Обжимные клещи для опрессовки наконечников проводов
Для качественных соединений различных проводов и кабелей с источниками и потребителями электроэнергии применяются металлические обжимные наконечники и гильзы. Их крепление на концах проводной продукции осуществляется с помощью пресс клещей для опрессовки наконечников.

Особенности обжимных клещей
Принцип действия инструмента похож на работу пассатижей. Отличием обжимных клещей для наконечников является сложный профиль прессовочных губок. Клещи обжимные или кримперы имеют различные размеры и форму посадочного ложа. Каждый вид инструмента предназначен для опрессовки проводов и кабелей с определённым сечением и количеством жил.
Инструменты для обжима наконечников проводов и жил кабелей позволяют быстро и качественно осуществить коммутационные связи между энергетическими узлами. Сам процесс обжимки для наконечников кабельных изделий довольно прост. На оголенный конец провода или многожильную скрутку одевают втулку. Её заводят в проём клещей. Усилием пальцев руки сжимают рычаги инструмента, и кримпер обжимает гильзу с проводом.
Основные типы клещей
Клещи обжимные подразделяют на два типа. Самый распространённый вид – это конструкция, работающая как пассатижи. То есть гильза сжимается с двух сторон. Другие клещи – это диафрагменные кримперы.
Пассатижный
Наконечник обжимают так, как плоскогубцы захватывают какую-либо деталь. Рабочая поверхность матриц имеет вырезы, в которые продевают хвостовик наконечника. Такая конструкция годится для тех креплений, которые не нуждаются в особой надёжности.
Для увеличения силы обжатия были изобретены гидравлические обжимные инструменты для наконечников. Благодаря этому усовершенствованию, клещи стали обладать большей эффективностью применения. В конструкции использованы цилиндры с поршнями, заполненные маслом, что создаёт большое давление матриц на гильзу наконечника.
Важно! Некоторые кримперы комплектуются несколькими видами съёмных матриц. Универсальность инструмента устраняет потребность в клещах под каждый размер сечения проводников.
Диафрагменные клещи
Оригинальность конструкции диафрагменных обжимников заключается во всестороннем охвате хвостовика наконечника. Принцип действия схож с движением лепестков диафрагмы фотообъективов. Единственным недостатком таких устройств является невозможность заведения клещей в соединение двух концов проводов.
Обратите внимание! Диафрагменный инструмент используют как пресс для металлических наконечников штыревой или плоской формы. Всесторонний зажим намного эффективнее пассатижного типа охвата концевиков проводной продукции.
Область применения
Клещи для обжима наконечников проводов определённых конструкций применяются в зависимости от состава сечения кабельной продукции. Основные направления использования кримперов можно представить следующим перечнем:
- многожильные провода и тонкостенные наконечники;
- многожильные провода и толстостенные наконечники;
- наконечники и электрический кабель большого сечения;
- последовательное обжатие проводов;
- обжимка компьютерных кабелей.
Многожильные провода и тонкостенные наконечники
Тонкостенные наконечники применяют для проводов малого сечения – от 0,5 до 3,5 мм2. Элементы имеют маркировку НШВИ. Аббревиатура расшифровывается следующим образом:
- Н – наконечник;
- Ш – штыревой;
- В – втулочный;
- И – изолированный.
НШВИ наконечники применяются для опрессовки медных многожильных проводов с последующей вставкой в гнёзда различных электронных приборов. Рукоятки кримперов сжимают до тех пор, пока не сработает пружинный механизм устройства.
Обратите внимание! Многоступенчатые матрицы клещей позволяют работать одновременно с проводами сечением в диапазоне, указанным выше. Этим исключается потребность в большом количестве скобообжимных ручных инструментов.
Пресс клещи создают крепкое и надёжное обжатие наконечников. Без них пришлось бы скручивать многожильные сердечники или заниматься пайкой клемм распределительных устройств. Применение отпрессованных концевиков полностью устраняет проблемы, связанные с ломкой тонких жилок, обрывом проводов, риском короткого замыкания.
Многожильные провода и толстостенные наконечники
Толстостенные хвостовики используются для опрессовки многожильных силовых кабелей. Их предельное сечение достигает 16 мм2. Пресс клещи ПК-16 применяют только для многожильных проводов. Инструмент может обжать гильзу настолько сильно, что легко переломит одиночную жилу.
Процесс опрессовки кабеля происходит в несколько этапов:
- На конце провода отмечают длину гильзы.
- Специальными кусачками удаляют изоляцию с отмеченного участка.
- Одевают отрезок термоусадочной трубки так, чтобы она не заходила на оголённый провод.
- Очищенный конец кабеля заводят внутрь гильзы. Вхождение провода должно быть плотным, но без усилия.
- Клещами делают обжим наконечника.
- Торчащие жилки обкусывают.
- Феном греют термоусадочную трубку, пока она плотно ни обхватит кабель.
Если в маркировке инструмента указана литера «У», то это означает расположение храпового механизма внутри рукояток, чем создаётся большое усилие на губках кримпера. Клещи ПК-16-У легче сжимаются во время опрессовки кабеля.
Наконечники и электрический кабель большого сечения
Обжимка для наконечников электрического кабеля большого сечения производится ручным гидравлическим прессом. Изначально клапан устройства приоткрыт, и шток медленно сдвигается в исходное положение. В начале хода поршня клапан открывается полностью, что обеспечивает сжатие матриц с большим усилием.
Во внутридомовом оборудовании кабели большого сечения мало встречаются. В основном гидравлические клещи используются для установки наконечников на высоковольтных кабелях для крепления их в щитах промышленных объектов. Обжимные гидравлические клещи для габаритных наконечников также применяются при прокладке и коммутации силовых кабелей в энергощитах подъездов жилых домов, административных сооружений и зданий гражданского назначения.
Гидравлический пресс комплектуется кассетами со сменными матрицами. Верхний рычаг оснащён магнитом, который после обжатия возвращает рукоятку в исходное положение. Рычаги оснащены прорезиненными оболочками, которые обеспечивают электрическую безопасность работы устройства. Обжим двух кабелей двусторонней гильзой производят при переносе электрического щита. Данные клещи для одновременного обжима двух проводов применяются также при наращивании медных жил диаметром 6-12 мм2.
Последовательное обжатие проводов
Такой способ применяется при соединении отрезков проводов в единое целое. Особенно это важно для последовательного обжатия проводников с жилами из разных металлов. Например, когда нужно сделать смычку алюминиевого и медного провода, используют обжимную втулку.
Дело в том, что скрутка из разноимённых металлов будет вызывать разрушительные процессы от их непосредственного контакта между собой. Соединительная гильза становится своеобразным мостиком между алюминием и медью.
Оголённые провода вставляют с двух сторон в гильзу. После этого втулку сдавливают клещами. Сжатая гильза не допускает попадания воздуха внутрь соединения, что препятствует возникновению окислительных процессов в металле проводов.
Обжимка компьютерных кабелей
Нередко встаёт вопрос обжимки кабеля интернета для подключения его к компьютеру или объединения нескольких ПК локальной сетью. Для этого используется кабель – витая пара. Провода расплетают и распределяют параллельно по отношению друг к другу. При этом соблюдают строгое цветовое расположение проводов.
В качестве наконечников используют пластиковые разъёмы RJ-45. Полимерные наконечники предназначаются для вставки в гнёзда хабов и сетевых адаптеров. Витая пара состоит из восьми проводов. Перевитые попарно изолированные жилы минимизируют помехи при прохождении в них электрических токов.
Для опрессовки концов кабелей применяют специальные кримперы. Разъём RJ-45 представляет собой пластиковую коробочку с проёмом под кабель с одной стороны и контактными клеммами с другой стороны.
Процесс установки разъёмов на сетевых кабелях происходит следующим образом:
- снимают один сантиметр изоляции, для этого на клещах есть специальный разъём;
- витые пары расплетают, выравнивают в определённом порядке;
- кусачками ровно обрезают провода таким образом, чтобы сформировались оголённые торцы жил;
- провода вставляют в разъём RJ-45, обрезанные провода своими жилами должны плотно примыкать к тыльной стороне клемм;
- пластиковый коннектор вставляют в проём клещей, затем сжимают рукоятки инструмента.
Провода витой пары должны располагаться слева направо в следующем порядке (смотреть сверху со стороны входа в разъём):
- Бело-оранжевый.
- Оранжевый.
- Зелёно-белый.
- Синий.
- Сине-белый.
- Зелёный.
- Бело-коричневый.
- Коричневый.
Как правильно работать обжимными клещами
Самостоятельное овладение опрессовочными клещами первоначально может сопровождаться созданием некачественного соединения гильзы или наконечника с проводом. Нередко бывает, что с виду надёжно выполненный обжим скрывает плохой контакт. Это может происходить по двум причинам.
Если не выдерживается форма клемм
Несовпадение размера наконечника или гильзы с проёмом между губками матриц может вызвать перекос сдавливаемого элемента. Прежде, чем приступить к обжимке, следует примерить наконечник к проёму в клещах. Также важно плотное вхождение оголённого конца провода в отверстия хвостовика или гильзы.
Пучок проводков или одиночная жила должна входить в соединительный элемент с лёгкой натяжкой. Если возникают какие-либо сомнения в надёжности крепления, стоит потренироваться на отдельных отрезках кабеля. После обжима усилием рук нужно проверить прочность соединения. При малейшем люфте обжим следует забраковать и возобновить опрессовку с другим концевиком.
Чрезмерный зажим может повредить жилы внутри гильзы. В сопроводительной документации клещей для обжима обычно указывают размеры поперечного сечения наконечников непосредственно для каждого проёма клещей. Следует избегать применения разъёмов из мягких металлических сплавов. Со временем наконечник может потерять прочность, и контакт станет ненадёжным.
Скручивание многожильных проводов перед обжимом
Ошибка может совершиться по привычке скручивания жил, которую производят перед изолированием или пайкой ручных соединений. Так делать категорически нельзя.
Проверить пагубность скрутки можно простым способом. Стоит сжать плоскогубцами скрутку многожильных кабелей, чтобы убедиться в деформации и повреждении целостности проводков.
Если при снятии изоляции с монтажного участка кабеля обнаруживаются скрученные жилы, то их надо распрямить. Только после этого жилы вставляют в проём наконечника или гильзы.
Цветовая маркировка наконечников
Маркировка цветом применяется для наконечников НШВИ. Цвет юбки коннектора соответствует определённому сечению провода:
- чёрный – 1,5 мм2;
- синий – 2,5 мм2;
- серый – 4 мм2;
- жёлтый – 6 мм2;
- красный – 10 мм2.
Таблица цветовой маркировки наконечников НШВИ
Обжим проводов с помощью клещей по качеству и быстроте соединений не может сравниться с ручной скруткой или пайкой. Для любых соединений всегда можно подобрать нужную модель кримпера.
Видео
👍Лучшие пресс-клещи на 2021 год
Пресс-клещи являются специальным механическим, ручным инструментом, позволяющим осуществить качественную опрессовку наконечников, а также соединителей непосредственно на кабелях. Они активно применяются при проведении обработки, монтаже много- либо одножильных проводов, сделанных из алюминия или меди. Кроме того, с помощью этого инструмента можно обжимать провода разной модификации, конструкции.
Часто пресс-клещи применяются для решения других задач, связанных с проведением монтажных работ. Например, они активно используются в тех случаях, когда необходимо сделать качественные соединения на пластиковых трубах или фитингах.
Этот ручной строительный инструмент активно используется в тех случаях, когда невозможно или затруднительно выполнять проведение сварки либо пайки для соединения между собой нескольких элементов одной конструкции (цепи). Редакция сайта «ЯНашла» подготовила для Вашего внимания, предварительно ознакомившись с новинками, советами, а также отзывами, рекомендациями большинства пользователей, рейтинг самых качественных, популярных моделей пресс-клещей по состоянию на 2021 год.
Описание

Профессиональные модели пресс – клещей для наконечников представляют собой инструмент механического типа, благодаря применению которого можно быстро, надежно соединить между собой несколько разных элементов. По своему внешнему виду они больше всего напоминают обыкновенные плоскогубцы. Единственным отличием является то, что для их функционирования применяются специальные рельефные матрицы. Эти матрицы подбираются отдельно, с учетом форм, а также диаметра обжимаемого изделия.
Продолжительность эксплуатации электросетей, прежде всего, зависит от качества соединения проводников между собой. Именно по этой причине большой популярностью стали пользоваться изделия опрессовки, благодаря применению которых можно создать надежное, качественное неразъемное соединение, состоящее из нескольких проводников.
Процедура опрессовки предусматривает проведение предварительной подготовки кабеля, а затем его дальнейший обжим при помощи специальных гильз, сделанных из алюминия либо меди. Инструмент, который используется для обжимки проводов, чаще всего, опытные пользователи называют кримпером.
Большинство популярных производителей оснащают такие агрегаты небольшим набором сменных матриц со специальными профилями. В зависимости от предназначения и спецификации они подходят как для работы с жилами, так и для устранения изоляции.
Как правило, большинство опытных пользователей, пользуются опрессовочными инструментами, которые оснащены приводом механического типа. Такие устройства обладают высоким уровнем эффективности и могут применяться как в промышленности, так и для решения простых бытовых задач.
Однако следует отметить, что для выполнения работ повышенной сложности применяются пресс – клещи, оснащенные приводом гидравлического типа. Эти аппараты способны обработать кабель большого диаметра, площадь сечения которого варьируется от 120 мм квадратных. Такие устройства, используемые для опрессовки наконечников, а также гильз состоят из нескольких базовых элементов:
- Неподвижной части. Представляет собой матрицу. Она имеет вид фигурной скобки и обеспечивает необходимый уровень деформации обрабатываемого материала.
- Подвижной детали. Этот элемент является специфическим пуансоном. Он обеспечивает выдавливание соединения непосредственно на гильзе.
При использовании съемных моделей, нужно правильно подобрать уровень их рабочей зоны, которая состоит из пуансона и матрицы. Если при подборе рабочей зоны пользователь допустит ошибку, тогда в итоге получится соединение низкого качества с неприемлемым уровнем контакта.
Кроме того, при использовании этого инструмента необходимо уметь рассчитывать подаваемое на него пользователем усилие для обеспечения сжатия. Слишком большое давление приведет к разрыву используемой гильзы и сделает ее непригодной для дальнейшей эксплуатации. Недостаточное, небольшое давление наоборот не сумеет обеспечить надежный обжим и контакт проводников между собой.
На заметку! Как выбрать матрицы? Каковы основные критерии выбора? Матрицы необходимо подбирать с учетом размера диаметра наконечника. Выполнить настройку аппарата для дальнейшей работы можно при помощи точной настройки либо замены детали (матрицы).
Каких видов бывают

Качество, надежность соединений электропроводки, прежде всего, зависит от показателей площади прилегания ее контактов друг с другом. Проще говоря, чем больше площадь соприкосновения проводников, тем лучше уровень контакта. Подбирая клещи, рекомендуется, в первую очередь, обращать внимание на параметры, показатели сечения проводом, с которыми впоследствии придется работать.
У инструмента, который используется для обжима наконечников, практически одинаковый принцип функционирования. Благодаря его применению пользователь может осуществлять обработку:
- Плоских, а также штекерных разъемов;
- Соединительных гильз;
- Штыревых наконечников;
- Разветвителей;
- Вилочных, а также кольцевых наконечников.
Чтобы повысить скорость обработки соединений, а также улучшить качество обжима, рекомендуется использовать расходники (втулки, наконечники). Стоит отметить, что расходный материал придется приобретать отдельно. Однако эти затраты быстро окупятся благодаря повышению качества, а также оперативности проводимых мероприятий по обработке соединений.
Диафрагменные

В зависимости от конструкции механизмов диафрагмы, такие устройства способны осуществлять обжим проводника с нескольких сторон (с 4 или 6). Диафрагменные модели, благодаря полному обхвату втулки, способны существенно улучшить качество соединений, а также гарантируют высокий уровень обжимной плотности проводников. Такие аппараты способны в автоматическом режиме подстраиваться под толщину втулки. Поэтому во время их использования пользователю не нужно постоянно осуществлять замену матриц.
Пассатижные

Устройства пассатижного типа являются наиболее распространенными, часто используемыми во время проведения ремонтов с механическим, ручным инструментом. Они, после того, как пользователь зажал рукояти, благодаря рабочим плоскостям, сдавливают втулочную часть. Края этого инструмента, по сравнению с обыкновенными плоскогубцами, оснащаются специальными вырезами определенной формы. Такие устройства прекрасно подойдут для выполнения обжима П – образных наконечников. Главным достоинством этого ручного инструмента является его универсальность. С его помощью можно осуществлять манипуляции при работе с проводниками, практически с разных сторон.
Как правило, такой инструмент поставляется с втулками, обладающими небольшим рабочим диапазоном. Поэтому большинство пользователей, рекомендуют дополнительно приобретать специальные наборы кримперов под наконечники.
В качестве альтернативы можно приобретать специальные кримперы, которые оснащаются наборами съемных матриц. В этом случае для крепления матриц используются кассеты. Для замены необходимо рабочую зону этого инструмента вставить в кассетный разъем, а затем подтянуть его к себе.
Электрические

Является автоматизированным инструментом, который относится к профессиональному классу. По сравнению с механическими клещами, электрические аналоги обладают большим уровнем производительности. Как правило, они используются на производствах либо для решения сложных задач.
Сфера применения

У разных моделей пресс – клещей могут отличаться размеры губок, кримперов, а также гильзовой части. Однако, несмотря на такие отличия, они в основном применяются для решения следующих задач:
- Проведение подготовительных мероприятий с жилами проводников для их дальнейшего крепления внутри клемм разнообразных электроустройств;
- Соединение между собой разных наборов проводников (проводов).
Как правило, опрессовка используется в тех случаях, когда необходимо соединить между собой многожильные провода. Зажатие проводов с большим количеством жил, без предварительных подготовок, в клеммы чревато тем, что со временем между ними образуется пустота, в результате чего контакт на соединении становится хуже.
Обжимка проводов

Главное достоинство использования крепежей для обжимки проводов заключается в том, что после проведения работ, воздух не сможет проникать внутрь гильзы. Благодаря применению специальных клещей, пользователь может создавать надежные соединения, состоящие из большого количества жил, сделанных из разного материала (алюминий, медь).
Обжатие кабелей для компьютера

К отдельному типу кримперов следует отнести модели, применяемые для обжима так называемых кабелей – витая пара. Принцип их функционирования практически такой же, как и у двухгубочных аппаратов. Однако они оснащаются специальными матрицами, которые способы работать с телефонными либо компьютерными штекерами.
Обжим металлопластиковых труб

Для обжима металлопластиковых труб используются специальные элементы, которые называются фитингами. Они бывают компрессионными, а также прессовыми. Обжимные клещи применяются для работы с прессовыми фитингами, в то время как компрессионные можно устанавливать при помощи обычного гаечного ключа.
Лучшие пресс – клещи на 2021 год

На что обратить внимание при выборе? Каких ошибок не допустить при выборе такого устройства? Клещи это удобный, универсальный инструмент, благодаря применению которого можно быстро делать соединения повышенной прочности из нескольких проводников. Однако при выборе такого инструмента (его разновидности), прежде всего, необходимо определиться с задачами, особенностями работы, которая будет выполняться с его помощью.
Например, чтобы зачистить контакты, обрезать провода небольшого сечения, обжимать разъемы, рекомендуется покупать изделия, оснащенные сменными губками. Гидравлические модели, лучше всего, подойдут для опрессовки наконечников, сделанных из разного материала.
Какой фирмы и какого вида лучше купить? При выборе такого инструмента, также рекомендуется обращать внимание на фирму – производителя. Лучшими производителями пресс – клещей, по мнению большинства отечественных покупателей, являются:
- Pro’sKit;
- Intertool;
- AcKo;
- IEK;
- PROLINE;
- E-next;
- KWB;
- ШТОК.
При выборе также рекомендуется обращать внимание на стоимость, конструкцию, а также качество самого изделия. Для выполнения простых работ, например для домашнего использования, прекрасно подойдут недорогие, бюджетные модели.
Где купить? Приобрести подобный инструмент можно как в специализированных магазинах, так и в интернет – магазинах, предварительно изучив каталог, технические характеристики, функционал и фото предложенной продукции и сделав онлайн заказ.
ТОП лучших недорогих ручных моделей

Недорогая, бюджетная модель гексагональных клещей, которая прекрасно подходит для выполнения разнообразных типов монтажных работ. Эта модель оснащена встроенными матрицами, которые относятся к револьверному типу. Благодаря легкой, простой регулировке под нужный для проведения монтажных работ размер, обеспечивается простота и легкость проведения рабочего процесса при выполнении электромонтажных работ.
Эта модель пресс – клещей подходит для работы с наконечниками, сделанными из меди, диапазон сечения у которых варьируется в пределах от 6 до 50 мм квадратных. Масса изделия равна 1,5 кг. В наличии имеются рукоятки – чехлы. Тип – предназначен для работы с силовыми наконечниками.
- Цена (средняя стоимость — 1852 рубля);
- Большинство пользователей отмечают, что у этого изделия удобные ручки и хорошее качество изготовления;
- Хорошее качество обжима.
- Небольшой люфт матриц;
- Не подходят для профессионального использования.

Качественный, надежный кримпер, который оснащен трехшарнирным, рычажным механизмом. Корпус этой модели сделан из 3 – х миллиметровой стали. Благодаря наличию удлиненных рукоятей, пользователь может проводить опрессовку соединения при помощи обеих рук. Дополнительно оснащается специальным механизмом храпового типа, который блокирует обратный ход инструмента вплоть до окончания цикла опрессовки.
Для удобства работы этот аппарат оснащается системой, которая отвечает за разблокировку используемого храпового механизма. Это изделие оснащается рельефными двухкомпонентными рукоятками, которые покрыты термопластрезиной. Благодаря этому руки пользователя не соскальзывают во время проведения работ по опрессовке. Эта модель дополнительно оснащена регулятором, который отвечает за функционирование прижимного усилия используемых матриц.
Этим аппаратом можно проводить опрессовку так называемых втулочных наконечников. Тип используемых наконечников – НШВ, а также НШВИ. Оснащается шестипозиционной матрицей. Максимальный диапазон сечения провода, который можно обжать при помощи этого изделия – 6 квадратных миллиметров.
- Невысокая стоимость (2060 рублей);
- Трапециевидный режим;
- Качество сборки, эргономичные ручки:
- Наличие храпового механизма;
- Оснащены антискользящим покрытием.
Каким способом можно обжигать кирпичи?

Как обжигать кирпичи? Этот вопрос является очень популярным, ведь кирпич — это стройматериал, который известен уже несколько тысяч лет. Популярность кирпича объясняется его уникальными свойствами и простым производством. В регионах с высокой температурой воздуха изготовить кирпич можно в домашних условиях. Но для этого необходимо знать технологию, как обжечь кирпич, и выбрать качественные материалы.
 Обжиг кирпича в печи закрепляет форму и надежность кирпича.
Обжиг кирпича в печи закрепляет форму и надежность кирпича.
Из чего изготавливают
Для производства кирпича в домашних условиях понадобится глина, которая находится чуть ниже дерна. Признаком наличия глины является клейкая грязь красноватого оттенка, полученная при смешивании воды и земли. Идеальным вариантом для производства является глина средней жирности.
Чтобы определить жирность сырья, проводят следующий опыт. Из нескольких участков грунта добывается 500 г глины, затем в нее добавляется вода. Перемешивают глину с водой до состояния клейковины. Из полученной смеси делают небольшие шарики окружностью около 5 см. Такую операцию проделывают со всеми видами добытой глины. Через 2-3 дня, когда шарики просушатся и затвердеют, смотрят на полученный результат. Если шарики с трещинами, то это указывает на большую жирность глины, и в нее необходимо будет добавлять кварцевый песок. Если же на шариках отсутствуют трещины и при броске с 1 м шарик остается целым, то это значит, что глина оптимальной жирности и полностью подходит для производства кирпича.
Способы изготовления
На сегодняшний день известно о 3 способах производства кирпича:
- саман — необожженный кирпич, изготовленный с добавлением соломы;
- кирпич-сырец;
- обожженный красный кирпич.
Технология производства самана заключается в следующем. Сначала необходимо сделать специальные формы для заливки размером 25х12х6,5 см. Материалом для форм служат доски толщиной 20,5 мм и 2 небольших отрезка фанеры, которые между собой соединяются гвоздями длиной 5-6 см. Для формирования в кирпиче выемок делают небольшие выступы в двух крышках формы. Это способствует лучшему сцеплению материалов. Верхнюю крышку делают съемной.
Далее переходят к изготовлению раствора. В большой контейнер с невысокими бортиками закладывается тощая, жирная глины и тщательно перемолотая солома в пропорции 1:1:5. Добавляя немного воды, полученную смесь перемешивают совковой лопатой, а затем разливают в немного смоченные водой сделанные ранее формы. Заполняется форма полностью, включая все углы. Излишки раствора убираются металлическим шпателем. Сверху немного присыпают цементом или пылью и накрывают крышкой. Через некоторое время формы переворачивают, предварительно сняв верхнюю крышку. Для сушки кирпича используют стеллажи под навесом. Как правило, просушка занимает 7-14 дней, в зависимости от условий климата. Во время сушки исключают прямое попадание солнечных лучей и обеспечивают хорошее проветривание.
 Кирпич-сырец изготавливается из глины без соломы необоженным способом.
Кирпич-сырец изготавливается из глины без соломы необоженным способом.
Саман является достаточно прочным видом кирпича, и строения из него сохраняются на протяжении десятков лет.
Кирпич-сырец производится аналогично саману, только вместо соломы добавляется песок. При этом пропорции материалов сохраняются те же.
Изготовление обожженного кирпича
Изготовление обожженного кирпича-сырца включает 3 стадии:
 Схема обжига кирпича газом.
Схема обжига кирпича газом.
- прогревание;
- обжиг;
- охлаждение.
Обжиг кирпича — самый важный и ответственный процесс в производстве, он представляет собой постепенное нагревание изделия до температуры от 920 до 980°С.
При достаточно высоких температурах глина меняет свое состояние, цвет и превращается в сверхпрочный материал. Обожженную глину невозможно размочить водой, и она навсегда становится камнеподобной. И к тому же ей не страшны морозы.
Существует два способа обжига. В первом способе кирпич-сырец кладут в металлическую бочку объемом 200-250 л без дна. Затем бочку ставят на печь без верха. При втором способе бочку устанавливают на ножки высотой около 20 см в предварительно вырытую яму глубиной около 50 см. Чтобы обеспечить равномерную температуру, огонь должен гореть около 20 часов.
Обжиг кирпича состоит из нескольких этапов:
- 1 этап — малый огонь или выпаривание, при котором испаряется вода при температуре около 120°С.
- 2 этап — средний огонь или дым, проходит при температуре 120-600°С. Происходит выгорание органических примесей, и полностью выделяется химически связанная вода.
- 3 этап — большой огонь или взвар, в котором при температуре от 920 до 980°С начинается сам процесс обжига, происходит усадка. На этом этапе глина обретает прочность.
- 4 этап — закал или томление. Кирпич находится в печи на определенной температуре, без ее резких перепадов.
- 5 этап — завершающий, охлаждение. При обжиге в бочке ее нельзя открывать до полного естественного остывания кирпича или же при постепенном ручном снижении температуры. Обычно крышку снимают через 6 часов. В случае несоблюдения данного условия высока вероятность образования трещин на глине.
Для определения качества обожженного кирпича его разламывают на 2 части. Правильно изготовленное изделие имеет прямоугольную форму, внутри — однородную структуру и оранжево-красный цвет. Если же залить кирпич водой на несколько часов, он не должен размокнуть.
Красный обожженный кирпич нуждается в замачивании перед кладкой.
Обжиг кирпича в домашних условиях — производим качественный материал
От автора: здравствуйте, уважаемые читатели! Задумывая обжиг кирпича в домашних условиях, вы сразу представляете в голове образы огромных производственных помещений, жаркие печи, тяжелый труд работников, но не все так страшно! Вы удивитесь, но организовать изготовление кирпича из глины возможно и в домашних условиях.
Для начала можно сделать партию для своих потребностей, набить, так сказать, руку — отработать технологию, повысить качество и оптимизировать процессы. Если дело пойдет хорошо, то ничто не помешает открыть свой бизнес, так как кирпич во все времена является отличным строительным материалом, и на него постоянно будет спрос.
Критерии подбора качественной глины
Начинать нужно с определения места «добычи» или покупки основного материала для производства кирпича — глины. Самое главное — найти именно «правильный» материал! Отлично, если вы обладатель землевладения или карьера, и на них есть залежи ценного материала, а если нет? Отправляемся на строительную базу и тщательно изучаем характеристики глины, ее показатели жирности, ведь от этого зависит качество полученного кирпича.
Проверить самому, правильной ли жирности найденная вами глина, довольно просто. Лучше всего взять пробы материала с нескольких участков или мест продажи, достаточно будет приблизительно по полкилограмма.
Для чего нам нужно небольшое количество? Доливаем в каждый образец немного воды и тщательно размешиваем. Глина должна вобрать в себя воду и начать приставать к рукам — на этом можно процесс завершить. Из подготовленной массы сделайте шарики диаметром около 50 мм и лепешки диаметром 100 мм. Оставляем их в хорошо проветриваемом помещении или на улице под навесом и высушиваем в течение 2–3 дней. Понятно, что такие действия необходимо произвести с каждым образцом глины.
Теперь можно приступать к оценке наших образцов:
- если на шариках и лепешках появились трещины, то придется в процессе производства кирпича добавлять песок, у вашей глины — повышенная жирность,
- при отсутствии трещин необходимо шарик бросить без усилий с высоты 1 м. Если он не разрушится, значит, глина оптимальной жирности,
- при рассыпании шарика можно сделать вывод, что для образца была использована тощая глина, в этом случае придется добавлять жирную.
Дополнительные компоненты (песок или жирную глину), в зависимости от характеристик вашего материала, следует добавлять порциями, постоянно проверяя качество готовой массы. Вообще, чем больше пластичность глины, тем легче изготовить кирпич.
Совет: пробы и испытания необходимо продолжать до нахождения оптимального состава массы.
Для достижения хорошей пластичности сухой материал засыпают в емкости водой и оставляют в таком состоянии на некоторое время, периодически добавляя новые порции материала и перемешивая состав. Также способствует повышению пластичности вымораживание глины в зимние холодные месяцы.
После замачивания раствор обязательно должен вылежаться около трех дней.
Важно: в процессе нельзя использовать глины с примесями камней, гальки, грунта и карбонатов (белые составляющие размером более 1 мм).
Производство кирпича-сырца
Существует два метода получения кирпича из глины:
- необожженный (так называемый кирпич-сырец),
- обожженный.
Изготовленный по технологии и из хорошей глины, необожженный строительный материал сможет практически на равных соперничать с обожженным. Его с успехом применяют при строительстве небольших зданий на участке: одноэтажных строений, подсобных построек — сараев, саун и др. Разберем способ производства кирпича-сырца.

Изготовление форм (ручное и механическое)
Первый вариант — изготовление подручными средствами. Нам потребуются размеры форм, которые необходимо изготавливать, обычно это габариты обыкновенного кирпича 250120х62 мм. В качестве материала для них можно взять доски толщиной около 25 мм, также необходимо будет применить дополнительно листы фанеры.
Внутренняя поверхность формы выполняется гладкой. Для формирования в кирпиче пустот крышки должны быть изготовлены с выступами. Выступы изготавливают с уклоном, для облегчения процесса выемки готового изделия.
Составные части формы сбиваются гвоздями длиной 50–60 мм, при этом обеспечив свободный съем верхней крышки. Советуем сделать несколько одинаковых форм — это интенсифицирует ваше маленькое производство.
Второй вариант — если вы планируете масштабную стройку, то лучше взять в аренду станок для быстрого и эффективного производства кирпича.
Загрузка форм
Смачиваем водой внутренние части форм перед загрузкой смеси, а затем присыпаем мелкой пылью или цементом — это намного облегчит выемку изделий. Заполняем формы, периодически встряхивая, чтобы масса заняла весь объем. Выступающие избытки срезаются любым удобным металлическим приспособлением.
Закрыв форму верхней крышкой, выдерживаем некоторое время. Убираем крышку, переворачиваем форму и, аккуратно поднимая ее вверх, извлекаем содержимое на помост для сушки.
Сушка
Просушка заготовок — довольно сложный и важный процесс. Сушить их следует на стеллажах, которые имеют навес, чтобы защитить блоки от попадания солнечного излучения и осадков.
Если сушка осуществляется в подсобном помещении, например, в сарае, то в продолжение трех дней материал должен находиться в закрытом помещении, а потом необходимо организовать проветривание.

Если вы планируете сушку на улице, то сначала подготавливаем участок для размещения кирпича — необходимо изготовить деревянный настил или выполнить засыпку площадки сухим песком. По мере испарения жидкости происходит усадка заготовок, в результате первоначальный объем потеряет до 15%.

Важно: температура наружного воздуха при сушке на улице должна быть не ниже 10 оC.
На продолжительность сушки могут влиять многие атмосферные факторы: температура, влажность и скорость движения воздушных масс. Процесс длительный, может продолжаться от 6 до 15 дней. Кирпич без обжига готов, можно приступать к строительным работам.
Важно: стойкость кирпича, полученного таким способом, к воздействию воды очень низкая. Это необходимо учесть при возведении строений.
Можно ли обезопасить такой кирпич? Существует ряд стандартных методов, которые помогают защитить материал от попадания влаги:
- свес крыши должен быть длиной не менее 0,6 м,
- дверные и оконные проемы необходимо располагать на расстоянии не менее 1,5 м от углов построек,
- швы кладки должны быть хорошо перевязаны,
- готовые стены необходимо оштукатурить, также можно обложить облицовочным кирпичом или другим современным строительным материалом.
Технология изготовления обожженного кирпича
Настало время рассказать, как из кирпича-сырца получить обожженный обыкновенный кирпич. Эта технология значительно труднее, и в домашних условиях необходим более серьезный подход и подготовка. Тем не менее, маленькие партии, например, для достройки или облицовки дома, получить вполне по силам и самому. Собственно, обжиг заготовок происходит в 3 приема:
- разогрев (прогрев),
- обжиг,
- остывание под контролем.
Качество изготовленного кирпича зависит от многих факторов: времени разогрева и скорости набора температуры, окончательной температуры обжига, продолжительности воздействия этой температуры и скорости остывания.

Теперь детально познакомимся с технологией обжига заготовок, описывая каждый процесс поэтапно.
Обжиг
Сначала необходимо подготовить металлическую емкость, куда будут загружаться необожженные заготовки. Как вариант, можно взять железную бочку большого объема (200–250 л). Днище необходимо удалить.
Бочка устанавливается на печь без верха (жарочной плиты) или на костер. Если вы решили разогревать на костре, то лучше огонь разводить в яме на глубине около 0,5 м, а емкость расположить на ножках длиной 0,2 м. Это способствует равномерному распределению температуры и прогреву изделий, да и контролировать огонь будет проще.
Заготовки размещают в бочке послойно, но оставляя небольшой промежуток между слоями. После наполнения бочки следует накрыть ее железной пластиной, что не позволит холодному воздуху проникать в подогреваемый объем. Разжигаем огонь и в течение двадцати часов греем емкость.
Физика процесса
Что же делается внутри заготовки при обжиге? Наша задача — получить спекшуюся керамическую массу. Это может случиться при температуре: для легкоплавких глин — около 900 оC, а для тугоплавких — 1200 оC.
Из заготовки при этом испаряется жидкость — физически (гигроскопическая) и химически связанная (гидратная). Также выгорают все органические составляющие, частично разлагаются карбонаты, глинистые минералы разрушаются, а глина приобретает аморфное состояние и равномерно разогревается по всему объему.
Охлаждение
Это наиболее важный этап. Разогретый кирпич не переносит быстрой перемены температур и попадания холодного воздуха, поэтому должен остывать постепенно, без разгерметизации. Для этого температура регулируется путем уменьшения огня в топке.
Если нарушить эту рекомендацию, то может быть испорчена вся партия — кирпич покроется трещинами, разрушится. Такой материал точно не подойдет для строительства. Постепенно доводите температуру примерно до 650 оC, только после этого процесс можно немного ускорить, открыть же емкость следует после полного остывания, спустя около пяти часов.
Кирпич готов, по итогу обязательно проверяем качество полученного материала. Когда материал окончательно остынет, постучите по образцу молотком — звук должен быть звонким. Затем разбейте его на части: выполненный по технологии кирпич будет на разломе одинаковым по цвету и структуре. Далее следует эти части поместить в емкость с водой на несколько часов. За это время они не должны разрушиться или поменять цвет.
Полученный в домашних условиях кирпич, конечно, не сможет в полной мере соответствовать заводскому. Но, если вам нужна небольшая партия материала, или не хватает для окончания строительства нескольких элементов, то это будет хорошим решением проблемы.
Надеемся, что наши советы и рекомендации были полезны. Предложенные видео- и фотоматериалы будут дополнительным подспорьем в понимании процесса. Всего доброго, отличного выполнения работ и до новых встреч на страницах нашего сайта!
Обжигание кирпича
Для изготовления кирпича нужна глина. Однако недостаточно придать ей форму кирпичного блока и высушить, потребуется обжиг кирпича. Такая процедура нужна для получения качественного и прочного строительного материала. Наличие необходимого сырья и знание технологии обжига дают возможность производить стройматериал и в домашних условиях.

Что это за процесс и особенности технологии
Тепловую обработку стройматериала из глины под действием высоких температур называют обжигом. Это завершающий этап производства кирпичных блоков. Технология обжига включает 3 этапа:
- Прогревание.
- Обжиг.
- Охлаждение.
На первом этапе кирпич нагревают до температуры 120 градусов, с целью выпаривания из него воды. Затем, для выгорания примесей органического происхождения и окончательного вывода жидкости, его прогревают до 600 гр. На следующем этапе температура обжига кирпича составляет 920—980 градусов. При этом начинается усадка глины, приобретается прочность. В условиях постоянной максимальной температуры кирпичный блок некоторое время закаливается и томится. На завершающем этапе полученный строительный материал из глины охлаждают. Если во время термической обработки не было нарушения технологии, цвет блока будет оранжево-красный, а структура однородной. Для получения глазурованного кирпича потребуется повторный обжиг.
Чтобы в итоге получить прочный и качественный обожженный кирпич без трещин, в процессе термообработки требуется строгий контроль температурного режима
Сложности обжига кирпича
Прежде чем открывать производство и приобретать печь для обжига, необходимо составить бизнес-план. Нужно учесть объемы производства, характер и стоимость энергоносителя, способы доставки сырья и отгрузки готовой продукции. Затраты следует свести к минимуму, иначе изготовление термически обработанных кирпичных блоков будет нерентабельным. Альтернативным может стать производство кирпича без обжига. Его изготавливают способом полусухого и сухого прессования и получают стройматериал со свойствами идентичными обожженному.
Виды печей
Для обжига керамики и производства обожженного, в том числе керамического кирпича используют специальные печи. Они бывают 2 типов:
Туннельная печь
Устройство туннельного типа — это длинная, в виде туннеля газовая печь для обжига кирпича. Внутри находятся 3 камеры и проложены рельсы. По ним, с помощью автоматических толкателей, движутся металлические вагонетки. Перед входом в печь них загружают необожженный кирпич. Вход и выход закрывается герметично. После просушки в 1 камере, кирпичные блоки перемещаются во 2 для обжига. Его обеспечивают газовые горелки, постоянно поддерживающие температуру на уровне 920—980 градусов. Затем кирпич попадает в третью зону с более низкой температурой, где происходит его охлаждение. После завершения режима толкатели выкатывают вагонетки из печи и кирпичные блоки полностью остывают уже за ее пределами.
Кольцевая печь
Устройства этого типа состоят из множества расположенных друг возле друга секций в виде кольца. В каждой из них есть окно для загрузки и извлечения материала, а также свой источник подогрева Кольцевая печь обеспечивает непрерывность процесса обжига. Таким образом, партия кирпичных блоков проходит все стадии термической обработки, находясь в одном и том же отсеке. Соседняя камера способствует нагреву, прокаливание блоков происходит за счет своего топлива, а остывание обеспечивает температура следующей секции.
Можно ли сделать дома?
В домашних условиях возможно не только обжечь кирпич, но и изготовить самодельный стройматериал. Однако при таком процессе количество кирпичных блоков с дефектами будет больше. Излишне закаленные материалы будут непригодны для повторного использования. Существует 3 вида материалов:
- саман — без обжига с добавлением соломы;
- кирпич-сырец;
- обожженный.
Для получения самодельного кирпича нужно наличие брусчатой формы. Ее тоже можно сделать своими руками. Для этого понадобятся фанера и доски толщиной 25 мм. Из этих материалов вырезают элементы формы и соединяют их гвоздями длиной 5—6 мм так, чтобы размер будущего кирпичного блока соответствовал стандартному, а именно 250×120×65. Самодельные необожженные кирпичи изготавливают из смеси тощей и жирной глины с добавлением соломы в пропорции 1:1:5, разведенной водой до однородной консистенции. Готовый раствор плотно укладывают в предварительно смоченные и присыпанные цементом формы и закрывают съемной крышкой. После высыхания в течение 7—14 суток готовое изделие вынимают. Чтобы получить кирпич-сырец, проделывают такую же процедуру, добавляя вместо соломы песок.
В промышленном производстве используют специальные печи для обжига глины. В домашних условиях подойдет самодельная печь в виде бочки из металла объемом около 200 л с вырезанным днищем. В нее укладывают блоки для обжига, накрывают металлической крышкой и устанавливают на печь с открытым верхом. При отсутствии таковой, она крепится на ножках высотой 20 см над ямой, в которой на глубине 0,5 м разводят костер. Для обеспечения необходимой температуры для обжига, огонь должен постоянно поддерживаться в течение 20 часов. На завершающем этапе процесса, его делают более слабым. По истечении 6 часов крышку снимают и дают кирпичу остыть.
Глина → Кирпич → Печь
В данной статье я хочу описать свой опыт по работе с глиной, изготовление из неё кирпичей (в формате 1:6) и создание уменьшенной модели типовой отопительной печи ПТО-2300.

Введение
Начнем с детства. Я вырос в доме с печным отоплением. Рубка дров, топка печи, языки пламени в топке, шум ветра в трубе зимой, нюансы регулировки тяги поддувалом и печными заслонками я вобрал в себя с малых лет. Вернуться к возможности снова посидеть у огонька, подбросить дровишек удалось лишь в взрослом возрасте. В это же время родилось желание разобраться с конструкцией печей; их видами и предназначением; особенностями эксплуатации; отличием и преимуществами/недостатками одного типа отопления от другого.
Уменьшенный формат, некая миниатюризация, выбрана осознанно — при том же познавательном эффекте мы выигрываем в сроках, объемах используемых материалов, прилагаемых усилиях, затратах на транспортировку, требуемых площадях и т. п. А увеличить масштаб можно всегда.
Глина
Древнейший природный ресурс, открытый человечеством. Из нее строили все, что угодно: стеновые и кровельные материалы, печи, дома, конструкции и сооружения, бытовой и кухонный инвентарь, игрушки, поделки, произведения искусства. Есть она везде, добыть её можно в любой местности, имеющиеся запасы огромны.
За несколько месяцев исследований мне удалось найти в ближайших окрестностях три глиняных карьера (и ещё о трех-четырех потенциально-возможных я узнал, но не посещал). В них я накопал глину разного качества и цвета. Ещё два вида очищенной профессиональной глины для лепки я приобрел в магазине. Цветовая палитра глин в природе очень разнообразна — от белой и черной — до всего спектра красно-желтой, а так же зеленой, синей и т. п. Кстати, зеленая глина встретилась мне первой всего лишь в 200 метрах от дома! 
Самое важное, если вы начнете добывать глину самостоятельно — это её очистка от песка, органических примесей, мусора и иных включений. Для обозначения этого процесса придуман специальный термин — отмучивание. Технология очень проста: накопанную глину растворяют в воде и пропускают через ряд сит с все более и более мелкой ячейкой. Крупные частицы отделяются, а на выходе имеем взвесь с мелкодисперсными частицами глины. После отстаивания, слива лишней воды и окончательного высыхания глины получаем сырьё для дальнейших экспериментов.
Хранить готовую глину в полиэтиленовых пакетах (без потери нужной влажности) можно годами. А так этот продукт не портится вообще — со временем она становится лишь лучше.
Кирпичи
Слепив несколько кирпичей вручную, я понял, что это излишне трудоемкий путь. К тому же разброс по размерам получался слишком критичным. Надо было браться за изготовление формы, вводить стандарты.
Параллельно с изготовление формы я «прочесывал» Интернет, статьи и книги на предмет того, по какой технологии можно массово и быстро делать кирпичи. Самая древняя и простая — ручная формовка. Экструдирование глиняной массы при помощи шнеков или гидравлических толкателей тоже рассматривалось, но эти слишком амбициозные планы были оставлены на будущее 
Прикинул, что на печь требуется около 300 полных кирпичей (или, примерно 500 с половинками, четвертинками и прочими частями). Стандартно, за час-полтора у меня получалось делать около 20-25 кирпичей. Т.е. около 18-22 вечера за трамбовкой глины в форму и выпрессовыванием готового изделия на полку для сушки — и полный комплект изделий для сборки печи готов!
Я использовал достаточно плотную, твердую глину, разравнивал все складки-неровности, параллельно нарезал четвертинки-половинки (и ещё прикидывал потребность в них). Поэтому данный процесс и растянулся. Поштучное единичное производство — самое времязатратное.

Закон «Квадрата — куба»
Если физический объект увеличить в размерах при сохранении неизменной плотности материала, из которого он изготовлен, его масса увеличится пропорционально коэффициенту увеличения в третьей степени, в то время как площадь его поверхности — квадрату масштабного множителя.
Пример: Реальный стандартный кирпич имеет размеры 250х120х65 мм и массу 3600 грамм. Плотность кирпича получается равной 1846 килограмм на метр кубический.
Уменьшим его размеры примерно в 6 раз. Получим линейные размеры 42х20х11 мм и массу равную 17 граммам.
Т.е. изменение линейных размеров в соотношении 1:6 привело к изменению веса в соотношении 1:211. Эксперимент может повторить у себя дома любой желающий.
Выводы практические (применительно к моему эксперименту) — масса всей модели печи составит не более 5-6 кг. Что очень удобно для постройки, переноса и хранения. Кирпичи подобных размеров еще не миниатюрны (пинцет и лупа не нужны), но уже и не «циклопические» — таскание лишних тяжестей и выделение полкомнаты на «стройку» не потребуется. Все собирается быстро и удобно на столе или подоконнике.
Обжиг
Обжиг — пока не трогаю. Для кладки с избытком хватает прочности кирпича-сырца. Обжиг же требует доступа к огню, печам. Говоря языком IT — эти работы можно выделить в отдельную подсистему и исследовать позже. А пока считаем, что в методе Обжиг() стоит временная «заглушка», которая всегда возвращает «true».
Я начал создание печи с изучения теоретического и практического опыта человечества. По данной теме уже все давно детально проработано — топливо стоит дорого и сжигать его затратно (во всех отношениях). Поэтому люди пришли к ряду оптимальных конструкций, позволяющих получать максимум тепла с единицы дров, угля, торфа и т. п.
В качестве образца я выбрал типовую отопительную печь ПТО-2300
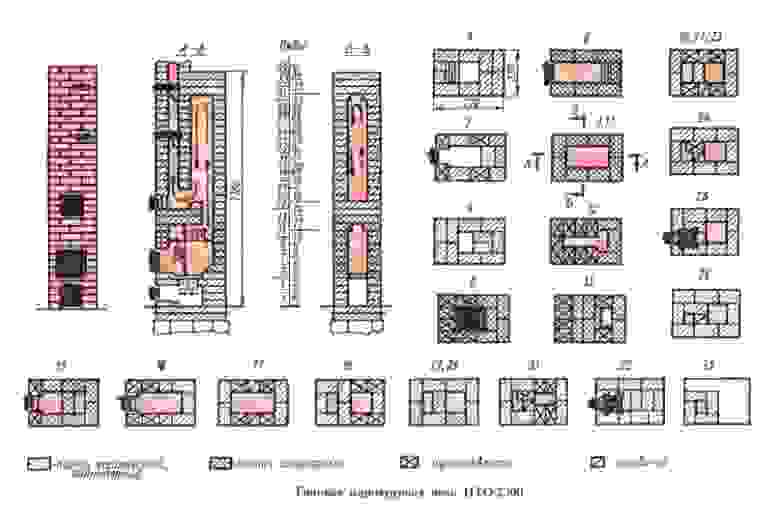
Конструктивные параметры:
- масса — 1260 кг
- площадь теплоотдающих поверхностей — 5,5 м. кв.
- конвективная система — колпаковая
- дымовая труба — насадная
- вид отделки — расшивка
Функциональные параметры:
Теплопроизводительность (с топливником для дров):
- при однократной топке — 1400 Вт
- при двукратной топке — 2300 Вт
Теплопроизводительность (с топливником для антрацита):
- при однократной топке — 1600 Вт
- при двукратной топке — 2500 Вт
Расход материалов:
- кирпич керамический — 210 шт.
- кирпич шамотный — 76 шт.
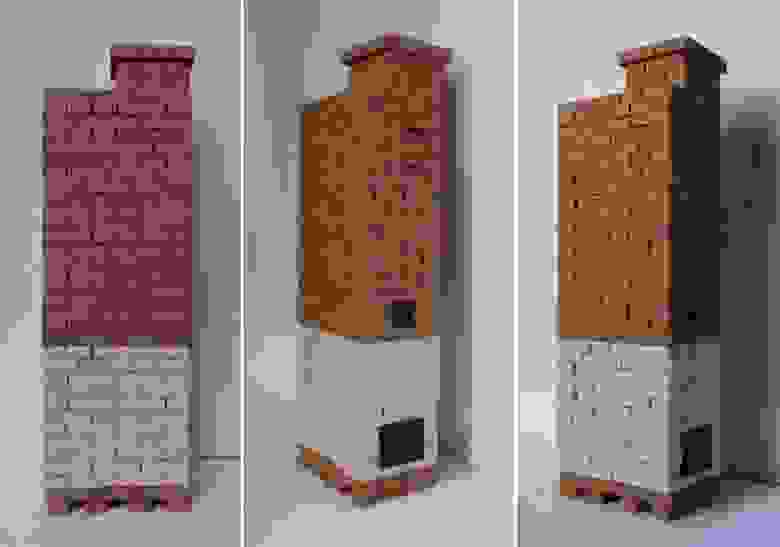
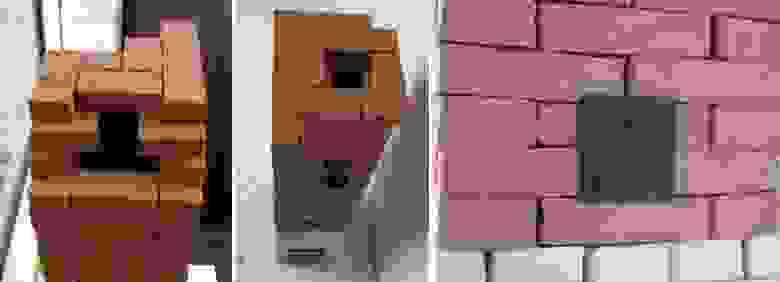
Применительно к отопительным печам ситуация выглядит следующей: стоит различать топливник (место где происходят процессы горения с образованием тепла) и теплообменник (места, в которых происходит отъем тепла от нагретых газов).
Топливник, как правило, делается из шамотного кирпича (в моей модели это кирпич белого цвета), а теплообменник (или система каналов, массив печи, запасающих тепло) — из красного кирпича. Необходимость применения шамотного кирпича вызвана высокими температурами, образующимися при горении.
Под разные виды топлива требуется топливник разных размеров, формы и конструкции. И разная подача воздуха. В случае сжигания каменного и бурого угля, торфа требует топливник поменьше и обязательно наличие поддувала — подача воздуха снизу, через колосники.
Я проектировал печь под дровяное отопление, поэтому взял размеры топливника побольше и выбрал подовый тип сжигания дров. В нашей местности бытовые печи углем и торфом не топят (их попросту нет в наличии) — используют исключительно дрова.
Сама кладка очень проста. Если не использовать связывающий раствор, а просто набирать конструктив печи по рядам, конечно. Кирпичик к кирпичику, кирпичик к кирпичику… Мы ведь делаем модель, а не реальный образец, верно? Значит о расшивке швов можно не беспокоиться. К тому же, возможно в будущем захочется обжечь эти кирпичи или использовать их в другом проекте.
Кстати, печники говорят, что правильно спроектированная печь не требует раствора для того, чтобы все её элементы держались вместе, единой монолитной конструкцией. Т.е. заделка швов нужна лишь для обеспечения герметичности и защиты людей от поступления продуктов сгорания в жилое помещение.
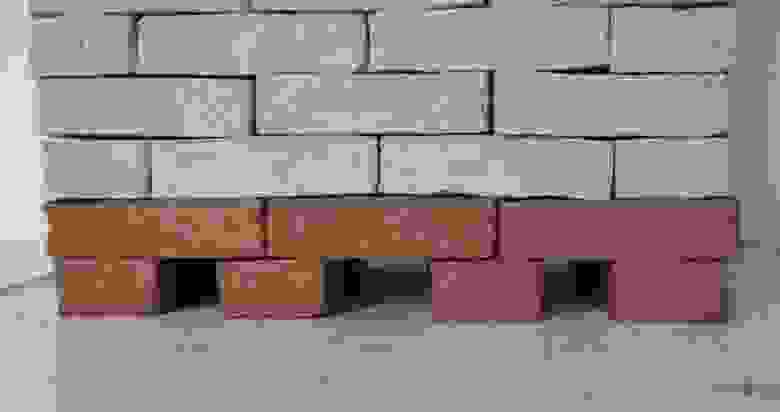
Внизу печи я сделал шанцы — сообщающиеся с помещением небольшие тепловоздушные каналы в подтопочной части, через которые циркулирует воздух обогреваемого помещения. Шанцы повышают теплоотдачу печи и устраняют перегрев пола, на котором установлена печь.
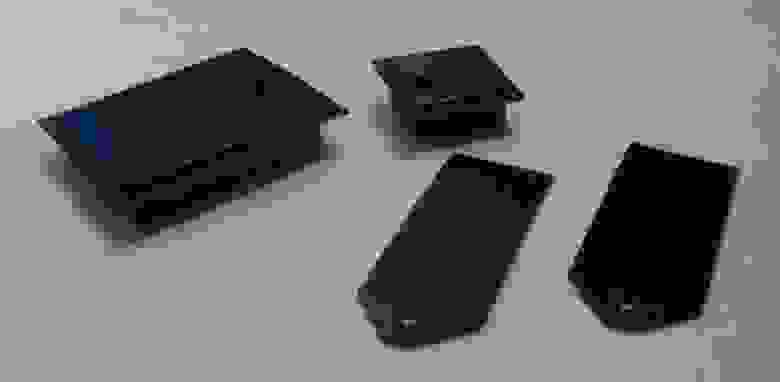
Фурнитура
Изначально я хотел фрезеровать топочную и прочистную дверцу из дюралюминия, а вьюшечные задвижки вырезать из жести. Потом передумал и быстро собрал и склеил эти детали из картона. Попасть в размеры и подогнать внешний вид по этой технологии намного проще и быстрее. Покрываем все глянцевой краской из баллончика, ждем высыхания — получаем нужные нам изделия.
Колосниковая или подовая печь?
Изначально, в давние времена, все печи строились подовыми. В процессе эволюции человек усовершенствовал печь добавив в неё колосник (для сжигания разного вида топлива). По поводу того, какую печь строить — колосниковую или подовую ведутся жаркие дискуссии.
В колосниковых топках дрова укладываются на колосник (колосниковую решётку). Колосник, соответственно, служит дном топки. Через колосник подаётся первичный воздух для горения на топливо.
В подовой печи дрова укладываются на под. Подом называют глухой пол топливника. В подовой топке первичный воздух подаётся через дверцу топливника.
Я открыл ряд преимуществ именно подовой топки (по сравнению с колосниковой, при использовании дров в качестве топлива):
- из печи исчезает холодное ядро (воздуховод под колосником). Весь массив печи прогревается более равномерно
- дрова сгорают почти полностью, выше КПД, больше тепла получаем
- образуется меньше сажи и золы
- низ печи нагревается не только пламенем но и тлеющими углями
- обеспечивается низкий уровень конденсата в дымоходе, не течет деготь. Нет поступления в трубу несгоревших частиц топлива.
- горение в этом случае происходит сверху вниз, топливо сгорает медленнее, равномернее, т.к. горит только верхний слой, а не вся масса (как при колосниковом горении)
Проектирование в 3D
Перед началом работ я сделал полную модель печи в программе трехмерного моделирования. Я пользуюсь FreeCAD (но подойдет любая другая, конечно). Это дало возможность увидеть предстоящий «объем работ», изучить нюансы кладки, представить трудоемкость отдельных операций и визуализировать желаемый результат. И, конечно, сам процесс 3Д проектирования мне очень понравился сам по себе.
По срокам: на создание модели печи ушло четыре-пять вечеров (по полтора-два часа работы в среднем). И это с учетом отработки технологии виртуальной кладки. Во второй раз, думаю, я справился быстрее. К сравнению, на саму реальную работу я потратил раз в десять больше времени. Налицо преимущества трехмерного моделирования и проектирования.
Если нет возможности воплощать задумку вживую — можно сделать её виртуально. Мозгу все равно, работать ему с образом или его реальным воплощением. Удовольствие (эндорфины) мы получаем почти то же самое.
Мастер на все руки

- Главная
- Ремонт квартиры
- Евроремонт
- Советы сантехнику
- Работа с плиткой
- Мелкий ремонт в квартире
- Дачный вопрос
- Работа с деревом
- Хоздвор
- Проекты усадьбы
- Погреба
- Строим баню
- Строим фундамент своими руками
- Кирпичная кладка
- Строим деревянный дом
- Сделаем кирпичи самостоятельно
- Овощные культуры
- Хранение овощей
- Смородина. Сорта. Уход.
- Выращивание растений без почвы
- Сорняки на грядке
- Химическая защита растений
- Кухня
- Кулинарные советы
- Готовим рулеты
- Блюда для духовки
- Блюда из рыбы
- Как правильно готовить
- Вкусные рецепты
- Заготовки на зиму
- Приготовление спиртных напитков
- Приготовление питьевого спирта
- Спиртовые целебные настойки
- Спиртные целебные напитки
- Домашние вина
- Наше хобби
- Советы фотографу
- Как рисовать людей
- Аквариумные рыбки
- Оружие
- Помощь охотнику
- О рыбалке
- Профессиональные ножи
- Собираем коллекцию насекомых
- Советы пчеловодам
- Беседы по пчеловодству
- Растения медоносы
- Продуктивное свиноводство
- Теплицы и парники
- Цветоводу
- Выращивание лимона
- Любителям цветов
- Пряности и ароматические травы
- Справочник цветовода
- Советы всем
- Домашнему мастеру
- Советы грибникам
- Советы автолюбителю
- Строительные самоделки
- Работы с кирпичом и бетоном
- Строительство гаража
- Кровельные работы
- Деревья и кустарники на даче
- Хранение плодов и овощей
- Компоты, джемы, соки, сухофрукты
- Применение удобрений на участке
- Борьба с вредными насекомыми
- Статьи, обзоры, публикации.
- Строительство
- Туризм
- Медицина
- Промышленность и электроника
- Развлечения
- Товары и магазины
- Я электрик
- Помощь для компьютера
- Лечимся сами
- Берегите зубы
- Болезни желудка
- Лечебные растения на огороде
- Лечение подорожником
- Чабрец Лечение болезней
- Лечение молочным грибом
- Лечимся народными средствами
- Растения лекари
- English version
Изготовление кирпичей обжиговым способом
Определение состава глины. Проверка глины на пригодность для изготовления кирпича производится следующим образом. Сначала глину просушивают и затем растирают в порошок. Порошок насыпают в прозрачный стеклянный сосуд (мензурку или просто стеклянную банку), заливают водой и хорошо перемешивают. Можно глину просто залить водой на несколько дней с тем, чтобы она при перемешивании «разошлась» до взвешенного состояния (растворилась в воде полностью), для чего раствор изредка перемешивают. Если глина при перемешивании полностью переходит во взвешенное состояние («висит» в воде), дайте ей отстояться несколько часов, пока вода не станет прозрачной; внизу увидите слой песка, выше – слой глины, а над глиной может быть слой ила или других примесей. По количеству выпавшего в осадок песка определяется довольно точно пригодность глины для производства кирпича или черепицы.
Пользуясь формулой
П
A=100 __
П + Г
вычисляют процентное содержание песка в глине, где П – высота слоя песка в мм; Г – высота слоя чистой глины в мм.
Глины бывают тощие, средние и жирные. Тощие глины содержат более 20-30% песка. Они сильно шероховаты на ощупь. Шарик из такой глины 05 см при падении с высоты в 1 м на пол разваливается. Средние содержат песок в пределах 10-30%. Они на ощупь шероховаты, и шарик 05 см при отпускании с высоты в 1 м сплющивается, но не рассыпается. Жирные содержат менее 12% песка. Эти глины на ощупь мягкие, пластичные. Тесто из них также мягкое. Стержни, изготовленные из него, не ломаются, но при высыхании трескаются.
Общее количество песка в глине для изготовления кирпича или черепицы должно быть не менее 12-15% и не более 20-30% в зависимости от качества глины.
В глинах, идущих на производство кирпича, не допускаются включения камней, корней, веток и особенно известковых и меловых вкрапин, так как они усложняют переработку глины и резко повышают количество брака при сушке и обжиге.
Имеется другой («народный») способ определения качества глины. Для этого небольшое количество глины замешивают уровня крутого теста и тщательно перемешивают вручную (мнут) до тех пор, пока она не перестанет прилипать к рукам. Изготовленный из этого теста шарик 5 см сдавливается двумя дощечками (лучше кусками стекла) до появления трещин. Если трещина появляется при сжатии на 1/4 диаметра (расстояние между дощечками – 4 см) – глина тощая и для обжига не годится. Если трещина появляется при сжатии на 1/3 диаметра (расстояние между дощечками – 3,5 см) – глина средняя и ее можно применять для обжига.
Жирная глина дает трещину при сжатии на 1/2 диаметра (расстояние между дощечками – 2,5 см); в такую глину можно добавлять песок и получать кирпич отличного качества.
Количество песка, добавляемого в глину, можно рассчитать по вышеуказанной формуле или опытным путем в зависимости от степени жирности глины. Песок необходимо брать промытым, очищенным от нежелательных включений – ила, камешков, растительных остатков.
Формовка и сушка. При заготовке глины впрок ее раскладывают на земле слоем толщиной до 40 см. При смешивании нескольких видов глины различной пластичности или при подмешивании добавок (песок, шлак, опилки) дозировку лучше производить не на глаз, а с помощью емкостей (тачки, носилок или ведер), добиваясь строгого соблюдения пропорциональности компонентов и полной однородности массы.
Для формовки кирпича используют смесь тестообразного состояния и формуют кирпич обычно методом пластического прессования или путем укладки теста в формы. Состояние этого теста должно быть таким, чтобы сохранялась форма опалубки. Это возможно только при влажности теста не более 18-20%. Такое тесто равномерно и без особого труда формуется, но долго сохнет при естественной сушке (другой
возможности обычно не бывает). Для достижения конечной влажности кирпича-сырца до 6-8% требуется от недели до месяца сушки в зависимости от погодных условий и места (на сквозняке под кровлей сырец сохнет быстрее и качественнее, чем при других условиях.)
Готовность кирпича-сырца к обжигу устанавливают по следующим признакам: взятый из средних рядов кирпич ломают пополам и при отсутствии в середине темного пятна (признака влажности), сырец признается годным для обжига.
С помощью описанного пресса, использующего полусухое прессование (в некоторой литературе это называют сухим прессованием, но более правильно название «полусухое прессование»), прессованию подвергается исходная смесь естественной влажности 6-8%, т. е. свежевскопанная глина со снятым сухим слоем. При копке глины ее хорошо размельчают, затем перемешивают с добавками и отправляют на формовку в бункер пресса. Воду при такой заготовке добавлять не нужно, ее в глине достаточно. Готовность такого изделия к обжигу – через сутки сушки при теплой погоде.
При излишней влажности исходного сырья требуется досушка кирпича-сырца. Если после предварительной сушки влажность все еще достаточно высокая, сырец необходимо досушить в штабелях: кирпич укладывают в два ряда на ребро с зазором от 2-3 до 5-7 см. Ширина штабеля в основании 80 см, наверху – 60 см. Чтобы кирпич не деформировался, в нижние ряды ставят более просушенный сырец, выдерживающий нагрузку 10 рядов, в верхний – менее просушенный. Для укладки кирпича, в целях уменьшения брака (деформации), подготавливают горизонтальную площадку. Эта площадка должна быть выше уровня грунта, чтобы предохранить кирпич от подтекания осадочных вод.
После укладки кирпичей штабели прикрывают сверху кусками толя или пластика для защиты от дождя и солнца. Прямое солнечное воздействие производит неравномерную сушку кирпича – в результате образуются трещины. Чтобы уменьшить возможность образования в кирпиче трещин при сушке, следует выкладывать кирпичи их торцовой частью по направлению господствующих ветров.
Печь для обжига кирпича. После выравнивания и очистки площадки (под печь) от растительного слоя производят ее горизонтальную планировку и трамбовку. Площадка должна быть на возвышенном месте, защищенном от грунтовых и осадочных вод.
Один из видов обжиговой печи представлен на рис. 6. Ее вместимость 700-1500 шт. Это одна из самых маленьких печей. Внутренние размеры ее: ширина – 160 см, длина (в зависимости от предполагаемой загрузки) – от 132 до 208 см, высота укладки сырца колеблется от 165 до 180 см. Высота печи выполняется соответственно выбранной высоте укладки.

Рис. 6. Печь для обжига кирпича:
а – разбираемая часть передней стенки, б – смотровые отверстия, в – загрузочные отверстия, г – топка, д – шибер, е -дымовой канал, ж – свод, з – труба; и – вид загруженной печи без передней стенки.
Стены печи изготавливают из кирпича-сырца и делают толщиной в один кирпич (250 мм). Перекрытие желательно сделать на металлическом каркасе, при условии, что каждый ряд кирпичей свода будет ложиться на две стальные полосы 8×40 мм, или стержни 020-24 мм, которые собираются в металлическую рамку при помощи сварки. Свод в середине должен иметь высоту над укладкой сырца не менее 30- 35 см.
Топку формируют при укладке сырца в печи. Ширина топки 48-50 см, высота 38-40 см. В топке по всей длине нужно выполнить на высоте 25-30 см уступы на обеих стенках, куда потом укладывают колосниковые решетки (при использовании в качестве топлива угля). При обжиге дровами колосниковую решетку можно не устанавливать. Топка закрывается дверкой размерами 40х40 см.
В своде делают дымовые каналы сечением 25х28 см, а если обжиг ведется малокалорийным топливом (торфом или бурым углем), тогда предусматриваются еще и отверстия сечением 25×15 см, в которые по необходимости сверху подсыпается уголь или торф. Эти отверстия должны иметь крышки.
Дымовая труба делается высотой до 5 м (из кирпича) с внутренним сечением 40×40 см или из любой огнестойкой трубы 030-40 см. Труба устанавливается рядом с печью, с задней стороны печи (можно с одной стороны использовать заднюю стенку печи). Труба соединяется с печью дымовым каналом (сечением 40х30 см), который делается в верхней части задней стенки печи.
На середине высоты укладки в стенках печи устраивают смотровые отверстия (25×15 см), которые после просмотра закладывают кирпичами и замазывают глиной.
Кладку печи производят, учитывая необходимость частичной ее разборки при укладке и разборке садки. Боковые стенки, свод, задняя стенка, труба, а также угловые части передней стенки кладут на обычном глинопесчаном растворе. Та часть передней стенки, которая будет разбираться для разделки садка, укладывается без раствора. После заделки проема кирпичом стенка обмазывается глиной.
Садка. Укладывать в печь можно только хорошо высушенный сырец, иначе при обжиге потребуется много топлива. Кроме того, недостаточно высохший сырец дает до 80% брака (главная причина – вскипающая влага при нагреве кирпича ищет выход – образует трещины).

Рис. 7. Укладка рядов кирпича в печь:
а – 1-го ряда, б – 2-го ряда, в – 3-го ряда, г – «решеткой», д – «елочкой».
Укладку сырца в печь (рис. 7) производят так, чтобы в первых 3-4 рядах уложенного кирпича просветы между ними были (для кирпичей, расположенных непосредственно вблизи топки) 10-15 мм, а по мере удаления (от топки дальше) увеличивались до 25 мм. Ряды можно укладывать любым способом, например, «решеткой» или «елочкой».
Способы можно чередовать. Нужно помнить главное: каждый кирпич должен быть доступен обтеканию его дымовым газам. Расстояние между кирпичами садка и стенками печи должно быть в пределах 20-25 мм.
Обжиг. Печь начинают топить соломой, хворостом и затем дровами. Первая стадия – сушка. Это самая ответственная стадия. Топить следует неинтенсивно, используя низкокалорийное топливо (отходы древесины), до тех пор, пока кирпич не избавится от внутренней влаги. Наличие влаги в кирпиче определяется наличием конденсата в верхних рядах. Просушку можно считать законченной, если на опущенном на 2-3 минуты в печь железном штыре не будет влаги. Наличие влаги можно также определить рукой, поместив ладонь над выходящими газами. Процесс сушки обычно занимает до 12 часов.
После того как будет установлено, что остаточная влага удалена, огонь постепенно усиливают, доведя кирпич до темно-красного цвета (наблюдая по своду). Подогрев длится до 9 часов, затем переходят на большой огонь до выхода огня наружу. Увеличение тепла производится только увеличением подачи топлива. Если по какой-либо причине пламя начинает выбиваться из какого-либо места, это место сразу засыпают землей.
Когда в верхней части печи появится огонь (900-950 °С) – верхние ряды светло-красного цвета, а нижние- желтого, печь «ставят на остывание». Для этого топочное отверстие закладывают кирпичом и обмазывают глиной, а на верх печи насыпают сухую землю или кирпичную пыль (можно сухой песок) слоем 10-15 см.
Температурный режим обжига характеризуется четырьмя этапами:
1. Сушка: температура 20-90°С, время 10-13 часов.
2. Подогрев: температура 90-600°С; время 8-10 часов.
3. Обжиг: температура 600-1000°С; время 10-12 часов.
4. Остывание: температура 1000-50°С; время 7-10 часов. Контроль температуры обжига в печи производится визуально по
цвету свода:
1. Темно-красный, видимый в темноте, – 450-500°С.
2. Темно-красный – 600-650°С.
3. Вишнево-красный – 700°С.
4. Светло-красный – 850°С.
5. Желтый – 950-1000°С.
6. Белый – 1200°С – ПЕРЕЖОГ!
Для качественного получения кирпича печь раньше выдерживали в закрытом состоянии до недели и лишь потом приступали к охлаждению. Это давало отличное качество, так как снятие термических напряжений происходило постепенно. Практически достаточно 7-10 часов. Охлаждение печи начинают пробивкой в топке малого отверстия – величиной с куриное яйцо, через час отверстие увеличивают вдвое, еще через час – уже вчетверо. Таким образом, через 6 часов можно открыть топочную дверку и ждать полного остуживания печи.
После остуживания разбирается передняя стенка печи и производится разделка садки, начиная с верхних рядов. После разборки, сортировки и выбраковки качественный кирпич складывают штабелем плотно друг к другу. Недообожженный можно использовать в неответственных конструкциях для перегородок или в верхних рядах кладки.
Определение качества кирпича.
Причина брака. Правильно обожженный кирпич — однородного оранжево-красного цвета. Он имеет правильную форму с прямыми ребрами и ровными поверхностями. При ударе металлическим молотком издает чистый звук. Недообожженный — имеет более светлый цвет, неоднороден на изломе. При ударе издает глухой звук (причина — недостаточная температура или время обжига). Пережженный — имеет темно-серый или сине-черный цвет, часто со следами оплавления по поверхности. При ударе издает высокий звук. Образуется при чрезмерно высокой температуре обжига.
Повреждение углов и ребер изделия — результат небрежной переноски, транспортировки или неосторожной укладки изделий в печи. Деформация изделия — недосушенность перед укладкой в печь. Мелкие трещины образуются при слишком быстром нагревании или охлаждении печи.
Крупные трещины и сквозное растрескивание изделия — результат неправильного соотношения глины и песка, плохого качества глины, нарушения режима сушки и обжига. Черный кирпич получается из-за недостатка воздуха или из-за плохой его циркуляции в печи. Белые пятна на готовом изделии — следствие неправильной просушки (пересушка).





