самый распространенный вид инструмента для получения ровных поверхностей. Они позволяют достигать точности обработки в пределах 0.0001 миллиметра. Стандартные размеры таких изделий, которые можно встретить в продаже, следующие (размеры даны в метрах):
- 0.25х0.25;
- 0.40х0.40;
- 0.63х0.40;
- 1.00х0.63;
- 1.00х1.00.
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
- из медного материала – для подгонки материалов мягкой структуры;
- из стекла – для высокоточных операций притирки;
- притиры из композитного материала в совокупном использовании с алмазными пастами – для притирки твердосплавных заготовок.
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
Не стоит путать притирочные с другим типом плит. Поверочная и разметочная предназначены не для механической доводки изделий до состояния идеально гладкой плоскости, а для контроля состояния поверхности на предмет ровности. Поверхности таких плит подвергают шабрению машинным или ручным способом. Разметочные и поверочные инструменты, изготовленные из чугуна, бывают нулевого и первого классов точности.
В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.

Поверка
осуществляется по документу МИ 2007-89 «ГСИ. Плиты поверочные и разметочные. Методика поверки», утверждённому Всесоюзным научно-исследовательским институтом метрологии стандартных образцов (ВНИИМСО) 23.06.89 г.
Основные средства поверки:
— линейка металлическая измерительная 1000 мм, регистрационный номер в Федеральном информационном фонде 20048-05;
— образцы шероховатости поверхности (сравнения) модель 1833, регистрационный номер в Федеральном информационном фонде 25019-08;
— угольник поверочный 90° типа УШ, регистрационный номер в Федеральном информационном фонде 666-10;
— щупы, регистрационный номер в Федеральном информационном фонде 369-89;
— плита поверочная и разметочная, регистрационный номер в Федеральном информационном фонде 11605-10;
— линейки поверочные типа ШД, 3 разряда по ГОСТ 8.420-2002, регистрационный номер в Федеральном информационном фонде 3617-10;
— головка измерительная рычажно-зубчатая типа 1ИГ, регистрационный номер в Федеральном информационном фонде 2681-70;
— прибор для измерения твердости по методу Роквелла типа ТР 5006, регистрационный номер в Федеральном информационном фонде 11286-04.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки наносится на свидетельство о поверке СИ или паспорт.
Плиты поверочные
Плиты поверочные – незаменимый инструмент для поверки плоскостности методом «пятен на краску» или «линейные отклонения» для производства предельной точности разметки, а также в роли установочных и опорных плоскостей в процессе поверки, установки или сборки машин, узлов и агрегатов.
Современная промышленность выпускает два типа плит: чугунные и плиты из твердокаменных пород. Каждый вид плит обладает своим списком достоинств, но для каждого вида работ подбирается оптимальный тип плит поверочных и разметочных.
Лучше всего купить плиты поверочные оптом, в этом случае цена на плиты поверочные будет значительно отличаться.
Плиты поверочные и разметочные, изготовленные из чугуна, производятся с высокоточной шабровкой и шлифовкой своих рабочих поверхностей. Они подразделяются на плиты поверочные с ручной шабровкой и плиты с механической обработкой рабочих поверхностей.
Оба типа плиты выливаются из серого литейного чугуна с пластинчатым графитом марки СЧ-18 и достигают своей твердости в 170-290 НВ (твердость металла по Бринеллю) в соответствии с ГОСТ 10905-86.
Серый чугун удобен для литья, прост в обработке и менее хрупок, чем, например, белый чугун. Выбор серого чугуна СЧ-18 для изготовления плит поверочных обусловлен также отличными антифрикционными свойствами этого металла, которые образуются ввиду наличия графита в своей структуре и пористого строения стали.
Плиты поверочные и разметочные из твердокаменных пород имеют больший срок службы, чем плиты поверочные чугунные. Это качество обусловлено материалом, из которого производится этот вид плит. Их изготавливают из твёрдых пород камня, таких как гранит, диорит, диабаз, габбро.
Натуральное происхождение материала обеспечивает плиты поверочные предельно высокой прочностью, сравнительно небольшим коэффициентом расширения при нагревании и достаточно высоким коэффициентом демпфирования (колебания). Они не обладают внутренним напряжением, ведущим к разрушению материала и располагают высокой степенью антикоррозии. Их не нужно размагничивать, а также к числу достоинств этой плиты можно отнести качество обработки рабочей поверхности.
Плита носит матовое покрытие и, в отличие от глянца чугуна, не отсвечивает и не утомляет работника. Плиты поверочные гранитные всегда есть в продаже, так как этот слесарный инструмент находится в числе наиболее востребованных инструментов и их стоимость значительно ниже, чем цена доработки неточно установленной детали.
Отрывок, характеризующий Поверочная плита
– Ерзанька! сестрица! – послышался плачущий, не свой голос Илагина. Ерза не вняла его мольбам. В тот самый момент, как надо было ждать, что она схватит русака, он вихнул и выкатил на рубеж между зеленями и жнивьем. Опять Ерза и Милка, как дышловая пара, выровнялись и стали спеть к зайцу; на рубеже русаку было легче, собаки не так быстро приближались к нему. – Ругай! Ругаюшка! Чистое дело марш! – закричал в это время еще новый голос, и Ругай, красный, горбатый кобель дядюшки, вытягиваясь и выгибая спину, сравнялся с первыми двумя собаками, выдвинулся из за них, наддал с страшным самоотвержением уже над самым зайцем, сбил его с рубежа на зеленя, еще злей наддал другой раз по грязным зеленям, утопая по колена, и только видно было, как он кубарем, пачкая спину в грязь, покатился с зайцем. Звезда собак окружила его. Через минуту все стояли около столпившихся собак. Один счастливый дядюшка слез и отпазанчил. Потряхивая зайца, чтобы стекала кровь, он тревожно оглядывался, бегая глазами, не находя положения рукам и ногам, и говорил, сам не зная с кем и что. «Вот это дело марш… вот собака… вот вытянул всех, и тысячных и рублевых – чистое дело марш!» говорил он, задыхаясь и злобно оглядываясь, как будто ругая кого то, как будто все были его враги, все его обижали, и только теперь наконец ему удалось оправдаться. «Вот вам и тысячные – чистое дело марш!» – Ругай, на пазанку! – говорил он, кидая отрезанную лапку с налипшей землей; – заслужил – чистое дело марш! – Она вымахалась, три угонки дала одна, – говорил Николай, тоже не слушая никого, и не заботясь о том, слушают ли его, или нет. – Да это что же в поперечь! – говорил Илагинский стремянный. – Да, как осеклась, так с угонки всякая дворняшка поймает, – говорил в то же время Илагин, красный, насилу переводивший дух от скачки и волнения. В то же время Наташа, не переводя духа, радостно и восторженно визжала так пронзительно, что в ушах звенело. Она этим визгом выражала всё то, что выражали и другие охотники своим единовременным разговором. И визг этот был так странен, что она сама должна бы была стыдиться этого дикого визга и все бы должны были удивиться ему, ежели бы это было в другое время.
Примечания
Металлическая и каменная линейка с поверкой – в чем особенности?
По материалу можно разделить поверочные линейки на стальные, чугунные, твердокаменные. Стальные модели еще делятся на такие типы: ЛД, ЛТ, ЛЧ, ШП, ШД. Рассмотрим вкратце каждый из указанных видов, в зависимости от их формы и рабочих граней.
- ЛД – лекальные инструменты для поверки, имеют двусторонний скос.
- ЛТ – тот же тип, но уже с тремя гранями.
- ЛЧ – тип аналогичен предыдущему, имеет уже четыре грани.
- ШП – линейки, имеющие прямоугольное сечение и широкую рабочую поверхность.
- И последний тип в этом ряду – ШД. У него двутавровое сечение и аналогичная широкая поверхность, используемая в работе при проверке плоскостей.
К инструментам, производимым из чугуна, относится всего два типа – ШМ (поверхность по типу «мостик») и УТ – угловые с тремя гранями. К твердокаменным инструментам можно отнести следующие подвиды: ШП-ТК (линейки, у которых прямоугольное сечение), ШМ-ТК (снова «мостики» и выполненная широкой рабочая поверхность), УТ-ТК (угловые с тремя гранями). Все упомянутые лекальные линейки выпускают двух классов точности – 0 и 1. Они применяются для произведения контроля прямой линии методом, именуемым «на просвет».
Инструменты типов ШП и ШМ уже идут тремя классами точности (0, 1, 2), благодаря чему возможен контроль прямолинейности и плоскостности (проверка поверхности на краску). Инструменты типов ШМ и УТ, как правило, производятся или с механической обработкой поверхности, которая будет участвовать в работе, или же она выполняется шаброванной. Классы точности – 0, 1, 2, а в конструкции пара пересекающихся поверхностей может образовывать угол в 45, 55, 60 градусов. Используются для того, чтобы одновременно контролировать плоскостность поверхностей, пересекающихся друг с другом, методом «на краску».
Линейки поверочные из пород твердого камня делаются из габбро-диабаза или достаточно твердых пород гранита, обладающего высоким пределом прочности на сжатие. По сравнению с этой разновидностью инструмента линейка металлическая с поверкой (чугунная или стальная) уступает по нескольким важным параметрам. Например, изделия из твердых камней никоим образом не подвержены ржавчине, не поддаются температурным деформациям. К минусам можно отнести то, что такие инструменты имеют гораздо более высокую цену, также их гораздо сложнее ремонтировать.
Виды притирочных плит, их конструкции и использование
Притирочная плита – это специальный инструмент, изготовленный из чугуна или другого твердого материала, применяемый для доводки плоских поверхностей до идеально ровного состояния путем механической притирки с использованием абразивной пасты.

При изготовлении разных деталей бывает необходимо получить ровную поверхность. Если обрабатываемая часть имеет маленькую площадь, соизмеримую с размером наждачного полотна, имеющегося в продаже, а точность обработки допустимо контролировать визуально, то выполнить работу несложно на обычном ровном столе, разложив наждачку и притерев на ней заготовку. Но если отклонение при этом не должно превышать микрон, а обрабатываемая поверхность детали имеет большую площадь, то здесь может помочь только изготовленная в заводских условиях специальная притирочная плита.

Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей. В зависимости от материала, из которого она изготовлена, на ней можно притирать разные по составу изделия. Точность после обработки может не выходить за отклонение в 0.3 мкм относительно заданной геометрии, шероховатость плоскости при этом, получаемая на разных притирах, разная – 0.1–0.025 мкм.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
- 0.25х0.25;
- 0.40х0.40;
- 0.63х0.40;
- 1.00х0.63;
- 1.00х1.00.
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
- из медного материала – для подгонки материалов мягкой структуры;
- из стекла – для высокоточных операций притирки;
- притиры из композитного материала в совокупном использовании с алмазными пастами – для притирки твердосплавных заготовок.
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.

Конструктивное устройство
- мощной станины, выполненной в виде полого основания с ребрами жесткости и упорными ножками;
- прецизионной плиты, в поверхность которой интегрирован абразивный материал, либо гладкой притирочной плоскости.
Кроме этого, инструмент может быть снабжен ручками для его перемещения. Варианты для станков часто оборудуют специальными посадочными местами и элементами крепления к основе агрегата.

Использование притирочных плит
- На установленную плиту наносят абразивный материал в виде пасты или суспензии, после чего его равномерно распределяют по поверхности.
- На подготовленную поверхность обрабатываемой стороной кладут заготовку – она должна полностью умещаться на плоскости и не выходить за нее при выполнении обработки.
Деталь слегка придавливают и круговыми движениями, стараясь не елозить по одному месту, перемещают изделие по плоскости.
- После 10–11 движений в круговом направлении заготовку снимают, а инструмент очищают от остатков порошка для шлифовки.
- Контролируют состояние поверхностей деталей путем визуального осмотра. При видимых недоработках повторно наносят слой абразива и обрабатывают.
- Процесс повторяют до тех пор, пока обрабатываемая сторона не получит равномерный матовый оттенок или не достигнет зеркального состояния.
- После этого необходимо проверить точность плоскости на поверочном инструменте.
- Окончательную доводку изделия рекомендовано делать не на чугунной плите, а на древесном притире с применением раствора из венской извести и спирта.
Соблюдайте технологию! Чтобы не испортить деталь, нужно избегать ее коробления. Для этого следует контролировать состояние температуры поверхности и при опасности перегрева прекращать процесс до полного остывания изделия.
Процесс работы на притирочных инструментах не связан с большими сложностями с технической точки зрения. Основное, на что нужно обратить здесь особое внимание, – это соблюдение угла плоскости. Особенно это касается притирки торцовых плоскостей. Поэтому лучше объединять такие изделия в пакеты или притирать их, используя вспомогательные бруски.
Если вы знаете, как лучше работать на притирочной плите, какие применять абразивные пасты, или имеете вопросы по теме, напишите в комментариях!





