ОСОБЕННОСТИ МОНТАЖА АРМИРОВАННЫХ ТРУБ ИЗ ПОЛИПРОПИЛЕНА (ППР ИЛИ PPR)
В России полипропилен, пожалуй, самый популярный материал, используемый при производстве пластиковых трубопроводов для внутреннего водо- и теплоснабжения. Полипропиленовые трубы еще в конце прошлого столетия начали завоевывать популярность в среде монтажных организаций, проектировщиков и конечных потребителей.
Однако настоящий пластиковый бум на территории бывшего СССР ожидается к началу следующего десятилетия. А в настоящий момент сегмент полипропиленовых труб является самым быстрорастущим как в количественном, так и в денежном выражении.
Армирование полипропиленовых труб
Рассматривая полипропиленовые трубопроводные системы в разрезе их физико-механических свойств и эксплуатационных характеристик, нужно отметить, что они практически не уступают трубам из сшитого полиэтилена (PEX), полибутилена (PB) и дополнительно хлорированного поливинилхлорида (C-PVC), хотя и имеют ряд отличительных эксплуатационных особенностей. Одна же из главных причин популярности полипропиленовых инженерных систем – относительно низкая стоимость труб и фитингов.
В рамках данной статьи мы не ставим цель – подробно рассказать об особенностях монтажа и эксплуатации систем из полипропилена. Мы не будем заниматься сравнительным анализом пластиковых аналогов полипропилена, не будем рассказывать, какие преимущества есть у полипропилена перед, скажем, углеродистой сталью. Мы попытаемся бросить беспристрастный взгляд на способы изготовления и особенности монтажа композитных труб из полипропилена. Разговор пойдет об армированных полипропиленовых трубах.
Основным способом армирования (усиления) структуры трубы, это относится ко многим видам пластиков, является создание многослоевой структуры, образуемой за счет дополнительного слоя алюминиевой фольги. Обычно структура армированных таким образом труб состоит из 5 слоев: между двух слоев полипропилена находится слой алюминия, который соединен с полипропиленом с помощью двух слоев адгезива (клея). Толщина слоя алюминия для популярных диаметров труб (20–63 мм) обычно колеблется от 0,1 до 0,5 мм.
Как экономят на производстве труб
Поскольку способ производства армированных алюминием полипропиленовых труб отдан на откуп заводам-производителям и никоем образом не описан в последнем из государственных стандартов (ГОСТ Р 52134 от 2003 года), глубина залегания слоя алюминия в теле трубы может быть различна, впрочем, как и толщина алюминия, и общая толщина стенки трубы. В ГОСТе прописана методика расчета испытательного давления и проведения тестирования труб, призванная определить, какое испытательное давление должна выдерживать труба в зависимости от своего номинального рабочего давления, толщины стенки и диаметра трубы. Таким образом, получается, что у некоторых заводов-изготовителей слой алюминия в трубе выполняет лишь 2 основные функции: диффузионного барьера, препятствующего проникновению кислорода в систему отопления, и функцию уменьшения линейного расширения. А продукции некоторых заводов слой алюминия придает еще и дополнительную прочность, повышая, например, номинальное давление с PN20 до PN25. Все зависит от того, какова толщина стенки трубы (или масса погонного метра) и какой толщины фольгу использует производитель.
В последнее время, в связи с ростом рынка полипропиленовых трубопроводов в России, появилось огромное количество заводов-производителей, которые в погоне за клиентом стремятся минимизировать себестоимость, экономя на качестве сырья (закупается низкокачественное сырье или увеличивается в разы количество добавляемого вторичного сырья и мела) и количестве сырья, из которого изготавливаются трубы и фитинги. В результате толщина стенки делается максимально тонкой, фитинги и латунные закладные детали значительно теряют в весе.
При этом изделия внешне настолько похожи друг для друга, что рядовому монтажнику практически невозможно отличить качественную продукцию от третьесортной, чем и пользуются некоторые недобросовестные производители.
В рамках этой статьи, посвященной армированным трубам, мы остановимся на способах армирования. Традиционным способом является формирование в процессе экструзии двух (из пяти) неодинаковых слоев полипропилена в трубе. Внутренний слой полипропилена является в этом случае основным, а наружный служит для защиты прослойки алюминия и для закрепления общей структуры трубы.
Виды алюминиевых слоев
Слой алюминия имеет две разновидности: со сквозными отверстиями и без них (так называемая «перфорированная» фольга и «гладкая» фольга). Вопрос экономии на материале, как это может показаться, в данном случае не является причиной наличия отверстий. Просто на поверхности трубы, армированной «гладким» алюминием, с течением времени при эксплуатации «на горячей воде» могут появляться небольшие вздутия. Это связано с тем, что в процессе экструзии трубы и наложения металлического слоя под алюминием могут оставаться микроскопические частицы воды, поскольку внутренний слой трубы перед обертыванием в алюминий проходит стадии остужения в водяных ваннах. Данный дефект не является критическим, поскольку деформация затрагивает лишь наружный слой полипропилена и слой алюминиевой фольги, даже не разрывая их. Внутренний (основной) слой при этом остается не тронутым.
Трубы, армированные перфорированной алюминиевой фольгой, данного эстетического недостатка лишены почти полностью.

Полипропиленовые трубы, армированные перфорированной алюминиевой фольгой с внешнего края трубы
Очень редки случаи появления крайне небольших вздутий на поверхности таких труб. Кто-то скажет, что наличие перфорированной фольги может привести к проникновению кислорода в трубопроводную систему, что немаловажно в системах отопления, поскольку избыточное количество кислорода в теплоносителе ведет к ускоренной коррозии приборов отопления (радиаторов). Но данный вопрос обычно отпадает сам собой в том случае, если мы монтируем армированные алюминием с перфорацией полипропиленовые трубы для систем отопления типовых многоквартирных домов или занимаемся заменой стальных трубопроводов в таких домах на полипропиленовые. Поскольку при отсутствии индивидуальных тепловых пунктов (ИТП), т. е. в случае наличия централизованной системы отопления, вода, подмешиваемая в систему, обычно не проходит стадии дегазации, а поступает «обогащенная» кислородом. Поэтому нет разницы, каким образом в систему попадет кислород: через стенку трубы или с теплового пункта.
Существует иное решение проблемы микровздутий наружного слоя армированной трубы – армирование алюминием посередине трубы, а не ближе к наружному слоя, как это принято традиционно. В данном случае все проблемы со вздутиями и расслоениями не будут бросаться в глаза потребителям.

Полипропиленовые трубы с алюминиевым слоем, расположенным посередине или ближе к внутреннему краю трубы. При этом у разных производителей толщины стенок труб одинакового диаметра различны.
Зачищать или не зачищать?
Некоторые специалисты и компании-дистрибьюторы советуют трубы именно с таким армированием, поскольку они уверяют, что такие трубы можно не зачищать.
Для читателей, незнакомых с процессом монтажа трубопроводов из полипропилена, сообщим, что процедура зачистки трубы (в классическом ее понимании) заключается в снятии части наружного слоя полипропилена и алюминиевой фольги с края трубы для того, чтобы при муфтовой термической сварке можно было сварить трубу и фитинг. Некоторые «специалисты» считают, что поскольку трубы, армированные посередине, не требуют зачистки внешнего слоя полипропилена, их необязательно зачищать и с торца трубы. Однако это не так.
Процесс зачистки трубы, особенно больших диаметров, является достаточно трудозатратным делом. Многие из монтажных организаций с удовольствием избежали бы необходимости снимать слой алюминия перед сваркой. И когда появился заманчивый и легкий способ этого достичь, некоторые монтажники, несмотря на рекомендации ответственных заводов-производителей, а зачастую даже ничего не зная о них, начали монтировать системы, не используя зачистной (торцевательный) инструмент.

Торцеватель для труб, армированных фольгой посередине

Торцеватель – вид изнутри
Как показывает непродолжительный эмпирический опыт инсталляции и эксплуатации полипропиленовых труб, армированных алюминием посередине без торцевой зачистки металла, ничего критичного в краткосрочной перспективе нет. Трубы без зачистки стандартно сваривают, опрессовывают систему, пускают воду, и все вроде бы хорошо.

Перед вами – две трубы. Одна из них (правая) перед соединением с фитингом была зачищена (фольга заплавлена, контакта алюминия с водой не будет), другая (левая) – не была зачищена
Но, как показывает тысячелетний опыт человеческой цивилизации, бесплатный сыр бывает исключительно в мышеловках. Главная причина, по которой большинство ответственных перед потребителем производителей советуют пользоваться специальными торцевыми зачистками, это скоротечная электрохимическая коррозия алюминиевой фольги, ведущая к расслоению комбинированной трубы и ее эксплуатационной деградации.

Незаторцованная труба. На лицо физическая деградация и расслоение. Как результат – наличие со временем протечек и растрескивания
Трубы из полипропилена, имеющие гладкую внутреннюю поверхность, действительно, не зарастают и не подвержены коррозии, однако в случае с армированными посередине и армированными «изнутри» трубами они могут не только зарасти (полипропилен вздуется вовнутрь, частично перекрыв внутреннее сечение), но и частично сгнить из-за коррозии алюминия.
Прочитав все написанное выше, неискушенный пользователь или монтажник может воскликнуть в сердцах: «Как же все запутанно! Сделаю я лучше систему на металлопластике» (прим. общепринятое название трубы со структурой слоев PEX/AL/PEX). Однако не стоит спешить, все на самом деле просто и понятно. Берем классические трубы с армированием ближе к внешнему краю трубы. Памятуя о том, что практически на любом мало-мальски крупном объекте есть перфоратор, покупаем за относительно небольшие деньги специальную зачистную насадку на перфоратор и без особых усилий, используя регулируемый крутящий момент инструмента, снимаем внешний слой полипропилена вместе с алюминием. Для тех же, у кого перфоратор отсутствует, а зачищать приходится разные типоразмеры труб, можно посоветовать новинку зачистного инструмента – ручной шейвер (зачистка) на четыре основных типоразмера труб (20, 25, 32, 40 мм).

Эти инструменты компании «Эгопласт» используются для зачистки полипропиленовых труб, армированных алюминием. На фото – насадка на перфоратор, универсальный зачистной инструмент для четырех типоразмеров труб и стандартный зачистной инструмент на два типоразмера
Единственными трубами, которые в большинстве своем обладают свойствами армированных труб и при этом не требуют зачистки, являются так называемые трубы со стекловолокном. Такие трубы имеют трех слоевую структуру со средним слоем компаунда (смеси), в котором находится премикс стекловолокна и полипропилена. То есть в процессе сварки данный слой с торца также может быть сварен, и уж тем более он не будет вступать в химические реакции и коррозировать. Поскольку все три слоя данных труб содержат полипропилен и являются базово однотипными, эти трубы производятся методом коэкструзии, т.е. слои трубы накладываются друг на друга в один момент времени. При этом нет необходимости, пропускать какой бы то ни было слой предварительно через водяную ванну, и использовать связующие слои адгезива.
Особенности монтажа армированных труб из полипропилена
Опубликовано: 11 марта 2010 г.
Д. Попов, эксперт отдела маркетинга компании «Эгопласт»
В России полипропилен, пожалуй, самый популярный материал, используемый при производстве пластиковых трубопроводов для внутреннего водо- и теплоснабжения. Полипропиленовые трубы еще в конце прошлого столетия начали завоевывать популярность в среде монтажных организаций, проектировщиков и конечных потребителей. Однако настоящий пластиковый бум на территории бывшего СССР ожидается к началу следующего десятилетия. А в настоящий момент сегмент трубных систем из данного материала является самым быстрорастущим как в количественном, так и в денежном выражении.
Армирование полипропиленовых труб
Рассматривая полипропиленовые трубопроводные системы в разрезе их физико-механических свойств и эксплуатационных характеристик, нужно отметить, что они практически не уступают трубам из сшитого полиэтилена (PEX), полибутилена (PB) и дополнительно хлорированного поливинилхлорида (C-PVC), хотя и имеют ряд отличительных эксплуатационных особенностей. Одна же из главных причин популярности полипропиленовых инженерных систем – относительно низкая стоимость труб и фитингов.
В рамках данной статьи мы не ставим цель подробно рассказать об особенностях монтажа и эксплуатации систем из полипропилена. Мы не будем заниматься сравнительным анализом пластиковых аналогов полипропилена, не будем рассказывать, какие преимущества есть у полипропилена перед, скажем, углеродистой сталью. Мы попытаемся бросить беспристрастный взгляд на способы изготовления и особенности монтажа композитных труб из полипропилена. Разговор пойдет об армированных полипропиленовых трубах.
Основным способом армирования (усиления) структуры трубы является создание многослойной структуры, образуемой за счет дополнительного слоя алюминиевой фольги. Обычно структура армированных таким образом труб состоит из пяти слоев: между двух слоев полипропилена находится слой алюминия, который соединен с полипропиленом с помощью двух слоев адгезива (клея). Толщина слоя алюминия для популярных диаметров труб (20–63 мм) обычно колеблется от 0,1 до 0,5 мм.
Как экономят на производстве труб
Поскольку способ производства армированных алюминием полипропиленовых труб отдан на откуп заводам-производителям и никоем образом не описан в последнем из государственных стандартов (ГОСТ Р 52134 от 2003 года), глубина залегания слоя алюминия в теле трубы может быть различна, впрочем, как и толщина алюминия, и общая толщина стенки трубы. В ГОСТе прописана методика расчета испытательного давления и проведения тестирования труб, призванная определить, какое испытательное давление должна выдерживать труба в зависимости от своего номинального рабочего давления, толщины стенки и диаметра трубы. Таким образом, у некоторых заводов-изготовителей слой алюминия в трубе выполняет лишь две основные функции: диффузионного барьера, препятствующего проникновению кислорода в систему отопления, и уменьшения линейного расширения. В продукции других заводов слой алюминия придает еще и дополнительную прочность, повышая, например, номинальное давление с PN20 до PN25. Все зависит от того, какова толщина стенки трубы (или масса погонного метра) и какой толщины фольгу использует производитель.
В последнее время, в связи с ростом рынка полипропиленовых трубопроводов в России, появилось огромное количество заводов-производителей, которые в погоне за клиентом стремятся минимизировать себестоимость, экономя на качестве сырья (закупается низкокачественное сырье или увеличивается в разы количество добавляемого вторичного сырья и мела), из которого изготавливаются трубы и фитинги, и его количестве. В результате толщина стенки делается максимально тонкой, фитинги и латунные закладные детали значительно теряют в весе.
При этом изделия внешне настолько похожи друг на друга, что рядовому монтажнику практически невозможно отличить качественную продукцию от третьесортной. Чем и пользуются некоторые недобросовестные производители.
В рамках этой статьи, посвященной армированным трубам, мы остановимся на способах армирования. Традиционным способом является формирование в процессе экструзии двух (из пяти) неодинаковых слоев полипропилена в трубе. Внутренний слой полипропилена является в этом случае основным, а наружный служит для защиты прослойки алюминия и для закрепления общей структуры трубы.
Виды алюминиевых слоев
Слой алюминия имеет две разновидности: со сквозными отверстиями и без них (перфорированная или гладкая фольга). Вопрос экономии на материале, как это может показаться, в данном случае не является причиной наличия отверстий. Просто на поверхности трубы, армированной «гладким» алюминием, с течением времени при эксплуатации «на горячей воде» могут появляться небольшие вздутия. Это связано с тем, что в процессе экструзии трубы и наложения металлического слоя под алюминием могут оставаться микроскопические частицы воды, поскольку внутренний слой трубы перед обертыванием в алюминий проходит стадии охлаждения в водяных ваннах. Данный дефект не является критическим, поскольку деформация затрагивает лишь наружный слой полипропилена и алюминиевую фольгу, не разрывая их. Внутренний (основной) слой при этом остается нетронутым.
Трубы, армированные перфорированной алюминиевой фольгой, данного эстетического недостатка лишены почти полностью.
| Рис. 1 Полипропиленовые трубы, армированные перфорированной алюминиевой фольгой с внешнего края трубы |
Очень редки случаи появления крайне небольших вздутий на поверхности таких труб. Кто-то скажет, что наличие перфорированной фольги может привести к проникновению кислорода в трубопроводную систему, что немаловажно в системах отопления, поскольку избыточное количество кислорода в теплоносителе ведет к ускоренной коррозии приборов отопления (радиаторов). Но данный вопрос обычно отпадает сам собой в том случае, если мы монтируем армированные алюминием с перфорацией полипропиленовые трубы для систем отопления типовых многоквартирных домов или занимаемся заменой стальных трубопроводов в таких домах на полипропиленовые. Поскольку при отсутствии индивидуальных тепловых пунктов (ИТП), т. е. в случае наличия централизованной системы отопления, вода, подмешиваемая в систему, обычно не проходит стадии дегазации, а поступает «обогащенная» кислородом. Поэтому нет разницы, каким образом в систему попадет кислород: через стенку трубы или с теплового пункта.
Существует иное решение проблемы микровздутий наружного слоя армированной трубы – армирование алюминием посередине трубы, а не ближе к наружному слою, как это принято традиционно. В данном случае все проблемы со вздутиями и расслоениями не будут бросаться в глаза потребителям.
| Рис. 2 Полипропиленовые трубы с алюминиевым слоем, расположенным посередине или ближе к внутреннему краю трубы. При этом у разных производителей толщины стенок труб одинакового диаметра различны. |
Зачищать или не зачищать?
Некоторые специалисты и компании-дистрибьюторы советуют трубы именно с таким армированием, поскольку – внимание! – они уверяют, что такие трубы можно не зачищать.
Для читателей, незнакомых с процессом монтажа трубопроводов из полипропилена, сообщим, что процедура зачистки трубы (в классическом ее понимании) заключается в снятии части наружного слоя полипропилена и алюминиевой фольги с края трубы для того, чтобы при муфтовой термической сварке можно было сварить трубу и фитинг. Некоторые «специалисты» считают: поскольку трубы, армированные посередине, не требуют зачистки внешнего слоя полипропилена, их необязательно зачищать и с торца трубы. Это не так!
Процесс зачистки трубы, особенно больших диаметров, является достаточно трудозатратным. Многие из монтажных организаций с удовольствием избежали бы необходимости снимать слой алюминия перед сваркой; и когда появился такой заманчивый и легкий способ этого достичь, некоторые монтажники, несмотря на рекомендации ответственных заводов-производителей, а зачастую даже ничего не зная о них, начали монтировать системы, не используя зачистной (торцевательный) инструмент.
Рис. 3
Торцеватель для труб, армированных фольгой посередине
Как показывает непродолжительный эмпирический опыт инсталляции и эксплуатации полипропиленовых труб, армированных алюминием посередине, без торцевой зачистки металла, ничего критичного в краткосрочной перспективе нет. Трубы без зачистки стандартно сваривают, опрессовывают систему, пускают воду, и все вроде бы хорошо.
| Рис. 5 Перед вами – две трубы. Одна из них (правая) перед соединением с фитингом была зачищена (фольга заплавлена, контакта алюминия с водой не будет), другая (левая) – не была зачищена |
Но! Как показывает тысячелетний опыт человеческой цивилизации, бесплатный сыр бывает исключительно в мышеловках. Главная причина, по которой большинство ответственных перед потребителем производителей советуют пользоваться специальными торцевыми зачистками, это скоротечная электрохимическая коррозия алюминиевой фольги, ведущая к расслоению комбинированной трубы и ее эксплуатационной деградации.
| Рис. 6 Незаторцованная труба. На лицо физическая деградация и расслоение. Как результат – наличие со временем протечек и растрескивания |
Трубы из полипропилена, имеющие гладкую внутреннюю поверхность, действительно не зарастают и не подвержены коррозии, однако в случае с армированными посередине и армированными «изнутри» трубами они могут не только «зарасти» (полипропилен вздуется вовнутрь, частично перекрыв внутреннее сечение), но и начать гнить из-за коррозии алюминия!
Прочитав все написанное выше, неискушенный пользователь или монтажник может воскликнуть в сердцах: «Как же все запутано! Сделаю я лучше систему на металлопластике» (общепринятое название трубы со структурой слоев PEX/AL/PEX). Однако не стоит спешить, все на самом деле просто и понятно. Берем классические трубы с армированием ближе к внешнему краю трубы. Памятуя о том, что практически на любом мало-мальски крупном объекте есть перфоратор, покупаем за относительно небольшие деньги специальную зачистную насадку на перфоратор и без особых усилий, используя регулируемый крутящий момент инструмента, снимаем внешний слой полипропилена вместе с алюминием. Для тех же, у кого перфоратор отсутствует, а зачищать приходится разные типоразмеры труб, можно посоветовать новинку зачистного инструмента – ручной шейвер (зачистка) на четыре основных типоразмера труб (20, 25, 32, 40 мм).
| Рис. 7 Эти инструменты компании «Эгопласт» используются для зачистки полипропиленовых труб, армированных алюминием. На фото – насадка на перфоратор, универсальный зачистной инструмент для четырех типоразмеров труб и стандартный зачистной инструмент на два типоразмера |
Единственными трубами, которые в большинстве своем обладают свойствами армированных труб и при этом не требуют зачистки, являются так называемые трубы со стекловолокном. Такие трубы имеют трехслойную структуру со средним слоем компаунда (смеси), в котором находится премикс стекловолокна и полипропилена. В процессе сварки данный слой с торца также может быть сварен, и уж тем более он не будет вступать в химические реакции и коррозировать. Поскольку все три слоя данных труб содержат полипропилен и являются базово однотипными, эти трубы производятся методом коэкструзии, т.е. слои трубы накладываются друг на друга в один момент времени. При этом нет необходимости пропускать какой бы то ни было слой предварительно через водяную ванну и использовать связующие слои адгезива.
Что из себя представляет армированные полипропиленовые трубы?
Для улучшения механических качеств, эксплуатационных характеристик полипропиленовых труб используют армирование. Труба полипропиленовая армированная сохраняет все положительные качества пластикового изделия и приобретает дополнительные плюсы – жесткость, устойчивость к температуре и давлению. Усиливают полипропилен стекловолокном или алюминием. Каждый из видов труб имеет свои преимущества, тонкости монтажа, особенности эксплуатации.

Что из себя представляет армированная труба
Полипропилен – это органический полимер, из которого изготавливают безопасные в эксплуатации, дешевые (в сравнении с металлом) трубы с большим сроком службы. Существенным недостатком трубопроводов из простого полипропилена является их провисание и деформация при повышении температуры транспортируемой жидкости.
Второе качество полипропилена, которое создает проблемы при эксплуатации трубопроводов, это линейное (в длину) их расширение при эксплуатации в отоплении или горячем водоснабжении. Удлинение трубы достигает 10 см на 1 погонный метр и требует установки компенсаторов.
При открытом монтаже это ухудшает эстетику, добавляет стоимости. При закрытом – хождение трубопровода может служить причиной разрушения штукатурки.
Армирование – это добавление в стенку трубы укрепляющего полипропилен материала: алюминия или стекловолокна.

Армирование пластиковых материалов стекловолокном является последней разработкой в этой сфере и учитывает недостатки армирования металлом. Дополнительный внутренний слой стабилизирует пластичную органику, делая трубы более прочными.
Усиленные пластиковые трубопроводы приближаются по возможностям к металлическим, сохраняя при этом все преимущества органического полимера.
Труба полипропиленовая армированная имеет следующие качества:
- остается инертной к химическому воздействию;
- не выделяет вредных веществ, пригодна для использования в пищевой промышленности;
- сохраняет гладкость внутренней стенки, не «зарастает» осадками и накипью;
- являются диэлектриками, обладают малой шумо и теплопроводностью;
- обладает ценой ниже, чем изделия из металла;
- имеет малый вес, легкость транспортировки;
- коэффициент линейного расширения уменьшается в 5 раз в сравнении с обычным полипропиленом;
- выдерживает более значимые температурные и силовые нагрузки;
- остается доступной для самостоятельного монтажа.
Сфера применения
Полипропиленовые армированные трубы пригодны для монтажа:
- систем отопления в централизованных теплосетях, частных домов;
- трубопроводов горячего водоснабжения;
- промышленных трубопроводов для транспортировки агрессивных веществ и пищевых жидкостей (без нагрева).
Основной потребитель полипропиленовых армированных труб это частный домовладелец. Пластиковые изделия наилучшим образом отвечают потребностям и возможностям потребителей. Сохраняют максимальный срок эксплуатации в условиях коммуникаций автономного отопления, недороги, легко транспортабельны, доступны для самостоятельного монтажа, обслуживания, ремонта.
Обратите внимание! Полипропиленовые трубы (даже армированные) не рекомендуют устанавливать в системах централизованного отопления в холодных регионах. Значительный перепад температурного режима, высокие нагрузки отрицательно отражаются на долговечности пластиковых коммуникаций.
Виды армирования полипропиленовых труб
Существует 2 вида усиления пластиковых изделий:
- Армирование алюминиевой фольгой.
- Армирование стекловолокном.
Металлическое армирование
Суть армирования алюминием заключается в том, что в стенку полипропиленовой трубы встраивают алюминиевую фольгу. Края фольги запаивают между собой (в дешевых изделиях это может быть выполнено внахлест, без фиксации).

Стенка армированной трубы в разрезе представляет собой трехслойную конструкцию, где металлическую середину закрывает внутренний и внешний слой полипропилена.
Виды армирования полипропилена алюминием:
- фольга может быть перфорированной (с отверстиями по всей площади) или сплошной;
- расположение может быть строго посередине толщи или ближе к внешнему краю;
- стенка трубы может быть трехслойной или пятислойной.
Пятислойная стенка содержит дополнительные слои клея (адгезив) между металлом и пластиком. Маркировка изделий: PP-RCT-AL-PPR (с дополнительным слоем) или PP-AL-PPR (без дополнений).

Армирование стекловолокном
Армирование стекловолокном выглядит иначе. Стекловолокно, само по себе, не является цельным «куском» материала, а представляет собой разрозненные волокна. Фиброслой стекловолокна смешивается с полипропиленом и также добавляется внутрь трубы.
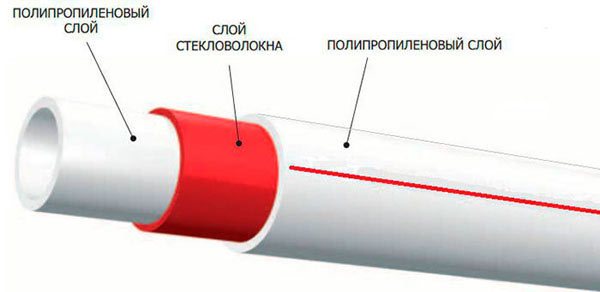
В отличие от металлического армирования, здесь стенка представляет собой монолитную систему со встроенными фиброволокнами. Полипропиленовые трубы со стекловолокном называют стеклопластиком. Маркировка изделий: PPR-FB-PPR.
Сравнительные характеристики армированных изделий
Имея практически одинаковые эксплуатационные возможности, трубы со стекловолокном не нуждаются в особом методе соединения. При монтаже пластика с алюминиевым слоем внутри, этот слой следует предварительно удалять перед сваркой.

Металлическая вставка механически разделяет полимер, что в процессе эксплуатации может послужить причиной разрушения и протечки коммуникаций. Качественно сварить такие изделия для непрофессионала является сложной задачей.
Изделия со стекловолокном сваривают классическим образом. Можно применять любой способ соединения простых полипропиленовых труб, не меняя алгоритма работы. Монолитность мест соединения является основным преимуществом стекловолокна перед алюминием. По коэффициенту линейного расширения стеклопластик проигрывает металлу около 6%.
Обратите внимание! Полипропиленовые трубопроводы с алюминиевым армированием наиболее уязвимы в местах соединения. Здесь требуется постоянный контроль в процессе их обслуживания и эксплуатации.
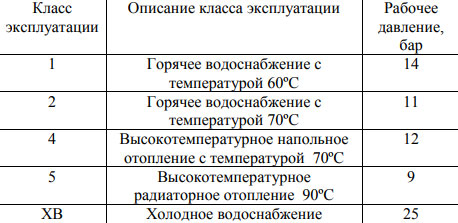
Технические параметры эксплуатации
Даже усиленные дополнительным слоем пластиковые материалы имеют ограничения в условиях эксплуатации. Их можно использовать для холодного, горячего водоснабжения и для монтажа отопительной системы, которая работает на воде. Для паровых отопительных контуров такие материалы не подходят.
Технические возможности изделия зашифрованы в его маркировке. Маркировка состава материала приведена выше. Трубы импортного производства могут иметь следующие указания на материал:
- Stabi – алюминий;
- Fiber – стекловолокно.
Маркировка диаметра одновременно указывает на предельно выдерживаемое давление в кгс/кв. см.
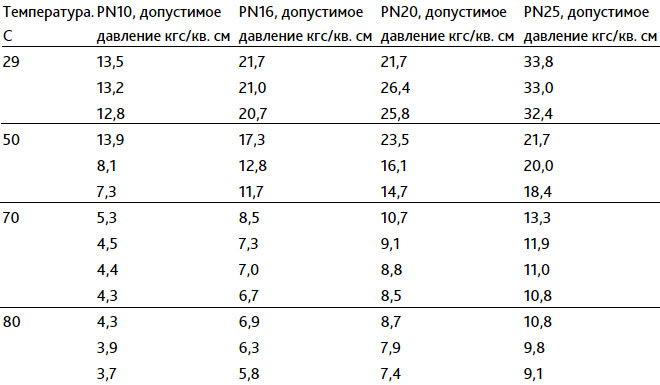
Характеристики и использование:
- PN 10. Максимально допустимая температура до 45 градусов. Используют для монтажа трубопровода холодного водоснабжения и устройства теплого пола.
- PN 16. Температура – 60 градусов, давление в 16 атмосфер. В оборудовании частных домов используется редко. Предназначение – холодное и горячее (ограничено) водоснабжение.
- PN 20. Горячее водоснабжение. Разрешенный порог температуры до 95 градусов, рекомендованный 80 градусов. Максимальное давление 20 атм.
- PN 25 (армированные). Монтаж отопительных систем любого уровня. Температура 95 градусов, давление 25 атм.

Монтаж полипропиленовых армированных труб
Монтаж армированных труб не отличается от сварки изделий из простого полипропилена.
- химическое склеивание (холодную сварку);
- резьбовые соединения;
- диффузионную сварку.
Лучшее скрепление деталей достигается качественной диффузионной сваркой.

Для изделий армированных алюминиевой фольгой в классический алгоритм сварки, включается этап очищения свариваемого отрезка трубы от металла. Для этого используют специальный инструмент – шейвер.
Алгоритм сварки полипропиленовых труб:
- Подготовительный: изделия нарезают по размеру, зачищают, обезжиривают. Сварочный аппарат нагревают до 260 градусов (не выключают в работе).
- Нагрев: трубу вставляют в гильзу сварочника, фитинг насаживают на дорн. Делают это одновременно, с достаточным физическим усилием, но без прокручивания.
- Соединение: обе детали одновременно снимают с аппарата и с усилием соединяют. На время застывания пластика детали фиксируют неподвижно.
Процесс монтажа полипропиленовых труб не сложен, однако требует практического навыка.
Виды армированных полипропиленовых труб: сфера применения, технические параметры, эксплуатация, монтаж
Совсем недавно не было альтернативных вариантов стальным трубам. Изделия из металла требуют существенных усилий при перемещении и особых монтажных навыков.
Однако все изменилось с появлением труб полипропиленовых армированных и обыкновенных. Их успешно применяют при установке инженерных коммуникаций. Спросом пользуется усиленная трубная полимерная продукция. Поэтому полезно будет узнать ее особенности, разновидности, применение и монтажные нюансы.
- Что такое армированная ПП труба
- Сфера применения
- Виды армирования
- Труба ПП армированная алюминием
- Труба ПП стекловолокно
- Сравнительные характеристики
- Технические параметры эксплуатации
- Монтаж ПП армированных труб
- Вывод и видео по теме
Что такое армированная ПП труба
Среди всех органических полимеров особое место занимает полипропилен. Из него создается долговечная и не опасная продукция. К минусам не армированного материала относится провисание и деформационные изменения трубопроводов, когда по ним перемещается очень горячая жидкая среда.
 Армированный полипропилен
Армированный полипропилен
Недостатком простого полипропилена также является линейное тепловое расширение. Этот минус создает существенные неудобства во время эксплуатации полимерных отопительных сетей или ПП трубопроводов с горячей водой.
В коммуникациях длина труб может увеличиваться до 10 мм на 1000 мм. Поэтому обязательно в них устанавливаются компенсаторы для стабилизации удлинения.
Из-за линейного расширения ПП труб ухудшается внешний вид и увеличивается стоимость открыто проложенных систем. При закрытой укладки существует вероятность, что произойдет нарушение целостности штукатурного слоя.
Армирование — это технология укрепления трубного проката. Для этого в стенку изделий добавляют слой стекловолокна или алюминия.
Применение стеклообразных волокон является новым вариантом укрепления полимерного проката. Трубы полипропиленовые армированные стекловолокном, более прочные. Ведь стеклопластик уменьшает пластичность.
Возможности усиленных полимерных труб почти такие же, как и у металлических трубопроводов. При этом у них остаются неизменными достоинства полипропилена.
ПП трубы с армированием располагают преимуществами:
- инертностью к влиянию химического характера;
- отсутствием выделений вредных веществ, что позволяет использовать на предприятиях пищевой промышленности;
- прекрасной гладкостью внутренней части, неизменной со временем и не помогающий появлению накипи и скоплению осадков;
- минимальной теплой и шумовой проводимостью;
- невысокой ценой, которая меньше, чем у аналогов из металла;
- небольшим весом, позволяющим выполнять перемещение и перевозку с минимальными усилиями;
- маленьким коэффициентом продольного расширения, меньшим в 5 раз, чем у продукции из обычного полипропилена;
- отличной стойкостью перед высокими температурами и большими нагрузками.
Несмотря на увеличенное количество преимуществ, полимерная усиленная трубная продукция по-прежнему легко монтируется. Для выполнения процесса не требуется особых знаний, что нельзя сказать об подобных металлических изделиях.
Сфера применения
Армированный трубный прокат из полипропилена используют для монтажа:
- систем отопления автономного и централизованного назначения;
- водоснабжения с горячей водой;
- коммуникаций на промышленных предприятиях, позволяющих перемещать агрессивные среды и жидкие вещества пищевого назначения.
Чаще всего продукцию приобретают домовладельцы. Ведь она отвечает современным требованиям. Изделия отличаются большим сроком службы. Это имеет огромное значение при монтаже тепловых контуров в частных домах.
Тем более системы из полипропиленовых труб со стекловолокном или алюминием можно самостоятельно смонтировать, без труда обслужить и даже отремонтировать.
Не рекомендуется использовать армированный прокат для создания централизованных отопительных систем в холодных регионах.
Существенный перепад температур и большие нагрузки негативно сказываются на долговечности сетей из трубопроката, армированного алюминиевой фольгой или стекломатериалом.
Виды армирования
Производители выпускают две разновидности усиленных ПП труб. Их армируют алюминиевой фольгой и синтетическим стекловолокном. Каждый из усиливающих материалов отличается своими особенностями.
Труба ПП армированная алюминием
Алюминиевое армирование подразумевает под собой расположение металлической фольги в стенке изделия. Дополнительный материал размещается по всей поверхности, а его концы спаиваются друг с другом. В изделиях с небольшой ценой они не фиксируются, а просто укладываются внахлест.
В разрезе стенка усиленной продукции представляет собой многослойную конструкцию. Здесь между двумя слоями полипропилена располагается металлическая сердцевина.
Разновидности алюминиевого усиления:
- применяется сплошная фольга или с перфорацией по всей площади материала;
- алюминиевый слой располагается строго посередине или ближе к наружной поверхности;
- стенка в виде конструкции, состоящей из 3 или 5 слоев.
В 5-слойных конструкциях используется дополнительный адгезивный материал — это клей. Он располагается между алюминием и ПП.
Маркировка позволяет узнать:
- наименование производителя;
- название трубного проката;
- материал;
- стандартное размерное соотношение;
- номинальный наружный диаметр и толщину стенки;
- номинальное давление;
- стандарты изготовления.
Продукция из 5 слоев маркируется PP-RCT-AL-PPR, а трехслойные изделия обозначаются PP-AL-PPR.
Труба ПП стекловолокно
Усиление трубной продукции с помощью стекловолокна отличается от алюминиевого армирования. Для придания изделиям особых качеств используется не цельный дополнительный материал, а отдельные волокна. При производстве они смешиваются с полимером. После этого происходит их добавление внутрь.
Отличие всех полипропиленовых труб, армированных стекловолокном для отопления или других систем, наличие монолитной стенки. Если при производстве применяются фиброволокна, тогда продукция называется стеклопластиком. Для ее маркировки используется аббревиатура PPR-FB-PPR.
Сравнительные характеристики
Усиленные продукты имеют практически одинаковые свойства и характеристики. Однако продукция со стекловолокном соединяется обычным способом.
При этом у полипропиленовых труб с алюминиевым армированием приходится предварительно удалять внутренний металлический слой. Только после этого выполняется пайка трубопроводных деталей.
Слой из металла служит для разделения полипропилена. Он может стать причиной разрушения соединения. В результате трубопровод начнет течь. Профессионалы хорошо знают этот нюанс. Однако неопытному человеку выполнить качественную сварку труб с алюминиевым армированием будет не легко.
Трубный прокат со стекловолокном соединяется любым из существующих способов, который используется для обычных ПП изделий. При этом очередность работ не нужно менять. Пайка позволяет получить монолитные стыки.
Однако линейное расширение полипропиленовых труб, армированных стекловолокном, больше примерно на 6% по сравнению с изделиями, усиленными металлом.
Рекомендуется уделять повышенное внимание продукции, усиленной алюминием. Нужно ответственно выполнять монтаж, полностью соблюдая технологию.
Надо регулярно проверять места стыковки при эксплуатации систем и проведении обслуживающих мероприятий. Ведь паяные стыки являются самыми уязвимыми точками полимерных инженерных коммуникаций.
Технические параметры эксплуатации
У армированных полипропиленовых труб для отопления, ХВС и ГВС существуют определенные ограничения в эксплуатации. Они не используются для создания паровых сетей.
Маркировка продукции позволяет понять технические возможности трубного проката. В зависимости от диаметра, изделия способны выдержать конкретное давление, поэтому имеют следующее применение:
PN 10 — предназначены для перемещения жидкости с температурой до 45 °C. Применяются при устройстве систем «Теплый пол», во время монтажа холодного водоснабжения.
PN 16 — способны перемещать жидкую среду с температурой 60 °C, давлением до 16 атм. Основным местом установки является организация холодного водоснабжения. Для создания водопроводных систем с горячей водой используются ограничено.
PN 20 — применяются во время монтажа горячего водоснабжения, потому что способны перемещать жидкость с температурой максимум 95 °C. Однако рекомендуется использовать в системах для транспортировки среды, нагретой до 80 °C. Наибольшее выдерживаемое давление равно 20 атм.
Армированные PN 25 — основной областью использования является монтаж отопительных сетей. Способны выдержать давление максимум 25 атмосфер, перемещать воду с температурой не более 95 °C.
На импортной продукции нередко наносятся обозначения: Stabi или Fiber. Первый вариант означает усиление с помощью алюминиевой фольги, а второй — армирование стекловолокном.
Монтаж ПП армированных труб
Установка с армированием выполняется классическими способами, даже если проводится соединение с арматурой. Обычно осуществляют:
- пайку с помощью специального сварочного оборудования;
- резьбовое соединение;
- холодную сварку (метод химического склеивания).
В алгоритме соединения трубного проката, армированного алюминием, присутствует этап зачистки от фольги свариваемого участка. Процесс осуществляется с помощью специального приспособления — шейвера.
Пайка выполняется в следующей очередности:
- Изделия готовятся к монтажу. Проводится нарезка заготовок требуемой длины, осуществляется зачистка, обезжиривание, нагрев оборудования до температуры 260 °C. При этом сварочный аппарат не выключается, пока не будет завершена пайка.
- Трубопроводные детали нагреваются путем одновременной вставки прямолинейного отрезка в гильзу и надевания фитинга на дорн. Процессы проводятся без прокручивания полимерных элементов.
- Выполняется соединение деталей после снятия со сварочного аппарата. По завершении стыковки элементы фиксируются в неподвижном положении, пока происходит остывание полимерного материала.
Перечисленные действия позволяют получить надежные герметичные соединения. Пайку под силу выполнить даже новичкам в области монтажных процессов. Необходимо соблюдать температуру и время нагрева, проводить все действия быстро и четко.
Вывод и видео по теме
Усиленные полимерные материалы позволяют создать собственными руками надежные отопительные системы и сети горячего водоснабжения. При этом потребуется меньшее количество средств и трудозатрат по сравнению с использованием подобных металлических изделий.
Понять особенности армированного ПП трубного проката поможет видео.
Полипропиленовые трубы армированные. Особенности. Способы армирования
В последнее время для сооружения инженерных систем в доме широко используются армированные трубы. Особенность таких изделий заключается в наличии армированного слоя, который придает им прочность. Система из таких труб может прослужить несколько десятилетий.
Сегодня пластиковые изделия пользуются большой популярностью. В особенности стоит выделить армированные трубы из полипропилена, которые обладают многими достоинствами. Они очень удобны и просты в монтаже и обслуживании. Армированные трубы используются для решения различных задач. Так, это может быть горячее и холодное водоснабжение, отопление и другое. Полипропиленовые армированные трубы дают возможность соорудить прочную и долговечную систему, которая прослужит не одно десятилетие.
Для армирования пластиковых труб используют алюминиевый лист, который имеет определенную толщину. С его помощью можно повысить эксплуатационные свойства пластиковых изделий.
Содержание
Полипропиленовые трубы и их особенности

Полипропиленовые трубы обладают многими достоинствами, среди которых можно выделить:
- Устойчивость к различным агрессивным веществам, что дает возможность использовать изделия из пропилена для сооружения разных инженерных коммуникаций.
- Долговечность. Пластиковый трубопровод способен прослужить на протяжении нескольких десятилетий. Это возможно при условии правильного монтажа труб. В особенности это касается армированных изделий, которые обладают высокой прочностью.
- Отсутствие коррозийных процессов. Пластик не подвергается коррозии, что исключает возможность образования рыжих пятен, которые снижают прочность материала. В результате окисления толщина стенок уменьшается, что может привести к их разрушению. Пластиковые трубы лишены этого недостатка.
- Внутренние стенки имеют гладкую поверхность, что исключает образования налета. В результате диаметр остается неизменным на протяжении всего срока эксплуатации. Образование засоров практически исключено.
В результате перепада температур пластиковый трубопровод может потерять свой эстетичный вид. Это связано с тем, что материал имеет довольно высокие коэффициент расширения. Что касается армированной полипропиленовой трубы, то она полностью лишена такого недостатка. Система из нее сохранит свою эстетичность на протяжении всего срока эксплуатации независимо от температурного режима.
Разновидности полипропиленовых труб

Сегодня на рынке представлено 4 основных вида труб, изготовленных из полипропилена. В зависимости от своих эксплуатационных характеристик, они используются для сооружения той или иной системы. Итак, что же это за трубы:
- PN Изделия применяются для холодного водоснабжения. Для горячей воды они не подходят.
- PN Трубы используют для сооружения холодного и горячего водоснабжения.
- PN 20 армированные. Для армирования изделий используется стекловолокно. Благодаря этому трубы обладают высокими эксплуатационными характеристиками, которые позволяют использовать их для отопления и горячего трубопровода. Не исключением является и холодное водоснабжение.
- PN Полипропиленовые трубы армированы алюминием. Они подходят для сооружения любых систем. Конечно, для холодного водоснабжения лучше выбрать более доступные материалы.
Благодаря высоким эксплуатационным свойствам, армированные полипропиленовые трубы могут использоваться для сооружения различных инженерных коммуникаций. Армирование алюминием позволяет решить недостатки пластиковых изделий, таких как линейное расширение и кислородопроницаемость.
Способы армирования

При армировании с помощью алюминия фольга чаще всего крепится внахлест. Такую технологию используют многие отечественные производители. Конечно, в последнее время популярности набирает соединение армированного слоя встык. Данный процесс выполняется с помощью специального лазера. При использовании первого метода необходимо провести зачистку фольги к дальнейшей спайке.
Вначале для армирования использовалась сплошная фольга. Это позволяло предотвратить попадание кислорода в теплоноситель, а также придать поверхности трубы гладкости. Недостаток заключался в плохом соединении армированного слоя с полипропиленом. Поэтому к материалам, а также соединительным веществам предъявляются высокие требования. В особенности это касается материалов, используемых для сооружения отопительной системы.
Если в процессе производства были допущены ошибки, то это приведет к снижению эксплуатационных характеристик трубы. Так, это может быть нарушение производственного процесса или использование некачественного сырья. Частой проблемой является проникание влаги через верхний слой полипропилена. В результате вода скапливается на армированном слое, что приводит к сдуванию материала. Это значительно снижает его прочность.
Чтобы избежать такого результата, полипропиленовые трубы армируются с помощью перфорированной алюминиевой фольги. Иными словами, фольга имеет круглые отверстия, что повышает качество соединения слоев по всей площади. В зависимости от сферы использования полипропиленовые трубы могут прослужить от 20 до 50 лет. В холодном водоснабжении такие материалы служат дольше, так как функционируют в щадящих условиях.
Центральное армирование
Полипропиленовые трубы, изготовленные методом внахлест, имеют некоторые недостатки. В первую очередь это касается проведения монтажа трубопровода. В процессе выполнения работ проводится зачистка армированных труб к сварке. Здесь подразумевается снятие алюминиевого и полипропиленового слоя. Чтобы несколько упростить соединение элементов трубопровода, производители стали использовать изделия центрального армирования.
Использование таких изделий позволяет сохранить их преимущества. Конечно, они имеют некоторые недостатки. Это касается зачистки труб перед сваркой, что позволит предотвратить контактирование армированного слоя с теплоносителем. Если этого не выполнить и использовать для соединения обычные насадки, то в результате вода просочиться между слоями. Как результат, вздутие материалов.
В процессе монтажа трубопровода необходимо выполнить качественное торцевание элементов. Это обеспечит надежное и прочное соединение. К сожалению, выполнить торцевание труб на существующем трубопроводе довольно сложно. Это значительно понижает качество соединений. Единственный вариант – использование специальных насадок, которые имеют конструктивные особенности.
С помощью насадки выполняется прогрев внешней и внутренней поверхности. Это возможно благодаря специальному отверстию в конструкции элемента. Через него выводится воздух, который попадает в пространство между насадкой и армированной трубы. Также это отверстие позволяет выполнять зрительный контроль над проведением нагрева элемента трубопровода.
Армирование стекловолокном
Альтернативой алюминия является стекловолокно. Армирование проводится по аналогичной технологии. Отличие заключается в том, что вместо алюминия используют стекловолокно. В результате этого армированная труба состоит из двух слоев полипропилена, между которых размещается стекловолокно. Здесь стоит отметить, что слои выполняются монолитными, что повышает прочность армированной полипропиленовой трубы.
В процессе производства внутренний слой сваривается с наружным и внутренним. Таким образом, полипропилен надежно скрепляется со стекловолокном, которое предотвращает его деформацию. Для соединения слоев трубы не используют клей, как это было в предыдущем случае.
К недостаткам армирования полипропиленовой трубы стекловолокном можно отнести увеличение веса изделия. Но, стоит отметить, что стоимость такого материала несколько ниже. Помимо этого, стекловолокно не препятствует попаданию кислорода в теплоноситель. В результате это повышает возникновения коррозийного процесса на металлических элементах системы.
Особенности монтажа изделий

Монтаж армированной трубы выполняется аналогично пайке обычных полипропиленовых аналогов:
- Нарезка труб на необходимые размеры. Для этого используется схема будущего трубопровода.
- На следующем этапе выполняется нагрев фитингов и труб с помощью специального паяльника.
- Размягченные элементы соединяются и удерживаются в нужном положении на протяжении установленного времени. В результате этого получается надежное соединение.
Но, есть одно отличие, которое заключается в наличие дополнительного процесса. Его суть заключается в проведении зачистки алюминиевого слоя. Это выполняется перед выполнением спайки армированных труб. При проведении очистки стоит учитывать месторасположение армированного слоя. Так, если он расположен снаружи, то работа проводится следующим образом:
- Армированную трубу вставить в муфту с ножами.
- Несколько раз вручную провернуть инструмент.
- Выполнить спайку труб.
Если армированный слой расположен внутри, то работа по зачистке будет проводиться несколько иначе. Прежде всего, стоит отметить, что для этого используется специальный инструмент – торцеватель. С его помощью выполняется устранение внутреннего слоя. Таким образом, обеспечивается нормальное стыкование армированных труб.
С помощью данного инструмента можно решить следующие проблемы:
- Расслаивание труб в системе.
- Разрушение армированного слоя, вызванного электрохимическими процессами.
Стоит отметить, что трубы со стекловолокнистым армированием спаиваются так же, как и обычные полипропиленовые изделия.
Армированные трубы пользуются особой популярностью у населения. Это связано с тем, что такие изделия обладают многими достоинствами. Среди них стоит выделить высокая прочность материала, а также простота монтажа. Выполнить сооружение новой инженерной коммуникацию можно легко своими руками. Для этого понадобится паяльник и инструмент, с помощью которого выполняется торцевание армированных изделий.
Снова о видах армирования труб


Первый вариант — когда используется армирующий слой из алюминия, правильнее сказать, из алюминиевой фольги. Её толщина всего около полумиллиметра, и она соединяется с полипропиленом двумя способами: либо посредством склейки, либо фольгу перфорируют и непосредственно соединяют с полипропиленом. В первом случае, который надежнее, реже происходит расслоение трубы, да к тому же соединение получается более герметичным. При армировании труб фиберными волокнами слой из стекловолокна также располагается между слоями полипропилена, но соединение слоев достигается особым способом: предварительно стекловолокно «обогащают» гранулами полипропилена. При нагреве все это сплавляется и получается уникальная монолитная структура, что даже несколько предпочтительнее армирования алюминием в плане гомогенности Наконец, технология «базальтового армирования» похожа по принципу на технологию изготовления полипропиленовых труб, армированных стекловолокном. То есть в процессе тоже производят сварку. Однако прочностные характеристики получаются не хуже, чем у труб, армированных фиберными волокнами, то есть, проще говоря, стекловолокном. Ну а теперь о зачистке.
Попробуем разобраться, для чего необходима зачистка полипропиленовых труб, армированных алюминием, либо стекловолокном или базальтом. Если начать разговор с труб, армированных алюминием, то нужно сразу отметить: алюминиевую фольгу необходимо без сомнения удалять из места стыковки фитинга и трубы. Поэтому и нужна зачистка. Ведь соединение фитинга и патрубка будет производиться посредством термической сварки, а значит, металлические включения помешают созданию монолитной структуры. Соединение без зачистки может вообще не получиться. И что бы ни говорили производители так называемых «незачистных» труб, всё это лишь маркетинговый ход — трубам даже со слоем армирования посередине зачистка необходима — если, конечно, вы хотите, чтобы система прослужила достаточно долго. Как раз об этом следующий абзац.
Что же касается самой операции зачистки, то здесь нужно отметить следующее. Допустим, армирующий слой из алюминия расположен снаружи. Тогда все вопросы отпадают — остается просто убрать часть слоя инструментом. При расположении армирующего слоя внутри, вернее, в середине, дело усложняется и появляется справедливый вопрос: зачем вообще зачищать армирующий слой, если он спрятан между слоями полипропилена, ведь он не помешает стыковке? Но здесь все элементарно — нужно исключить возможность контакта транспортируемой воды с алюминием. Хотя опять же возникает вопрос: почему, ведь алюминиевая фольга не ржавеет в отличие от стальной? Все дело в возникающей при контакте с водой разности электрических потенциалов, которая вызывает со временем электрохимическое разрушение армирующего слоя. Вот поэтому-то необходимо обязательно зачищать алюминиевый армирующий слой, где бы он ни находился в трубе.

Трубы из полипропилена, армированные стекловолокном или базальтом, по структуре похожи друг на друга. Как указывалось выше, соединение полипропиленовых слоев со слоем из базальта или стекловолокна происходит посредством термосварки. В результате получается достаточно монолитная структура, а при контактировании с водой ничего не происходит ни с базальтовым слоем, ни со стекловолокном, поэтому зачистка таких труб не требуется. Таким образом, из всех армированных полипропиленовых труб лишь армированные алюминием нуждаются в зачистке. В заключение рассмотрим, каким образом, собственно, делается зачистка, и какой инструмент для этого используется.
Выбор инструмента для зачистки связан с тем, какой метод используется — обработка без электроинструмента или зачистка посредством электродрели. При производстве работ вручную употребляется специнструмент со съемными или не съемными (что менее удобно) рукоятями. При зачистке электроинструментом применяют особые насадки, с возможностью установки их как в дрель, так и в перфоратор. Однако последний, если уж нет дрели, должен использоваться в режиме сверления. И всё же чаще предпочитают зачистку труб без участия электроинструмента. Всё дело в том, что результат такой операции — улучшенная точность. А вот электроинструмент оправдывает себя лишь при большом объеме работ, когда нужна автоматизация процесса. То есть, скажем, при монтаже труб в частном доме эффективнее будет зачищать трубы ручным способом.
Устройство и особенности эксплуатации сверлильных станков
Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.

Для любого рода деятельности можно выбрать подходящий сверлильный станок, будь то домашняя мастерская, автосервис или производственный цех
Применение, конструкция и принцип действия сверлильных станков
Сверлильные станки позволяют создавать в деталях из различных материалов сквозные или глухие отверстия. Выполняются эти технологические операции при помощи такого режущего инструмента, как сверло, за счет которого и обеспечивается снятие стружки с обрабатываемого материала.
Большинство аппаратов данного типа составляют промышленные сверлильные станки. Количество моделей для бытового использования, отличающихся значительно меньшей функциональностью по сравнению с профессиональными устройствами, незначительно. Между тем именно на примере простой конструкции бытовых моделей удобнее всего знакомиться с принципом работы сверлильного станка и его базовыми элементами.

Малогабаритный бытовой сверлильный станок
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
- шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
- сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
- несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
- массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).

Основные узлы сверлильного станка
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
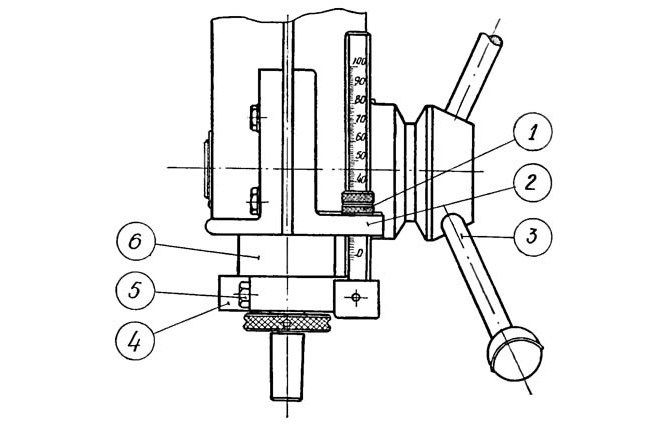
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Дополнительные устройства для бытовых сверлильных станков
Настольно-сверлильный станок, предназначенный для использования дома, может оснащаться дополнительными устройствами, которые значительно повышают его функциональность и эргономичность.

Станок «Калибр СС-13» с дополнительным подъемным рабочим столом
Перечислим такие устройства.
- Рабочий стол, который закреплен на стойке консольно, позволяет выполнять с ним различные действия: поднимать и опускать его вручную (в простейших моделях станков); использовать для изменения высоты его расположения специальную рукоятку, соединенную с реечным механизмом; фиксировать на требуемой высоте. Отдельные модели сверлильных станков для дома могут быть оснащены рабочим столом, который может не только перемещаться в вертикальном направлении, но и поворачиваться относительно вертикальной оси.
- Механизм, обеспечивающий регулировку глубины сверления, действует по следующему принципу: кончик сверла, закрепленного в патроне оборудования, опускают до метки на боковой поверхности детали, соответствующей требуемой глубине сверления. После этого закручивают затяжной рычаг регулятора глубины, ограничивая тем самым ход режущего инструмента.
- Защитный экран, представляющий собой откидывающееся ограждение из прозрачного пластика, обеспечивает защиту оператора станка от летящей стружки и не допускает попадания в зону обработки частей одежды и длинных волос.

Быстроразъемный зажим сверлильного станка BOSCH PBD 40
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.

Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.

Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.

Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
Использование на мебельных фабриках современного сверлильно-присадочного оборудования, обладающего большой универсальностью и функциональностью, позволяет оперативно изготавливать с его помощью мебельные конструкции даже по самым сложным чертежам.
Возможности и устройство промышленного сверлильного оборудования
Сверлильное оборудование, предназначенное для промышленного использования, устроено намного сложнее, чем бытовые модели. Это заметно, как было сказано выше, даже по фото таких агрегатов. Подача режущего инструмента на этом оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
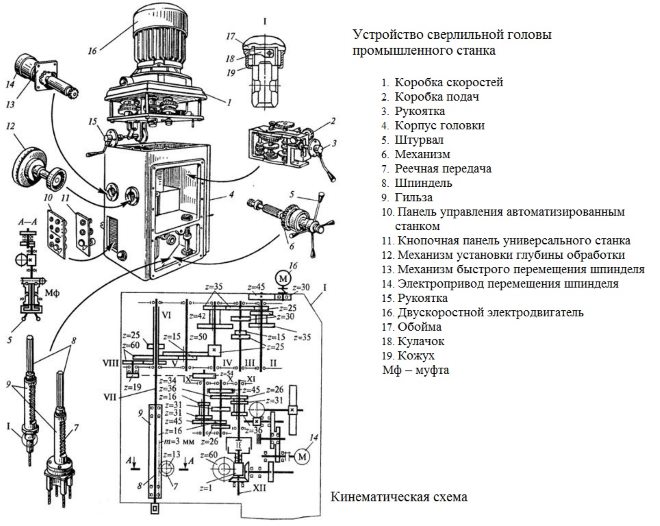
Конструкция сверлильной головы промышленного станка
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
- развертывание отверстий;
- обработку отверстий с использованием зенкера;
- снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
- обработка отверстий при помощи цековки;
- нарезание внутренней резьбы;
- обработка отверстий при помощи резца – растачивание;
- финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
- обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).

Зенковка углубления на промышленном станке
Правила работы на сверлильном станке
Работа на сверлильном оборудовании может быть сопряжена с риском травмирования оператора, если при этом не соблюдаются требования безопасности. В частности, риск для здоровья и даже жизни оператора, работающего на сверлильном агрегате, могут представлять:
- элементы станка, которые в процессе выполнения обработки вращаются и перемещаются линейно;
- токопроводящие элементы;
- обрабатываемые детали и инструмент, которые при недостаточно надежной фиксации могут вылетать из зоны обработки.
Важнейшим требованием по безопасности работы на сверлильном оборудовании является использование технически исправных и проверенных приспособлений и инструментов (и только по их прямому назначению).
Большое значение для исправной работы станка и получения с его помощью качественных отверстий имеет режущий инструмент. Он должен быть хорошо и правильно заточен, а также выбран в соответствии с материалом детали, в которой необходимо просверлить отверстия. В процессе обработки режущий инструмент интенсивно нагревается, что может привести к его быстрому износу и выходу из строя. Чтобы минимизировать такой риск, в процессе обработки необходимо выполнять охлаждение инструмента при помощи специальной жидкости или обычной воды.
Некоторые особенности имеет процесс сверления отверстий, глубина которых больше 5 диаметров используемого инструмента. В процессе формирования таких отверстий инструмент следует периодически извлекать и освобождать незаконченное отверстие от скопившейся стружки, которая может привести к заклиниванию сверла.
В целом техника работы на сверлильном оборудовании и правила его регулярного профилактического обслуживания не вызывают больших сложностей, обучиться им можно достаточно быстро. При соблюдении этих правил оборудование прослужит вам долго, и вы сможете эффективно использовать его для получения точных и качественных отверстий.





