Технология пайки полипропиленовых труб – работаем самостоятельно без бригады сантехников

Сварка труб и деталей полипропиленовых труб (далее PPR) уже существует несколько десятков лет. Тем не менее на практике все ещё встречаются дефекты работы таких систем, которые показывают, что элементарные базовые знания процесса сварки или отсутствуют, или недостаточно соблюдаются. Вот почему для избегания аварийности в инженерных сетях, пайка полипропиленовых труб осуществляется строго с применением технологических режимов.
Основы материала PPR
Полиэтилен был разработан в 1933 году и впервые применён в системах защиты кабеля для радиолокационной изоляции. Первые трубы из ПВХ были введены в 1940 годах для использования в системах канализационных дренажей. В 1950 годы в Нидерландах были установлены пластиковые трубы для питьевой воды под давлением. Полиэтилен использовался для создания воздуховодов и дренажных трубопроводов в Великобритании. Широкое применение пластиковых систем по всему миру началось в 1980 годах.
PPR является одним из видов пластика, который расплавляется при нагревании (пластификации) и затвердевает при охлаждении. В своей основной структуре PPR состоит из длинных молекулярных цепей, так называемых макромолекул, которые состоят из одних и тех же основных строительных блоков (этилена), имеющих частично кристаллическую структуру.
Полиэтилен существенно отличается по своей структуре и профилю свойств от других материалов, что неизбежно сказывается на технологии сварки и монтажа. Он является хрупким при температуре ниже -50 С, так как аморфные области замораживаются. Выше этой температуры аморфные области смягчаются, и размягчённые области действуют, как буферы под механическим напряжением.
Это объясняет хорошую ударопрочность, а также гибкость PPR во время установки. При температуре от 130 С, размягчается кристаллическая решётка, и он находится в пластическом состоянии, которое используется при сварке. Примерно с 340 С PPR начинает разлагаться, а при большей температуре начинает гореть.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Пайка полипропиленовых труб выполняется с применением специального оборудования. Технология соединения коммуникаций основана на нагреве материала. В результате получают цельную конструкцию. Вероятность образования течи при этом существенно снижается. Важно правильно выполнить монтаж, в противном случае целостность шовного соединения может быть нарушена.
Теория пластиковой сварки
В принципе, при сварке PPR пластмасс комбинация пластифицированных слоёв изделия по соединению происходит путём приложения давления для формирования соединения материала. Процессы, происходящие во время пайки:
- адсорбция;
- диффузия;
- вязкоупругость и ползучесть.
Основные факторы, влияющие на паяние:
- температура сварки;
- сила сварки;
- время сварки.
Все три размера характерны для любого свариваемого термопластика и должны находиться в строго определённых допускаемых диапазонах. Даже если только один из этих трёх факторов выйдет за пределы этих допусков, качество сварного шва не может быть гарантировано.
Для того чтобы узнать при какой температуре паять полипропиленовые трубы 20, необходимо обратиться к специальной таблице.
Продолжительность нагрева ПП труб
Чтобы определить длительность нагрева изделия, руководствуются таблицей:
| Диаметр коммуникаций, мм | Глубина установки изделий на паяльник, мм | Время нагрева, секунды | Продолжительность сварки, секунды |
| 20 | 14 | 5 | 4 |
| 25 | 16 | 7 | 4 |
| 32 | 20 | 8 | 4 |
| 40 | 21 | 12 | 6 |
| 50 | 22,5 | 18 | 6 |
| 63 | 24 | 24 | 6 |
| 110 | 39 | 50 | 10 |
Влияние температуры
Для сварки PPR материал сначала должен быть введён в термопластичное состояние. В этом состоянии макромолекулы свободно перемещаются без стойких межмолекулярных связей. Растворение полукристаллических структур, пока не происходит, так как они плавятся при более высоких температурах. Это свободное перемещение должно быть в такой степени, чтобы молекулярные связи могли смешиваться в интерфейсах соседних структур и снова затвердевать, при охлаждении полукристаллических структур.
Влияние силы и времени спайки
Целью применения сварочной силы является приведение деталей по пластифицированному соединению в контакт друг с другом таким образом, чтобы молекулярные цепи могли достаточно перемешиваться и образовывать полукристаллические структуры, которые определяют прочность PPR. Требуемое усилие сварки (удельное давление соединения) для PPR указано в строительных нормах и определяется, как сила на площадь поверхности. Если сварочное давление неправильно рассчитано или сварочная машина неисправна, например, из-за утечки поршневых уплотнений, существует риск, что качество сварки будет низким, а соединение дефектным.
Это происходит из-за того, что в пограничных более холодных слоях будет происходить недостаточное перемешивание слоёв и, следовательно, снижение прочности. Кроме того, избыточное давление вызывает недопустимо большие деформации сдвига, что, в свою очередь, приводит к увеличению остаточных напряжений в сварном шве. Слишком высокие остаточные напряжения могут значительно снизить прочность соединяемых изделий.
При стыковой сварке несколько раз приходится учитывать временные интервалы.
Наиболее важными являются:
- Время прогрева и нагрева (пластифицирование) материала, подлежащего сварке, до нужной температуры сварки, для установления нужной температуры паяльника для полипропиленовых труб.
- Время нарастания давления соединения. Давление сварки равномерно нарастает в течение заданного времени сборки в соответствии с нормами до тех пор, пока не будет достигнуто давление соединения.
- Время охлаждения, в течение которого пластифицированный материал в плоскости соединения остывает до тех пор, пока сварной шов не сможет быть повторно напряжён, обычно через 8—24 часа после сварки. На этот процесс очень негативно влияет неравномерное или искусственно ускоренное охлаждение (например, водой), что может привести к искажению или неприемлемо высоким остаточным напряжениям.
Соединение с помощью компрессионных фитингов
Спаять пластиковые детали можно с помощью компрессионных фитингов. Они применимы не только для соответствующего им типа труб. Как правило, нельзя использовать фитинги из материала, отличного от материала соединяемых элементов. Однако, особенностью таких фитингов является их универсальность, так как соединять можно разные трубы: алюминиевые с медными, из с ПВХ и так далее. Поэтому, не каждой детали соответствует определенный тип фитинга. Еще одно преимущество этого вида соединения в том, что конструкция может быть как собрана, так и разобрана. Если же вы спаяли две детали, разъединить их как было уже не получится.
Конструкция фитинга состоит из следующих элементов: те, которые устанавливаются на окончание трубы (например, заглушки) и те, которые объединяют соединяемые элементы в единое целое.
Современный рынок насчитывает множество фитингов. Вот основные из них:
- Обжимные (они же компрессионные)
- Фланцевые
- Сварные
- Резьбовые
Компрессионный фитинг представляет собой корпус, не подверженный влиянию ультрафиолета. Внутри этого корпуса содержится запрессовывающая втулка и крышка. В материале корпуса содержится уплотнительное кольцо, которое способствует герметичному соединению, зажимное и упорное кольцо (иногда эти два кольца сочетаются в одном). В случае разборки/сборки деталей, уплотнительное кольцо подлежит замене на новое. Данные фитинги применяются для изделий из полиэтилена низкого давления (ПЭ 100, ПЭ 80, ПЭ 40), и полиэтилена низкой плотности. Обжимные фитинги помимо устойчивости к ультрафиолету, характеризуются также устойчивостью к химическим веществам агрессивного воздействия. Сфера применения соединений с использованием компрессионных фитингов характерна для малоэтажных домов, в уличных водопроводных системах деревней и поселков, теплицах. В связи с этим повторно следует отметить особенность этого вида соединения, а именно возможность разбора трубопровода в одном месте с целью переноса его к новому месторасположению.
При работе с фитингами обязательно предварительно нужно ознакомится с инструкцией и следовать строго ее положениям, а также правилам, изложенным далее по тексту. Перед работой необходимо ознакомиться с качеством труб, их размерами и их соответствием фитингам. Существуют максимально допустимые пределы отклонений от нормы при соединении: диаметр не может быть отклонен от номинального значения больше чем на 1%, а овал сечения не может быть больше 2%. Если эти пределы нарушены, тогда трубопровод лучше прокладывать в горизонтальном положении. Вручную трубопровод соединяют, если диаметр менее 50 мм, если более – тогда нужен специальный ключ. Соединение пластиковых труб без пайки должно осуществляться с соблюдением требований к тщательной очистке деталей от загрязнений и заусенцев, зачистке, чтобы кромки были гладкими, без дефектов. Для обрезки используют специальные ножницы. Отмечают необходимую длину вставки на изделии с помощью маркера.
Скорость соединения довольно быстрая. Гайку насаживают на один конец трубы, устанавливают кольцо зажима, после чего трубу вставляют в фитинг. Кольцо должно достичь упора. В заключение, в зависимости от диаметра трубопровода, закручивают гайку ручным способом или с применением ключа.
В результате мы получаем готовое соединение пластиковых труб без пайки.
Главные преимущества обжимных фитингов:
- Прочность конструкции
- Долговечность конструкции
- Простота и быстрота сборки
- Отсутствие подверженности к коррозии
- Универсальность
- Возможность соединения пластиковых труб своими руками без сварочного оборудования
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
Критерии выбора
Делая выбор среди многообразия современного рынка, следует особенное внимание уделить следующим моментам.
Давление
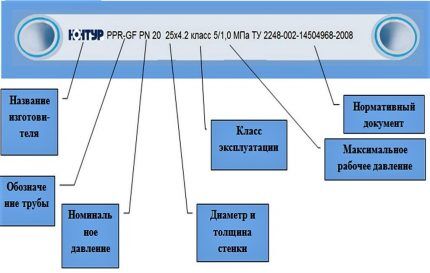
Для того чтобы определить рабочее давление изделия обратите внимание на то, какова маркировка полипропиленовых труб вида PN**. Цифры, указанные после этих букв, указывают на параметры рабочего давления в атмосферах.
Обратите внимание! Обозначение полипропиленовых труб указывает рабочее давление при температуре 20 градусов. Именно по этой причине следует делить его на три и выбирать трубы PN25. В реальности же трубы PN20 массово используются для отопительных контуров, и владельцы не знают проблем.
Температура
Маркировка обычно содержит и данные о максимальной рабочей температуре. Обычно производители указывают 90 или 95 градусов. Для потребителя эти значения равнозначны, а производители, таким образом, просто ограждают себя от судебных исков в большей или меньшей степени.
Габаритные размеры
Часто люди интересуются, какова длина полипропиленовой трубы? Заводы-изготовители выпускают изделия длиной 6м, все остальное считается нарезкой или отходами.
Для того чтобы подобрать диаметр таких изделий строители используют сложные строительные формулы, учитывающие тепловые нагрузки, температурные перепады, шероховатость и т. д.
Диаметр труб подчиняется стандартизации. Минимальный размер диаметра 16 мм, а максимальный 110 мм. Но существует ряд труб, которые используются для прокладки подземных коммуникаций с диаметром до 1200 мм.
Технология сварки
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
Армированная полипропиленовая труба – как паять?
Армированные трубы обладают улучшенными свойствами и наиболее часто применяются для отопления. Бывают:
- Стекловолоконные.
- Алюминиевые.
Монтаж первых ничем не отличатся от обычных труб (см. инструкцию выше), посему эти трубы можно назвать лучшим вариантом.
Однако алюминиевое армирование имеет свои особенности. Слой алюминия ни в коем случае не должен контактировать с жидкостью, иначе он разрушается, а смысл приобретения более дорогих труб, теряется. Небольшие перекосы внутри, на месте стыка можно не увидеть глазом, но именно они могут стать слабым местом системы и пропустить воду к металлу.
Чтобы этого не случилось, армированный слой зачищается (делать это обязательно нужно как у труб с поверхностным слоем фольги, так и с серединным слоем алюминия).
Для снятия слоя понадобится небольшое приспособление – шейвер (обычно не входит в комплект паяльника).
Конец, который нужно зачистить, вставляется в шейвер, и прокручивается точно так же, как очиняется карандаш.
Затем деталь помещается в паяльник и всё делается как в случае неармированной ПП.
Если делаете всё сами, не пренебрегайте зачисткой алюминиевого слоя! Но если монтаж выполняют наёмные рабочие, проследить, соблюдалась ли ими инструкция сложно (ведь без зачистки трубы всё равно спаяются). Чтобы не переживать о «человеческом факторе», лучше приобрести стекловолоконные армированные трубы!
Вот в принципе и всё, что нужно знать о пайке полипропилена. Главное не торопиться, не забывать очищать насадки и избегать перекосов. Производители говорят, что такие швы прослужат четверть века.
ПП-трубы хороши тем, что им не страшна коррозия, а также внутри них не оседают отложения. Кроме того, привлекает стоимость изделий. Полипропиленовые трубы для отопления: как выбрать? Сравнение и выбор оптимального варианта.
Какой материал труб для вентиляции в частном доме предпочтительнее, вы узнаете в этой статье. Металлические, пластиковые, а также канализационные трубы в качестве вентиляционных.
Пайка полипропиленовых труб: таблица температур, инструкция по монтажу + топ лучших пп систем

Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Пайка полипропиленовых труб

С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Спайка ПП труб, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Сегодня производителями выпускаются трубы различного диаметра, цвета, отличаются характеристиками. На что сразу необходимо обратить внимание при покупке систем — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
 Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.

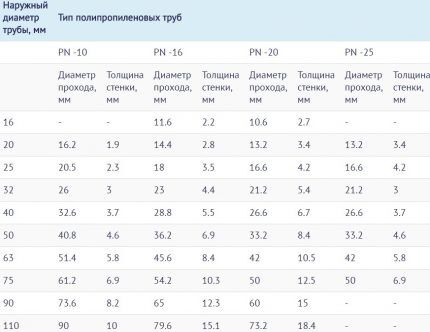
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
 Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Таблица пайки и температура их нагрева
Качество сварки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
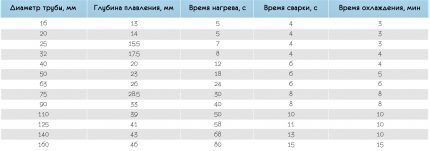
Перед Вами таблица для пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Температура сварки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной сварки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.
 Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.


Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.

Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для нагрева пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб

До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих труб, то лучше приобрести кронштейн с зацепом друг к другу.

Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
 Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.

- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Если статья Вам оказалась интересной и полезной, поделитесь с ней со своими друзьями в социальных сетях.
Пайка полипропиленовых труб: время и температура паяльника
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
- Какие трубы из полипропилена бывают.
- Как выбрать качественную полипропиленовую трубу
- Технология пайки полипропиленовых труб
- Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Время пайки при монтаже полипропиленовых труб
- Как подбирается температура пайки на практике
- Инструменты для пайки полипропиленовых труб
- Как подбираются насадки для пайки полипропиленовых труб
- Способы пайки полипропиленовых труб
- Пайка отопления полипропиленовыми трубами: основные правила
- Видео по теме пайки полипропиленовых труб
- Вывод
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
- PN10 – начальный размер. Тонкостенные трубки, рекомендуемые для организации холодного водоснабжения. Рабочая температура носителя не должна превышать значения 20 градусов. Допускается применение PN10 для оборудования системы обогрева теплых полов с температурой носителя не более +45 C;
- PN16 – полипропиленовые трубы, рассчитанные на работу в условиях рабочих давлений не более 16 атмосфер. Максимальная температура, подтвержденная испытания на выходе из производства, ограничивается значением 60. Не подходит для открытых коммуникаций систем обогрева, так как остается риск деформации изделий под воздействием высоких температур. Активно используется в прокладке холодного водоснабжения;
- PN20 – универсальная категория труб для отопления, которые могут использоваться для снабжения или перетока теплоносителей. Рабочая температура внутри изделий устанавливается в диапазоне от 80 до 95С. Так же используются в устройстве теплого водяного пола.
- PN25 –армированные изделия и фитинги. Предназначены для суровых условий. По характеристикам такие трубы сравнимы с металлопластиковыми аналогами, выдерживают нагрев теплоносителя свыше 95 градусов.
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
- Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis. В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
- При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость. Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
- При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
- Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 2 | |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
 Ножницы для резки труб
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
- Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
- Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
- Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
- Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала. Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.
Как паять полипропиленовые трубы правильно — инструкция по шагам
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Как паять полипропиленовые трубы
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
 Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты. Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.

Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сварить (спаять) полипропиленовые трубы
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.
 Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
 Цвета на характеристики не влияют
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
 Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
 Две конструкции устройства для сварки ПП труб
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
 Насадки для пайки полипропиленовых труб
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
 Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
 Если резать так, срез будет ровным и гладким
Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
 Ошибки, которые могут быть при сварке полипропиленовых труб
Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
 У армированных фольгой труб срезается полипропилен до фольги
У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
 Отмечаем глубину сварки
Отмечаем глубину сварки
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
-
Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
 Надеваем на насадеки
Надеваем на насадеки
 Фиксируем чтобы сварка полипропиленовых труб была надежной
Фиксируем чтобы сварка полипропиленовых труб была надежной
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
 Формула расчета диаметра полипропиленовых
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
 Пример разводки полипропиленовых труб в ванной
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
 Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
 Крепление полипропиленовых труб к стенам
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
 Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.





