Плюсы и минусы акриловой ванны: какая акриловая ванна лучше?
Ванна – один из самых дорогих сантехнических приборов. Люди готовы платить приличные деньги, ведь она служит не только для купания, но и для релакса после трудного дня. Весь вопрос заключается в том, за что конкретно приходится платить: за качественную долговечную продукцию или за товар, который будет создавать проблемы и быстро потребует замены.
Обычно ванну выбирают по таким критериям: материал, размеры, дизайн, торговая марка. Что до материалов, то среди наиболее популярных – чугун, сталь, акрил. Впрочем, существуют стеклянные, фаянсовые, мраморные и даже деревянные модели. Тренд последних лет – акриловые ванны. Мнения о них самые разные. Каковы же плюсы и минусы акриловой ванны по сравнению с другими видами?
Технологии изготовления акриловых ванн
Акриловые ванны изготавливают из полиметилметакрилата. Это специальный полимерный состав, который в быту называют сантехническим акрилом, поскольку материал широко используют при производстве современных душевых кабин и ванн. Изделия из полиметилметакрилата отличаются прочностью и легкостью, что существенно облегчает их монтаж.
Акрил хорошо держит температуру, не способствует размножению микроорганизмов. Пластичность материала с успехом используют дизайнеры: можно встретить акриловые ванны любых форм и размеров.

Но изделия не отличаются особой прочностью или высокими техническо-эксплуатационными характеристиками, т.к. слой акрила в 1 мм покрывает ванну лишь снаружи. Они изготовлены из акрилонетрилбутадиентирола, представляющего собой разновидность пластика.
Иногда модели, произведенные по методу экструдирования, называют поддельными акриловыми ваннами. Это название не вполне корректно, зато в полной мере отражает оценочное отношение потребителей к качеству товара.

Литые ванны производят из акрила, армируют стеклопластиком и полиэфирными смолами, а дно укрепляют специальными закладными ДСП-листами. Изделия устанавливают на металлические каркасы с антикоррозийным покрытием. К продукции прилагаются сертификаты соответствия, и продавец обязан предоставить их покупателю.
Качественная акриловая ванна, изготовленная с помощью литья, способна прослужить около 20 лет. Литые изделия устанавливают для постоянной эксплуатации, а экструдированные можно приобретать для дач, где их используют эпизодически.
Одна из особенностей акриловой ванны – «капризность» в отношении ухода. Чтобы сохранить ее в хорошем состоянии на протяжении многих лет, следует строго придерживаться правил ухода за ванной. Изделие следует очищать только специальной безабразивной бытовой химией.
Чистящие средства можно прибрести в любом магазине. На этикетке обязательно должна быть пометка, что состав можно использовать для ухода за акриловыми сантехническими приборами. Если появляются трещины, сколы или другие дефекты, поверхность ремонтируют с помощью жидкого акрила. Эту процедуру лучше доверить специалистам.
Преимущества и недостатки сантехники из акрила
Как и любые другие изделия, акриловые ванны имеют собственные плюсы и минусы. Среди преимуществ наиболее ценны такие:
- Малый вес. Акриловая ванна стандартных размеров весит в среднем 30 кг. Ее можно транспортировать, поднимать, переносить, устанавливать даже в одиночку.
- Несложный монтаж. Ванны из других материалов обычно ставят на ножки. Для монтажа акрилового изделия предусмотрен специальный регулируемый каркас. Он идет в комплекте, не нужно докупать детали.
- Широкий выбор моделей. Среди всех материалов, которые используют для изготовления ванн, акрил самый пластичный. Ему можно придать любую, даже самую замысловатую, форму. Это свойство с успехом используют дизайнеры, создающие стильные модели. Для ценителей уникального и эстетичного интерьера это настоящая находка.
- Простой уход и ремонт. Для мытья ванны можно использовать моющие средства для посуды, жидкое мыло, но лучше все-таки покупать специальные составы. Если появляется незначительная царапина, ее зачищают наждачной бумагой. Крупные трещины требуют реставрации покрытия жидким акрилом, и эту работу выполняют специализированные фирмы.
- Способность держать температуру. Для любителей расслабляющих процедур это качество бесценно. Вода остывает медленно, а сама поверхность не такая холодная, как у ванн из металла.
- Антискользящее покрытие. Поверхность акриловых ванн гладкая, но не скользит, поэтому риск получить травму существенно снижается.
- Гигиеничность. Акрил не гниет, не подвергается атакам грибка, не способствует размножению бактерий.
- Дополнительные приспособления. При желании владелец акриловой ванны может приобрести насадки и массажные устройства, которые сделают водные процедуры еще приятнее.
К основным минусам акриловых ванн относят низкую статическую прочность, недостаточную устойчивость покрытия к царапинам и высокую стоимость. Что до цены изделий, то она вполне оправдана, ведь качественные акриловые ванны изготавливаются при помощи сложных технологий.
Однако при выборе следует взвешивать и сравнивать: возможно, подойдет более дешевый чугунный аналог.

Статическую прочность обеспечивает металлический каркас, без него ванна, наполненная до краев, меняет форму. Защитить изделие от царапин помогут специальные коврики для купания. Их используют для мытья домашних животных и т.п.
При купании приходится проявлять осторожность: материал легко испортить острым, твердым или тяжелым предметом.

Какими бывают акриловые модели?
Если металлические ванны имеют преимущественно простые формы, то акрил позволяет создать необычные модели ванн любых размеров, в т.ч. и нестандартных. Это расширяет возможности для оформления ванных комнат.
Каждый владелец может найти наиболее удобную форму, которая впишется в стиль интерьера и будет полностью соответствовать потребностям семьи, проживающей в доме. Еще один плюс – возможность комбинирования акрила с различными материалами. Это дополнительный «бонус» при создании оригинальных изделий. Давайте разберемся, какие акриловые ванны бывают по форме.
Вариант #1 – прямоугольные
Это универсальные модели, которые можно установить в помещениях любой площади, кроме совсем тесных. Они приятно выглядят, удобны, но чаще всего не отличаются оригинальностью и иногда кажутся слишком громоздкими.

Вариант #2 – овальные
Плавные изгибы овальной ванны подходят для любого интерьера, хорошо сочетаются с другими формами. Однако многим просто надоели прямоугольники и овалы, которые были очень популярны в советское время.

Вариант #3 – асимметричные
Интерьер ванной комнаты с асимметричной моделью полностью преображается. Помещение выглядит ультрасовременным и стильным. Асимметричные изделия изготавливают правыми и левыми. В зависимости от формы их можно устанавливать в угол.
Единственный нюанс: при покупке нужно приобретать и специальную панель для отделки, поскольку обложить плиткой может быть трудно.

Вариант #4 – угловые
По популярности они соперничают с асимметричными. Угловые модели устанавливают, чтобы индивидуализировать интерьеры, визуально облагородить и при этом расположить сантехнику как можно более компактно.
Эти ванны очень удобны в эксплуатации, но при мытье возникает небольшое затруднение: из-за большой ширины изделия приходится залезать внутрь него, чтобы дотянуться до всех поверхностей.

Вариант #5 – круглые
Такие ванны обычно имеют большой диаметр и подходят только для больших помещений. В скромной комнате они займут всю площадь. Мыть круглые модели так же неудобно, как и угловые.

Сравниваем материалы и делаем выводы
Чтобы понять, какая акриловая ванна будет лучше для конкретных условий эксплуатации, необходимо сравнить их достоинства и недостатки. Наиболее распространенные материалы – сталь и чугун, именно из них чаще изготавливали ванны в недавнем советском прошлом.
Многим они попросту надоели, и это одна из причин роста популярности акриловых моделей. Владельцы квартир и домов ищут разнообразия. Но насколько оправдана замена чугуна или стали на акрил?
Чугун прочен, при должном уходе десятилетиями не теряет внешний вид, чрезвычайно долговечен. Недостатки чугуна – большая масса (до 120 кг), отсутствие разнообразия моделей. Из этого материала невозможно изготовить изысканное изделие сложной формы. Акрил существенно уступает чугуну в прочности, долговечности, устойчивости к механическим воздействиям.
Зато он в разы легче, проще в монтаже, а разнообразный дизайн поражает воображение. Вода в акриловой ванне остывает вдвое медленней. Если сравнивать стоимость, то покупка чугунной ванны обойдется примерно на 20% дешевле.
Сталь уступает чугуну и акрилу практически по всем показателям. Материал плохо держит температуру, вода в такой ванне быстро остывает, а шум, который возникает при ударе струи воды, может быть слышно на всю квартиру.
Пластичность стали выше, чем чугуна, но ниже, чем акрила. Из нее можно создавать модели различного дизайна, и все же такого разнообразного ассортимента, который предлагают производители акриловых ванн, нет.
При покупке стальной модели нужно помнить о ее неустойчивости. Монтировать изделие лучше на каркас, т.к. на ножках оно может шататься. Преимущество акриловых ванн в данном случае – укомплектованность. Модели сразу поставляются с каркасами. Плюс стали – дешевизна.
Стоит упомянуть о существовании квариловых ванн. Они изготовлены из материала, представляющего собой смесь акрила и кварца. Эти ванны, как и акриловые, могут быть любых форм и размеров, очень привлекательно выглядят. Преимущество кварила перед акрилом – меньшая подверженность появлению трещин. В остальном материалы очень похожи.
Однако цены на квариловые изделия останавливают многих покупателей.
Акрилово-стальные модели изготавливают при помощи сложной технологии. Ванны состоят из нескольких слоев – листов стали и акрила, между которыми помещена специальная скрепляющая прослойка толщиной в 1 см.
Эти изделия легки, прекрасно держат форму, отличаются четкими контурами, их проще обкладывать плиткой. Но стоят они существенно дороже обычных акриловых моделей и не каждому покупателю по карману.
Для изготовления ванн используют и более экзотические материалы – фаянс, дерево, мрамор, стекло. Изысканные дизайнерские фаянсовые и стеклянные ванны чрезвычайно дороги и непрактичны, но невероятно красивы и выглядят статусно. Деревянные модели больше выполняют эстетическую функцию, чем практическую, а мрамор может себе позволить только очень зажиточный человек.
Модели из этих материалов могут выглядеть более презентабельно, чем из акрила, но цена слишком высока.

Сравните плюсы и минусы различных ванн, решите, какое изделие подойдет для вас. Если остановите выбор на акриловой модели, имеет смысл выяснить, какие торговые марки пользуются спросом среди наших соотечественников. Лучшим брендом считается Ravak (Чехия). Преимущество чешских ванн – толщина стенок в 5-6 мм. Эти модели без проблем выдерживают большие нагрузки.
Обычно, наступая на дно ванны, человек ощущает некоторую «хлипкость». Продукция от Ravak приятно отличается от аналогов других фирм. Стенки ванн прочнее, но это не сказывается на пластичности материала и разнообразии форм.
Также обратите внимание на продукцию торговых марок Сersanit (Польша), Kolo (Польша), Pool Spa (Испания). При выборе конкретной модели старайтесь собрать о ней как можно больше информации, ознакомиться с отзывами потребителей.
Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Электродуговая сварка – виды, методы, технология
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.

Процесс электродуговой сварки
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Дуговая сварка трубы плавящимся электродом
Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
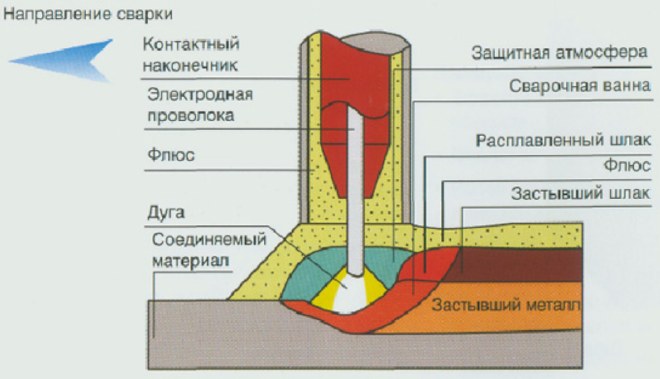
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Инверторный сварочный аппарат для электродуговой сварки
Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая проволока и смесь флюсов, которые формируют защитный слой сварочной ванны. Присадочным материалом при электродуговой сварке по данной технологии служит сам электрод.
Ручная и автоматическая электродуговая сварка
Для соединения металлических конструкций часто используется термическое воздействие на их отдельные части. Ручная и автоматическая электродуговая сварка является одним из самых популярных подобных видов работ.
Электродуговая металлическая сварка (ГОСТ 5264-80) – это процесс соединения металлов, во время которого температура электрической дуги может достигать 7000 градусов. Это уникальный вид соединения отдельных частей конструкций, т. к. таким способом можно сварить любые известные металлы. После застывания на месте сцепления образовывается сварной шов. Используется для ремонта кузова автомобиля, газовых, водяных и прочих труб, при производственных работах и т. д.
 Фото — принцип электродуги
Фото — принцип электродуги
Электрическая дуга расплавляет металл и металлические электроды, после чего жидкость, образовавшаяся посредством температурного воздействия, заполняет зазор между двумя заготовками.
 Фото — газовая горелка
Фото — газовая горелка
Виды дуговой электрической сварки:
- Ручная;
- Полуавтоматическая;
- Автоматическая.
Главное различие между процесса заключается в принципе проведения работ. При ручной все действия по соединению металлов осуществляются своими руками, при автоматической – соответственно, исключительно сварочным аппаратом. Полуавтоматический процесс является комбинированным. Здесь для сварки металлов используются электроды.
 Фото — шов
Фото — шов
Также в зависимости от используемого тока, процесс электродуговой сварки может осуществляться:
- Переменным;
- Постоянным. В свою очередь, такая технологическая сварка бывает прямой полярности (минусовыми электродами) и обратной (плюсовыми).
В зависимости от необходимого тока, может использоваться разное оборудование и способы соединения. Также у сварщиков, зависимо от типа технологической обработки, используются различные электроды: плавящиеся и неплавящиеся. Плавящиеся могут использоваться в любой среде. Они работают за счет образования дуги между металлом и электродом. В зависимости от длины соединяемых деталей, по мере сварки электрод подается на места стыков. Применяются для углеродистой стали, соединения алюминия, меди и т. д.
 Фото — открытая дуга
Фото — открытая дуга
Для небольших и тонких соединений используются неплавящиеся. Они часто применяются для сварки трубопроводов, тугоплавких металлов и другого. С такими целями применяются вольфрамовые электроды, графитовые и угольные.
Также электродуговая сварка классифицируется по типу защиты:
- В среде защитных газов (ГОСТ 14771-76). Это аргонная и углекислая;
- В среде шлаков. Это процесс термического воздействия на металлические соединения под флюсом или толстопокрытыми электродами. Процесс пользуется популярностью при пайке различных труб большого диаметра;
- С комбинированной защитой. Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
 Фото — электроды
Фото — электроды
Технология электродуговой сварки имеет свои достоинства и недостатки. Преимущества процесса:
- Доступность сварочного оборудования и дополнительных элементов (флюса, электродов). Купить инверторы можно в любом электротехническом магазине. Средняя цена – от 30 долларов за ручной инвертор и от 80 за полуавтоматический;
- Зона термического воздействия имеет очень малое влияние на несвариваемые участки металлов. Это крайне важно для соединения труб и тонких прокатных металлических листов.
Методы электродуговой сварки имеют и некоторые недостатки:
- Необходимо применение специального оборудования. Электродуговая сварка проводится только специальными инверторами и электродами;
- Для сварки нержавейки (легированной стали), алюминия, меди и других плавких металлов обязательно требуется зачистка соединяемых элементов. Кромки подготавливаются перед процессом термической обработки и после его окончания (только при условии полного остывания металла).
 Фото — соединение труб
Фото — соединение труб
Видео: обучение дуговой сварке
Как проводится
Чтобы правильно сваривать металл электродуговой сваркой, необходимо строго следовать инструкции. Только при этом условии сварной шов будет достаточно прочным и аккуратным.
- Кромки заготовок зачищаются и обезжириваются, при необходимости производится их резка. К ним приставляется раскаленный электрод. Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;
 Фото — зачистка
Фото — зачистка - Для того чтобы процесс сваривания происходил быстрее и результат был надежнее, на поверхность сварной арматуры (электродов) наносятся различные вещества. Это может быть кальций, калий, натрий. Они ускоряют процесс разделения металла на частицы;
- По типу сварки она может производиться открытой дугой (плавлением незащищенным потоком направленных частиц) и закрытой. В открытом положении купли металла насыщаются азотом, что негативно сказывается на качествах шва. Чтобы снизить это влияние электроды покрываются слоем металла. Для производства более выгодно использовать закрытый метод, в котором место сваривания защищено от воздействия кислорода; Фото — необходимые инструменты
- Когда все подготовительные процессы завершены, нужно установить электрод в инвертор и несколько раз провести концом прута по торцам свариваемых деталей – это зажжет дугу. Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности; Фото — защита
- У разных аппаратов есть различные режимы для сварки, но любые современные устройства изготовлены таким образом, что не дают электродам залипать. Поэтому стараться держать прут на определенном уровне от поверхности нет необходимости;
- Схема сварки: опереть электрод на поверхность свариваемых деталей и аккуратно медленно вести по зазору. Ванная заполнится жидким металлом, который при застывании образует прочное соединение. Чтобы максимально точно рассчитать мощность, ток и продолжительность воздействия дуги, необходимо воспользоваться операционной картой технологического процесса;
- Вертикальные швы свариваются короткой дугой. Угол соприкосновения электрода и свариваемой поверхности должен быть прямым, допускается отклонение на 10 градусов. Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
 Фото — зачистка
Фото — зачистка Фото — необходимые инструменты
Фото — необходимые инструменты Фото — защита
Фото — защита Фото — вертикальная электродуговая сварка
Фото — вертикальная электродуговая сварка
После того как ремонт окончен, нужно зафиксировать пластины в определенном положении до полного застывания ванной и шва.
Электродуговая сварка – особенности и технология проведения
Содержание:
- Что такое электродуговая сварка
- Принцип электродуговой сварки
- Виды и способы
- Виды аппаратов
- Особенности проведения работ
- Меры безопасности
- Интересное видео
Электродуговая сварка является наиболее распространенным способом соединения разных видов металлов. Этот процесс обладает универсальностью, его применяют повсеместно в производстве и в бытовых условиях.
У него имеется множество положительных качеств – простое выполнение, не требует использования дорогостоящего оборудования, сварку могут проводить даже новички в этом деле. Но все же перед тем как приступать к работе рекомендуется изучить ее основные принципы и особенности.

Что такое электродуговая сварка
Важно знать, что такое электродуговая сварка. Во время этого технологического процесса происходит расплавление примыкающих друг к другу областей двух свариваемых элементов при помощи тепла, которое поступает от электрической дуги. Сварочная ванна перемещается за электродугой. А при застывании она переходит в состояние прочного и неразъемного соединения, которое также называют сварным швом.
Технология электродуговой сварки металлов имеет характерную особенность. Расплавленная металлическая основа способна усиленно взаимодействовать с кислородом воздуха и азотом.
Для того чтобы защитить сварочную ванну обычно применяются следующие виды газов:
- Аргон;
- Углекислый газ;
- Гелий и другие инертные газы.
Стоит отметить! Сварка электрической дугой может проводиться с применением плавящихся электродов, материал которых войдет в сварной шов, а также неплавящихся. В данных ситуациях флюсовые добавки насыпаются вдоль линии соединения в виде порошка.
Принцип электродуговой сварки
В технологии электродуговой сварки имеется несколько принципов – короткое замыкание и пробой. Именно на последний показатель стоит обратить повышенное внимание.

В данном случае за основу берется пробой диэлектрика, который возникает при наполнении межатомного пространства частицами с электрическим зарядом. Ионы создают положительные заряды, а электроны – отрицательные. В некоторых ситуациях пробой возможен для любых диэлектриков. Но вот что касается электродуговой сварки металлов, то во время нее применяется пробой воздушного пространства между электродом и массой.
Во время сварки на электроде создается заряд тока с низким показателем напряжения, но с высокой силой – примерно 80-200 А. Также наблюдается огромная плотность – несколько тысяч А/м 2 .
В момент касания электрода массы, а именно другого материала с высокими показателями электропроводности при сваривании металлических конструкций, то может возникнуть короткое замыкание, которое создает электрическое поле с высокой мощностью. Именно в нем возникает пробой.
Виды и способы
Электрическая дуговая сварка имеет несколько разновидностей. Каждая из них обладает некоторыми отличительными особенностями, которые оказывают влияние на качество и вид сварного соединения.
Выделяют следующие виды электродуговой сварки:
- Ручная электродуговая сварка. Во время нее используется только ручная сила человека без механизмов;
- Механизированного вида. Во время процесса используется механизация при подаче проволоки в область сваривания, а часть работы производится ручной силой;
- Автоматического типа. Сварка осуществляется в автоматическом режиме. Специальное оборудование самостоятельно подает дугу, регулирует показатели ее длине, перемещение.
Технологический процесс электродуговой сварки также разделяется на способы:
- Пучком. Во время сварки производится связывание в пучок нескольких электродов, сваривание их торцов и установка в держателе. Используется больший диапазон токов и можно самостоятельно увеличивать показатели производительности.
- Сварка лежачим электродом. Во время этого процесса может производиться укладка с длиной от 50 до 120 см с обмазкой в разделанный стык или угол. На него помещается медный брус с продольной канавкой. После этого заготовка и электрод подсоединяются к источнику тока. Угольный стержень поджигает дугу, которая уходит под область бруска. Она перемещается по стыку, расплавляет рабочий элемент и сваривает кромку. В результате этого получается сварное соединение.
- Сварка наклонным электродом. Данный метод проводится для повышения производительности. Во время него электрод фиксируется в зажиме с обоймой, которая перемещается под своей массой по стойке. В момент зажигания дуги, электрод оплавляется, а обойма опускается вниз.
Виды аппаратов
Обычно при проведении электродуговой сварки используется простой сварочный аппарат – трансформаторный. Он работает по принципу обычного трансформатора, понижает напряжение и повышает ток. Данное устройство варит при помощи переменного тока.

Однако трансформаторное сварочное оборудование неудобное, оно обладает огромными размерами. По этой причине могут возникнуть проблемы с его перемещением. Для этих целей требуется специальное приспособление на колесиках.
Если требуется мобильный сварочный аппарат для электродуговой сварки, то отличным вариантом будет инвертор. Данное оборудование первым делом преобразует переменный ток от бытовой сети в ток с высокой частотой. А уже после этого оно переводит его в постоянный. Кроме этого устройства этого вида имеют небольшую массу, компактные габариты.
Инверторное сварочное оборудование для электродуговой сварки помогает добиться максимальной стабильности дуги. Именно это оказывает положительное воздействие на качество шва. Кроме этого устройство позволяет использовать разные режимы – с прямой и обратной полярностью.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.

Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки – инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов – это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях).
Меры безопасности
Во время проведения электродуговой сварки обязательно следует соблюдать следующие меры безопасности:
- Обязательно требуется надевать защитную форму и обувь из плотного материала. Данные средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава требуется плотно застегнуть, на кисти рук надеваются перчатки.
- Если нет защитной формы, то вместо нее можно воспользоваться хлопчатобумажной одеждой.
- От яркого света и искры от раскаленного металла лицо и глаза необходимо закрыть защитной маской.
- Сварочные работы должны выполняться в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Раскаленные частицы металла, искры могут привести к пожару, поэтому все средства для его предотвращения должны быть под рукой.
Обратите внимание! Технику безопасности обязательно нужно строго соблюдать. Если этого не делать, то во время сварочного процесса можно по неосторожности получить серьезные травмы.
Электродуговая сварка является популярной технологией, которая отлично подходит для сваривания разных видов металлов. Проведение процесса должно осуществлять правильно с соблюдение важных принципов. Работу требуется делать все поэтапно, это позволит подучить ровный и прочный шов. Но не стоит забывать про необходимые меры безопасности, которые защитят от травм и помогут сделать все правильно.
Интересное видео
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
 Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
 Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
 Прямая и обратная полярность подключения на сварочном инверторе
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
 Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
 Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
 Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
 Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Что такое электродуговая сварка. Принцип работы электросварки

Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
- Что такое электродуговая сварка
- Принцип сварки электродом
- Виды электросварки
- Оборудование для электродуговой сварки
- Особенности выполнения работы
- Меры безопасности
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.

Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.

В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.

По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.

Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.

Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.

Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.

Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.



