Планировка дачного участка: основные принципы и особенности стилей, тонкости зонирования

Когда приходится планировать земельный участок, даже искушенный хозяин нуждается в практичных советах. Выбранный вариант должен обеспечить будущий комфорт и достойное качество жизни семьи. Задача усложняется, если проводится планировка дачного участка, 6 соток с домом. Вариантов обустройства всегда несколько, а ошибка непозволительна. Иногда выбрать лучшее решение бывает непросто.
Планировка дачного участка: с чего начинается благоустройство территории
Владельцы стремятся распланировать территорию так, чтобы каждый квадратный метр использовался рационально и грамотно. Необходимо оптимально разместить постройки и дорожки, уместно декорировать имеющуюся площадь. Как соблюсти все нормы (в том числе, и нормы пожарной безопасности), а в итоге получить благоустроенный участок с привлекательным внешним видом? На самостоятельное решение может уйти неоправданно много сил и времени.

Ответ на эти (и многие другие) вопросы проще всего получить у людей, профессионально занимающихся вопросами благоустройства территории. Имея за плечами обширный практический опыт, специалисты определят особенности участка и, учитывая индивидуальные предпочтения владельцев, дадут дельный совет.
Начальный этап планировки: изучение территории
Планировка и дизайн участка для загородного дома, на основании которых будут проводиться разбивочные работы, строятся на принципе зонирования территории. Но чтобы разделить участок на зоны с учетом потребностей хозяев, изучают его характеристики. Во многих случаях решающим фактором, задающим положение построек, дорожек и газонов, становятся не личные пожелания, а особенности территории.
Подготовительные работы
Оценку участка начинают с изучения особенностей местности — в какой природной зоне она расположена, на возвышенности или в низине. Склон, овражек или протекающий по территории ручеек также повлияют на результат. Во внимание берется комплекс особенностей:
- Форма и размер участка


Деление земельного участка на зоны
После изучения особенностей территории проводится ее зонирование. Количество зон зависит от способа жизни семьи; для большинства хозяйств удобно выделение 4 зон. Ландшафтные архитекторы и дизайнеры советуют выделять на каждую зону определенную часть площади:
- жилая зона, 10-20%.;
- хозяйственная зона, 5-15%;
- зона отдыха, 10-20%;
- садово-огородная зона, до 75%.
Такой подход позволяет гибко распланировать территорию, учитывая предпочтения владельцев. Размеры зон могут быть изменены, если, например, участок предназначен больше для отдыха, чем для выращивания урожая и заготовки запасов на зиму. Определившись с размером и количеством зон, можно приступать к их заполнению необходимыми деталями, сооружениями и растениями.

Жилая зона
Первым определяется место для дома. Дом на участке 8 соток (или больше) размещают по центру или в северной части участка. Хозяйственные постройки стараются распределить с противоположной фасаду стороны. Северная сторона дома также подходит для вечнозеленых растений (елей) и декоративных кустарников, не боящихся тени. С их помощью можно отделить хозяйственную часть от остальной территории. Чтобы защитить внутреннюю часть жилища от летнего солнца, на южной стороне часто обустраивают веранду.
Выбирая место для дома и построек, нельзя забывать о нормативных документах, определяющих параметры планировки и застройки. В их число входит Градостроительный кодекс РФ, Федеральный закон от 15.04.1998 N 66-ФЗ и СНиП 30-02-97.
Согласно документам, регулируются противопожарные и санитарно-бытовые расстояния между жилыми строениями, материал несущих конструкций, расстояния от высоких деревьев до границы соседнего участка и другие параметры

Хозяйственная зона
В этой зоне необходимо разместить множество построек, поэтому компромисса достигнуть будет сложнее всего. Сюда относится сарай для хранения инвентаря, летняя кухня, теплица, погреб, мастерская, вольер для животных. Также как гараж и баню, место им рациональнее определить в северной части территории. Возможность подъезжать к строениям на машине будет также полезной.
Зона отдыха
В этой зоне находится беседка, детская площадка с качелями, место для барбекю. Если садово-огородная зона задумана небольшой, здесь можно соорудить пруд или бассейн, засеять газон для подвижных игр.

Садово-огородная зона
Зоны не обязаны ограничиваться четкими линиями, границы между ними могут быть размытыми. Грядки могут отделяться от дома ягодным кустарником, а от зоны отдыха — фруктовыми деревьями, создающими прохладную тень. Для огорода подходит солнечная южная сторона, куда не попадает тень от построек.
Видео описание
Что нужно знать про проектирование и обустройство загородного участка, смотрите в следующем видеоролике:

Зоны можно частично смешивать. Популярным приемом является устройство грядок с пряными и лекарственными травами перед главным фасадом, рядом с цветником. Такой прием актуален для небольших по площади участков. Планировка участка (5 соток с домом) с применением смешанных зон позволит оптимально использовать каждый имеющийся метр.

Определение стиля
После досконального изучения участка и его предварительного зонирования определяются со стилем. Чтобы после окончания работы территория не превратилась в нагромождение не сочетающихся между собой деталей, к вопросу надо подойти серьезно.
Все разнообразие существующих и еще не воплощенных планировок приусадебных участков можно отнести к одному из двух стилей (или их комбинации):
- Регулярный (геометрический, формальный) стиль. Родом из Франции трехсотлетней давности, он до сих пор актуален. В основе стиля лежит симметрия (осевая или круговая); объекты имеют строгие формы (круглые клумбы, подстриженные под линейку кусты). Непременной чертой являются декоративные элементы, расположенные попарно или в шахматном порядке (кусты роз или клумбы) и прямые дорожки.
Видео описание
Обустройство нового участка на видео:

Как устроен и работает индукционный нагреватель
Принцип работы индукционного нагревателя заключается в разогреве электропроводящей металлической заготовки индуцированным в ней замкнутым вихревым током.
Вихревые токи — токи, возникающие в сплошных проводниках вследствие явления электромагнитной индукции, когда эти проводники пронизываются переменным магнитным полем. На создание этих токов затрачивается энергия, которая превращается в тепло и нагревает проводники.
Для уменьшения этих потерь и устранения нагрева вместо сплошных проводников применяют слоистые, в которых отдельные слои разделены изоляцией. Эта изоляция препятствует возникновению больших замкнутых вихревых токов и уменьшает потери энергии на их поддержание. Именно из этих соображений сердечники трансформатора, якоря генераторов и т. п. делают из тонких листов стали, изолированных друг от друга слоями лака.
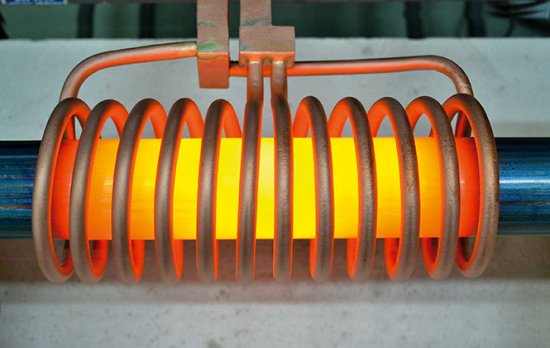
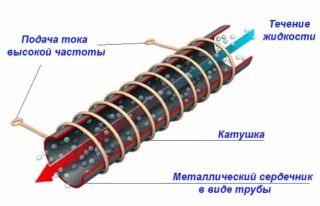
В качестве индуктора в индукционном нагревателе выступает катушка с переменным током, предназначенная для создания переменного электромагнитного поля высокой частоты.
Переменное магнитное поле высокой частоты, в свою очередь, действует на электропроводящий материал, наводя в нем замкнутый ток высокой плотности, и тем самым разогревая заготовку вплоть до ее расплавления. Данное явление известно давно, и объяснимо со времен Майкла Фарадея, описавшего явление электромагнитной индукции еще в 1931 году.
Изменяющееся во времени магнитное поле наводит переменную ЭДС в проводнике, который оно при этом своими силовыми линиями пересекает. Таким проводником может в принципе быть обмотка трансформатора, сердечник трансформатора, или цельный кусок какого-нибудь металла.
Если ЭДС наводится в обмотке, то получается трансформатор или приемник, а если прямо в магнитопроводе или в накоротко замкнутой обмотке — получается индукционный нагрев магнитопровода или обмотки.
В некачественно спроектированном трансформаторе, например, нагрев сердечника токами Фуко был бы однозначно явлением вредным, но в индукционном нагревателе похожее явление служит для достижения полезной цели.
С точки зрения характера нагрузки, индукционный нагреватель с разогреваемой в нем проводящей заготовкой — это как трансформатор с закороченной вторичной обмоткой из одного витка. Поскольку сопротивление внутри заготовки крайне мало, то даже небольшого наведенного вихревого электрического поля достаточно, чтобы создать ток такой высокой плотности, чтобы его тепловое действие (см. Закон Джоуля-Ленца) оказалось бы очень выразительным и практичным.
Первая канальная печь такого рода появилась в Швеции в 1900 году, она питалась током частотой 50-60 Гц, применялась для канальной плавки стали, а металл подавался в тигель, расположенный на манер короткозамкнутого витка вторичной обмотки трансформатора. Проблема экономичности, разумеется, присутствовала, так как КПД был менее 50%.
Сегодня индукционный нагреватель — это трансформатор без сердечника, состоящий из одного или нескольких витков относительно толстой медной трубки, по которой при помощи насоса пропускается охлаждающая жидкость системы активного охлаждения. В электропроводящее тело трубки, как в катушку индуктивности, подается переменный ток частотой от нескольких килогерц до единиц мегагерц, в зависимости от параметров обрабатываемого образца.
Дело в том, то при высоких частотах происходит вытеснение вихревого тока из нагреваемого самим вихревым током образца, так как магнитное поле этого самого вихревого тока вытесняет породивший себя ток на поверхность.
Это проявляется как скин-эффект, когда максимальная плотность тока оказывается в результате приходящейся на тонкий слой поверхности заготовки, и чем выше частота и ниже удельное электрическое сопротивление разогреваемого материала — тем скин-слой тоньше.
Для меди, например, на частоте 2 МГц скин-слой составляет всего четверть миллиметра! Это значит, что внутренние слои медной заготовки разогреваются не вихревыми токами непосредственно, а путем теплопроводности от тонкого наружного ее слоя. Тем не менее, эффективности технологии достаточно, чтобы получить быстрый разогрев или плавление практически любого электропроводящего материала.
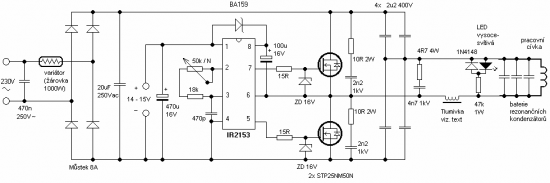
Современные индукционные нагреватели строятся на основе колебательного контура (катушка-индуктор и батарея конденсаторов), питаемого резонансным инвертором на IGBT или MOSFET – транзисторах, позволяющих достичь рабочих частот до 300 кГц.
Для более высоких частот применяют электронные лампы, которые позволяют достичь частот в 50 МГц и выше, например для плавки в ювелирном деле требуются довольно высокие частоты, так как размер заготовки очень мал.
С целью повышения добротности рабочих контуров, прибегают к одному из двух путей: либо повышают частоту, либо увеличивают индуктивность контура, путем добавления в его конструкцию ферромагнитных вставок.
С помощью высокочастотного электрического поля в промышленности осуществляется также диэлектрический нагрев. Отличие от индукционного нагрева – используемые часты тока (до 500 кГц при индукционном нагреве и более 1000 кГц при диэлектрическом). В этом случае важно, чтобы нагреваемое вещество плохо проводило электричество, т.е. было диэлектриком.
Преимущество метода – выделение тепла непосредственно внутри вещества. В этом случае плохо проводящие вещества можно быстро нагреть изнутри. Подробно об этом смотрите здесь: Принципиальные физические основы методов высокочастотного нагрева диэлектриков
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Индукционный нагрев, основные принципы и технологии.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Индукционный нагрев – это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно – это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
– повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
– применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания – заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается – это может привести к “разносу” генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности – схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот – напряжение стремится к нулю, а ток максимален.
Обогреватель индукционного типа
Нагревающие устройства, принцип действия которых основан на индукционном нагреве, называются индукционными нагревателями. Применяются они как в промышленности, так и в быту, причём в промышленности значение их использования трудно переоценить.
Рассмотрим эти устройства подробнее.
Устройство и принцип действия индукционного нагревателя
Упрощённо индукционный нагреватель состоит из трёх составных элементов:
- генератор переменного тока (1);

- индуктор (2);
- сердечник (3).

В катушку, состоящую из определённого числа витков проводника заданной площади сечения, помещают токопроводящий (металлический, графитовый) стержень без непосредственного контакта с ней, после чего на контакты катушки с генератора переменного тока подаётся напряжение. Вокруг витков катушки образуется электромагнитное поле, под воздействием которого в стержне возникают вихревые токи Фуко, разогревающие сердечник. Таким образом, теплопередача на сердечник отсутствует, тепло вырабатывается им самостоятельно под воздействием блуждающих в нём токов, и может быть передано при помощи теплоносителя. Температура стержня повышается не одновременно по всей массе, а от поверхностных слоёв к центру, в зависимости от теплопроводности материала сердечника. При этом, повышение частоты переменного тока уменьшает глубину индуктивного нагрева, но увеличивает его интенсивность. Особого внимания заслуживает то обстоятельство, что катушка вокруг сердечника во время работы остаётся практически холодной.
Наглядно этот процесс выглядит так:

Области применения
В промышленности индукционные нагреватели используются для выполнения следующих сложных процессов:
- сверхчистая плавка металлов (производится в канальных — бесконтактных индукционных печах);
- гибка стальных труб большого диаметра;
- выполнение поверхностной закалки стальных изделий (строительная арматура, детали передаточных механизмов станков и т.д.);
- термообработка мелких деталей сложной конфигурации;


В быту индукционные нагревательные устройства распространены также достаточно широко. Области их применения:
- бытовые автономные системы отопления (для дачи, квартиры, частного дома);
- индукционные варочные поверхности и плитки для кухни;
- тигельные печи малого объёма для бытовой плавки металла;
- ювелирное ремесло.
Поскольку основная тема статьи – индукционный обогреватель, то подробно остановимся на отопительном котле, в основу работы которого заложена идея индуктивного нагрева теплоносителя.
Индукционный обогреватель – котёл отопления
С тех пор, как владельцы жилья стали устанавливать в своих домах автономные системы отопления, вопрос экономичности нагревательных котлов для них остаётся одним из самых важных. По этому показателю, по крайней мере, среди устройств, вырабатывающих тепло из электричества, индукционные котлы отопления лидируют. При этом мощность их, не сравнимая с идентичным параметром такого прибора, как плинтусный обогреватель, позволяет применять агрегаты в качестве основного способа отопления в помещениях большой площади.
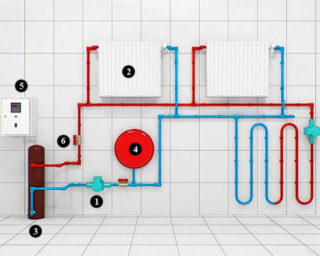
Индукционные котлы отопления состоят из двух контуров – первичного (электромагнитного) и вторичного (теплообменная обвязка). Первый контур, состоящий из преобразователя напряжения и теплогенератора с нагревателем индукционного типа, создаёт электромагнитное поле, вихревые токи и вырабатывает тепло. Второй контур, включающий в себя теплообменник с системой обвязки, передаёт это тепло посредством циркуляции теплоносителя на радиаторы системы отопления. В качестве теплоносителя используется вода в чистом виде или с присадками.
Кроме указанных двух контуров, система отопления включает автоматику, отвечающую за работу отдельных узлов агрегата.

Современные индукционные котлы отопления устанавливаются только в теплообменный контур закрытого типа, имеющий в конструкции расширительный бачок мембранного типа и насос принудительной циркуляции. Использование циркуляционного насоса является вынужденной мерой и обусловлено малым объёмом теплоносителя при высокой интенсивности нагрева теплообменника. Возможность естественной циркуляции в такой системе исключена – без насоса закипание воды произойдёт раньше начала её движения по трубам.

Важно! Индукционный котёл должен быть обязательно заземлён. Кроме того, при монтаже системы отопления контур разводки теплоносителя в целях безопасности необходимо монтировать из пластиковых труб, или же изолировать нагревательный агрегат от стального контура вставкой фитингов из полипропилена.
Классифицируются индукционные котлы отопления идентично другим отопительным электрическим агрегатам – по мощности, исполнению, параметрам потребляемого электричества. Но у этих устройств имеется ещё классификация по конструктивному решению электрической части.
Разновидности индукционных котлов
Существуют следующие разновидности нагревательных котлов индукционного типа, обозначаемые как по принципу действия, так и по марке производителя:
- SAV – разновидность и одновременно торговая марка котлов нового поколения мощностью от 2,5 до 100 кВт, с 2007 г. выпускаемых российской компанией ЗАО НПК «ИНЭРА»;
- ВИН — аббревиатура является не только сокращением названия вида индукционных устройств (вихревые индукционные нагреватели), но и запатентованным названием котлов, производимых ижевской компанией «Альтернативная энергия».
Индукционные обогреватели SAV
Эксплуатация агрегатов SAV не требуют использования инвертора, на индуктор подаётся ток частотой 50 Гц. Индуцированное первичной обмоткой электромагнитное поле вызывает образование вихревых потоков во вторичной обмотке, роль которой в котлах данного типа выполняет участок замкнутого контура труб с теплоносителем. Данный участок трубы – вторичная обмотка интенсивно нагревается под воздействием токов Фуко и передаёт тепло теплоносителю, принудительно циркулирующему в системе отопления с помощью циркуляционного насоса.

Устройство отопительной системы выполняется с использованием радиаторов или лабиринтовым способом, напоминающим плинтусовый обогрев, чтобы увеличить общую площадь наружной поверхности (теплоотдачи) труб — контур отопления, как минимум, не должен быть минимальным по протяжённости.

Котлы SAV производятся под напряжение в 220V и 380V. В качестве теплоносителя в них используется вода (в чистом виде или с противозамерзающими присадками), а также антифриз. Выход агрегата на полную мощность работы занимает порядка 5-20 минут (в зависимости от объёма теплоносителя), КПД нагревателей таких устройств составляет минимум 98%. Для эффективного обогрева помещения площадью до 30 м кв. достаточно индукционного устройства мощностью в 2,5 кВт, покупка которого в комплекте с системами автоматики и управления обойдётся приблизительно в 30 тыс. руб.
ВИН-агрегаты отопления
Котлы данного типа более совершенны по принципу действия и конструкции, что, естественно, отражается на их стоимости. Для работы ВИН-устройств необходим инвертор – устройство повышения частоты входящего тока. Ток высокой частоты вызывает образование электромагнитного поля высокой напряжённости, которое, в свою очередь, обуславливает возникновение более мощных вихревых токов во вторичной обмотке. Кроме того, теплообменник и корпус котла изготавливаются из ферромагнитных сплавов, имеющих собственное магнитное поле. Результатом всех этих процессов является большая интенсивность нагрева теплообменника и, естественно, теплоносителя.
ВИН-агрегата мощностью в 3 КВт достаточно для отопления помещения площадью 35-40 м кв. (в зависимости от климатических условий и качества теплоизоляции наружных строительных конструкций).

ВИН-агрегаты вследствие большей производительности могут использоваться не только в системах отопления жилья, но и для горячего водоснабжения. Для этого в контур теплоносителя врезают дополнительные накопительные резервуары, оборудованные защитной автоматикой, ёмкость которых рассчитывается в зависимости от количества точек горячего водозабора. Горячей водой эти ёмкости обеспечиваются путём её циркуляции в системе с прямоточным нагревом индукционным обогревателем.

Оценка маркетинговых характеристик-утверждений
Индукционным котлам отопления приписывают множество достоинств, часто – без аргументов. Перечислим эти характеристики и дадим оценку степени соответствия утверждений факту:
Экономичность
Утверждение
Потребление электроэнергии индукционными котлами на 20-30% меньше, чем другими обогревателями на электричестве.
Все нагревательные электроприборы, не выполняющие механической работы, 100% энергии электрического тока превращают в тепло, их КПД всегда ниже 100%, но отличается по величине у разных устройств в разных условиях. Для выработки 1 КВт тепловой энергии необходимо затратить более 1 КВт электричества, а вот насколько более — зависит от параметров среды рассеивания. Внутри котла потери, конечно, тоже присутствуют – например, на нагрев катушки, так как любой материал проводника имеет сопротивление, но все эти потери остаются внутри помещения
Важно! Счётчики старого образца (бакелитовые) зафиксируют меньший (в 1,6 – 1,8 раза) расход электроэнергии, чем современные электронные, так как они не рассчитаны на учёт реактивной мощности индукционных котлов.

Возможно, этим фактом и обусловлено утверждение об экономичности индукционных котлов.
Долговечность
Утверждение
Высокая надёжность и большой ресурс оборудования — более 25 лет.
Действительно, отсутствие подвижных деталей исключает механический износ индукционных котлов. Но в систему отопления с ВИН-агрегатом входит циркуляционный насос, ресурс которого гораздо скромнее. Кроме того, в систему управления и автоматики входят механизмы, также состоящие из многих комплектующих, подверженных износу.
Сердечник индукционного нагревателя функционирует в условиях постоянного циклического нагрева и охлаждения, температурных деформаций, которые тоже являются отрицательным фактором. Поэтому называть ресурс индукционных котлов чуть ли не безграничным – преувеличение. Однако он и в самом деле в разы выше ТЭНовых нагревателей.
Неизменность характеристик за весь срок эксплуатации
Утверждение
Отсутствие процесса образования накипи на внутренней поверхности труб обуславливает постоянную эффективность нагревателя и теплообменника.
Накипь – это отложение солей, содержащихся в воде (теплоносителе). Количество этих примесей в ограниченном объёме теплоносителя также ограничено и невелико, поэтому влияние накипи на эффективность обогревателя незначительно. А в индукционном котле вторичная обмотка находится под почти постоянным воздействием вибрации, и образования накипи не происходит вообще. Так что утверждение верное, преувеличена лишь его значимость.
Бесшумность
Утверждение
Работа индукционных обогревательных котлов бесшумна, что отличает их от других электрических отопителей.
Утверждение справедливо, но — все бойлеры на электроэнергии не шумят при работе, так как в диапазон их колебаний акустические волны не входят. Шуметь может только циркуляционный насос, но при желании можно подобрать модель бесшумного действия.
Компактность
Утверждение
Индукционные котлы компактны, что удобно при выборе места их установки.
Это действительно так, если не применять каскада индукционных котлов и не устанавливать промежуточных резервуаров при наличии нескольких точек горячего водозабора в системе горячего водоснабжения, так как индукционный нагреватель – это по большому счёту небольшой кусок трубы с обмоткой.
Безопасность
Утверждение
Безопасность устройства абсолютна.
Абсолютно безопасных электронагревателей не существует. При эксплуатации индукционных устройств не исключена вероятность утечки теплоносителя из системы, а генератор электромагнитного поля продолжит свою работу, и система пустых труб будет нагреваться. Для предотвращения возникновения такой ситуации в конструкции котла предусмотрено устройство автоматического отключения, но ведь и оно может выйти из строя.
Поэтому индукционные обогреватели, выигрывая у соперников по некоторым критериям безопасности, полностью безопасными не являются.
Недостатки индукционных нагревателей
- Высокая стоимость устройств.
- Значительный вес при компактности.
- Наличие фактора влияния электромагнитного поля на организм и приборы.
Последний пункт рассмотрим подробнее.
Электромагнитное поле влияет на живые организмы приблизительно так, как на продукты в микроволновой печи – прогревает их на определённую глубину, и это может иметь последствия. Интенсивность воздействия поля, в том числе на человека, определяется таким его показателем, как плотность потока энергии (ППЭ), растущая с увеличением частоты подаваемого на первичную обмотку тока. При эксплуатации индукционных обогревателей необходимо соблюдать санитарную норму предельного значения ППЭ, которая установлена в СанПиН 2.2.4/2.1.8.055-96, зависит от продолжительности воздействия поля и составляет, к примеру, для 8-часового воздействия – 25 мкВт/кв.см, одночасового – 200 мкВт/кв.см.
Кроме того, излучение индуктора отрицательно влияет на электронику и радиоаппаратуру, расположенную поблизости, создавая помехи при работе.
Важно! Чтобы защититься от воздействия электромагнитного поля, можно обнести котёл мелкоячеистой (1х1, 2х2 мм) металлической сеткой (клеткой Фарадея), не контактирующей с корпусом котла и заземлённой.
Правила эксплуатации
Безопасная эксплуатация индукционных котлов отопления, как и любых других технических устройств, обеспечивается выполнением ряда правил, касающихся как их монтажа, так и использования после установки:
- Заземление котла обязательно.
- Расстояние от устройства до стен по бокам должно быть не менее 30 см, от нижней точки котла до пола – 80 см, от верхней его точки до потолка – 80 см.
- Индукционные котлы устанавливаются только в закрытый контур с расширительным баком мембранного типа.
- Система должна включать в себя блок устройств обеспечения безопасности (манометр, воздушный клапан, клапан сброса избыточного давления, система автоматического отключения при перегреве).

Обзор известных производителей
- Эдисон – нагреватели индукционного типа мощностью от 4,7 до 500 КВт, выпускаемые новосибирским заводом «СибТехноМаш», для бытовых и промышленных нужд;
- Miratron – продукция российского производителя индукционного отопительного оборудования НПК Миратрон для бытового использования, отличающаяся передовым дизайном, позволяющим использовать оборудование без ущерба интерьеру помещения;
- Teco-House – индукционные котлы отопления с уникальной системой управления, производимые одноимённой украинской компанией по стандартам ЕС и Российской Федерации.


Заключение
Современный рынок котлов для монтажа систем автономного отопления представлен сотнями моделей агрегатов различных видов. Объективность критерия цена/качество каждой разновидности различно. Выбор в пользу индукционных нагревательных устройств в плане риска последующего разочарования в покупке наиболее разумен.
Индукционный нагреватель металла. Принцип работы

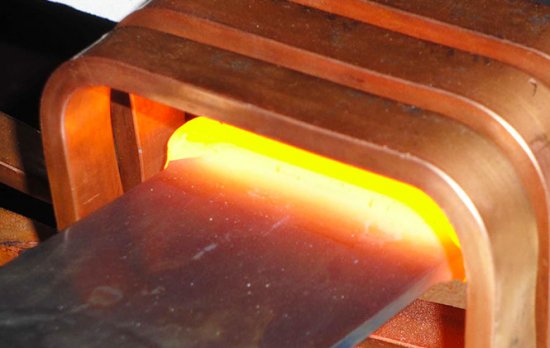
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, ° С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Индукционные плиты: какие бывают, плюсы и минусы эксплуатации

Все существующие плиты и варочные панели выполняют одну и ту же задачу — готовят еду. Но индукционная техника действует принципиально иначе: такие модели не нагреваются, обладают высоким КПД и безопасны. Есть у них и свои минусы: от стоимости до необходимости обновления посуды. Разбираемся, как работают индукционные плиты и в каких случаях они лучше газовых или электрических аналогов.
Что такое индукционная плита: виды и дизайн
Индукционная плита — это разновидность электрической варочной панели, в которой применяется принцип электромагнетизма. Главное отличие здесь — в способе передачи тепла. Если в классических плитах оно идет от трубчатого нагревательного элемента (ТЭН) или пламени, то в индукционных источником служит посуда.
Индукционные плиты, как и электрические и газовые модели, бывают встраиваемыми, отдельно стоящими и настольными. Как и все другие типы, они делятся на зависимые и независимые. В первом случае плита с духовкой имеют общие элементы управления и должны располагаться строго рядом. Независимые варочные панели можно размещать отдельно от духового шкафа или использовать без него.
Рабочая поверхность индукционных моделей, как правило, выполнена из стеклокерамики. Они могут быть не только разных цветов или с рисунком, но и разных форм — встречаются, например, полукруглые и ромбы.

В зависимости от размера (от 30 см до 100 см) индукционная варочная панель вмещает от одной до шести конфорок. На некоторых моделях их расположение и разметка выглядят непривычно. Вместо классических «блинов» нанесены пересекающиеся линии, квадраты или просто обозначен центр нагревательного элемента. Также есть модели с функциональными конфорками, например для утятницы, или с углублением для сковороды-вок.
Нагрев и другие настройки чаще всего регулируются через сенсорные модули. В некоторых моделях для удобства конфорки оснащены световыми индикаторами, которые включаются в момент работы.
Кроме того, существуют комбинированные варианты плит, совмещающие технологию индукции с ТЭН или газовыми конфорками.
Индукционные панели могут оснащаться дополнительными функциями. В их числе:
- встроенная вытяжка;
- датчик распознавания посуды;
- режим Booster, или временное усиление нагрева;
- защита от детей и перегрева, переливания жидкости;
- индикация остаточного тепла;
- автоматическое отключение по таймеру;
- возможность объединения варочных зон.
Как работает индукционная плита
Главные рабочие элементы такой плиты — индукционные катушки с медной обмоткой. Они располагаются под стеклянной панелью соответственно разметке конфорок. В момент, когда по виткам катушки проходит ток, образуется высокочастотное магнитное поле (от 20 кГц до 100 кГц).
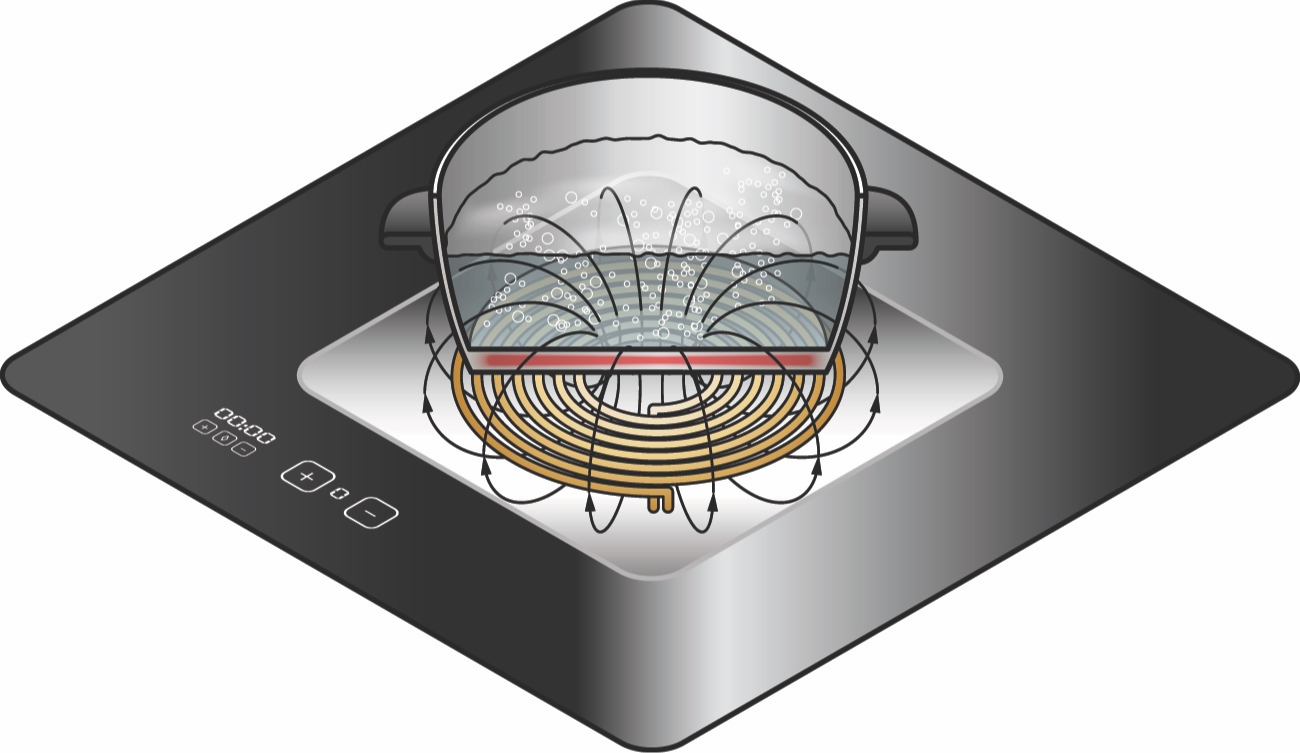
Под его воздействием в металлической посуде, поставленной на конфорку, возникают вихревые токи, которые приводят в движение электроны. В этом процессе вырабатывается тепло — оно и нагревает дно кастрюли или сковородки. Поверхность варочной панели при этом не раскаляется. От нее может ощущаться некоторое тепло — его отдала посуда.
Как подключить индукционную плиту
Индукционная плита работает от сети 220В. В зависимости от количества конфорок потребляемая мощность составляет от 2 до 7,5 кВт. При подключении индукционной плиты соблюдаются те же требования, что и для любых других электрических варочных панелей. Для такой техники выводится силовая розетка, используется кабель типа ВВГ с сечением не менее 6 мм [1], в щитке устанавливается автомат на 32А.
Плюсы и минусы индукционной плиты
Плюсы
- Скорость разогрева. При индукции тепло передается непосредственно на посуду. Поэтому пища нагревается, а вода закипает намного быстрее. Сравнительные тесты разных варочных панелей показали, что индукционные в среднем доводят до кипения 6 литров воды на 2–4 минуты быстрее конкурентов других типов [2].
- Безопасность. Поскольку поверхность плиты не нагревается, риск травмы или случайного возгорания сводится к минимуму. Это особенно актуально, если в доме есть дети или животные.
- Контроль температуры. Благодаря индукции регулировать температуру готовки можно точнее. При выключении теплообмен сразу прекращается, так что вероятность выкипания или подгорания минимальна.
- Легкая очистка. Как и традиционные электрические варочные панели, индукционные имеют гладкую стеклянную поверхность. Поскольку они не нагреваются, брызги или кусочки еды не пригорают.
- Энергоэффективность. Эти модели не нагревают воздух вокруг посуды, поэтому полезное тепло не теряется. КПД индукционных плит самый высокий — они способны передавать до 90% электромагнитной энергии [3]. Для газовых и электроплит этот диапазон составляет от 30% до 70% в зависимости от модели.
Минусы
- Шум. При работе индукционных плит может возникать негромкое жужжание или гудение. Обычно это связано с типом посуды, которая используется. Более легкие сковороды из нержавеющей стали могут производить больше шума, чем тяжелые.
- Зависимость от размера. Варочная панель не включится, если поставить на конфорку посуду меньшим диаметром. Обычно производители рекомендуют закрывать не менее 60–70% ее площади.
- Работа с кардиостимуляторами. Прямого запрета на использование индукционных плит для людей с кардиостимуляторами нет, но существует ряд исследований о влиянии магнитного поля на работу таких устройств [4]. Для уменьшения возможных рисков производители рекомендуют выдерживать расстояние не менее 60 см [5].
- Специальная посуда . Покупка индукционной плиты потребует замены кухонной утвари.
Посуда для индукционной плиты

Для приготовления пищи на индукционной плите используют посуду только из ферромагнитного металла, то есть с большой магнитной проницаемостью. Например, чугун и сталь. Самый простой способ проверить, подходит имеющаяся кухонная утварь или нет, — поднести ко дну магнит. Если он прилипнет, то использовать такую посуду можно.
Медные, керамические, глиняные или алюминиевые сковороды и кастрюли для готовки на таких плитах не подходят, если только дно посуды не имеет металлической вставки. В противном случае плита просто не заработает.
Обойти эти сложности можно: для индукционных плит выпускают специальные переходники. Эти устройства в виде дисков позволяют использовать не только посуду из других материалов, но и отличающуюся по размеру конфорки. Адаптеры изготовлены из нужного ферромагнитного металла и, нагреваясь, передают тепло обычной посуде. Их же можно использовать в случае несовпадения диаметров дна и конфорки. Например, для турок или маленьких ковшиков.
При использовании индукционной плиты производители советуют придерживаться нескольких правил:
Диаметр дна посуды должен соответствовать размеру конфорки. Для большинства плит минимальный размер 12 см.
Для равномерного и эффективного нагрева следует выбирать посуду с плоским и толстым дном. Слишком тонкое днище может деформироваться в процессе готовки.
Индукционная или электрическая плита?
В квартире с маленькой кухней индукционная плита поможет избежать духоты и избыточного нагрева воздуха при готовке. Но, как и в случае с обычной варочной панелью, перед ее установкой может потребоваться прокладка новой электрики. То же касается случаев замены газовых плит на электрические. В старых домах, рассчитанных на газовое оборудование, имеющаяся проводка, как правило, на такие нагрузки не рассчитана.
В загородном доме можно использовать любой вариант устройства, если это позволяет вводная мощность.
Поскольку обе плиты работают от электричества, важно, чтобы напряжение в сети было стабильным, без скачков. Иначе техника может выйти из строя. При некоторых неисправностях ремонт индукционной плиты может оказаться дороже, чем электрической, из-за большего числа электронных блоков управления.
Делая выбор в пользу индукционной плиты, нужно быть готовым, что, скорее всего, потребуется некоторое время, чтобы привыкнуть к мгновенному нагреву и особенностям регулировки мощности.
Максимальная потребляемая мощность для двух видов плит в целом одинаковая. Однако считается, что индукционная позволяет лучше экономить на счетах за электроэнергию: ТЭНу требуется больше времени для достижения нужной температуры.
Принцип работы индукционного нагревателя
Индуктивный нагреватель функционирует благодаря взаимодействию генерируемых электромагнитным полем дросселя вихревых токов с металлической поверхностью. Существует несколько схем изготовления индукционного нагревателя своими руками. Самые доступные из них – конструкции из полипропиленовой трубы и сварочного инвертора.
- Принцип работы индукционного нагревателя
- Преимущества и недостатки прибора
- Варианты самодельных устройств
- Нагревательный элемент из трубы
- Сборка индукционного котла
- Из сварочного инвертора
- Как сделать мощный индукционный нагреватель
- Советы по безопасности
- Выводы и рекомендации
Принцип работы индукционного нагревателя
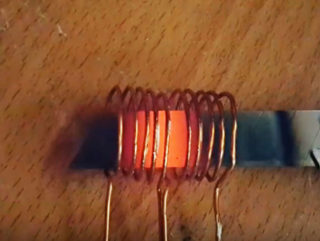
Основной элемент индукционного нагревателя — спиральная деталь
Когда переменный электрический ток протекает по спирали дросселя, вокруг него формируется электромагнитное поле. При помещении в середину катушки сердечника из металла, обладающего магнитными свойствами, его температура повышается. Это индукционный нагрев – явление, возникающее под действием вихревых токов. Наблюдается оно только при питании дросселя переменным электротоком, обладающим достаточной частотой изменений знака и направления. Когда на индуктивную деталь поступает постоянный ток, изменения температуры сердечника не происходит.
На этом принципе основано функционирование индуктора для нагрева заготовок. Основным компонентом агрегата в большинстве случаев является спиральная конфигурация из металла. В плитах для приготовления пищи в этой роли задействован уплощенный элемент, находящийся на малом расстоянии от варочной панели. В отопительном котле роль индуктора выполняет трубка из стали, наполненная теплоносителем (его функцию выполняет жидкость).
Важными составляющими рассматриваемого агрегата являются генератор переменного тока и нагревательный элемент. Первый применяют для получения питания достаточно высокой частоты из типовой квартирной электросети в 50 Гц. Второй представляет собой конструкцию из металла, способную к поглощению теплоты при нахождении в полевом пространстве. Генератор направляет на индуктор (спиральный элемент) электроток, приведенный к нужным параметрам. При этом через катушку идет поток заряженных частиц, создающий поле. Металл, помещенный в зону его действия, разогревается под действием токов Фуке без прямого соприкосновения с индуктором. Для подогрева воды в таком агрегате необходимо наличие ее контакта с нагревательным элементом. Самым простым примером такой конструкции будет труба из металла, по которой проходит водный поток. В процессе жидкость охлаждает стенки, что продлевает срок службы конструкции.
Преимущества и недостатки прибора
В качестве жидкости можно использовать машинное масло или антифриз
Индукционный нагрев может предоставить ряд выгод, которые не способно дать применение электродных приспособлений. Поскольку нагрев жидкости осуществляется металлическим элементом, не принимающим участия в электрохимических реакциях, долговечность устройства зависит только от катушки. Продолжительностью ее эксплуатации определяется продолжительность функционирования устройства. Некоторые индукторы сохраняют работоспособность более 10 лет. С этим же связана совместимость агрегата с разными типами жидкостей-теплоносителей. Помимо простой воды для этой роли пригодны машинные масла и незамерзающие составы.
Внутренние части агрегата в процессе использования не покрываются скоплениями накипи. Благодаря постоянному соприкосновению с жидкостью снижается вероятность перегрева деталей, что также способствует продлению срока эксплуатации. Конвекция в устройстве обычно достигает достаточного уровня, чтобы не потребовалось устанавливать циркуляционный насос. Нет необходимости и в шумоизоляционных мероприятиях – аппарат работает достаточно тихо.

Для аварийного отключения самодельного устройства необходим датчик температуры датчик
Однако индукционный нагреватель имеет и слабые стороны:
- Для функционирования устройства требуется электрическая энергия. В помещении, где не проведено электричество или нет возможности обеспечить к нему доступ, котел работать не сможет. В местах с регулярными сетевыми перебоями он не будет работать эффективно.
- При чрезмерном повышении температуры переносящая тепло жидкость переходит в газообразное состояние. Это провоцирует сильное повышение давления в конструкции, в результате чего может случиться разрыв труб. Чтобы это не произошло, потребуется оборудовать установку средствами контроля давления и температуры. Это могут быть манометр, термодатчик, приспособление для аварийного отключения при выходе параметров за рамки заданного диапазона.
Потребность в дополнительных оснастках может поспособствовать серьезному увеличению расходов на оборудование самодельного индукционного обогревателя.
Устройство считается почти полностью бесшумным, но на практике это не всегда так. Это касается моделей промышленного производства и установок, спроектированных в домашних условиях.
Варианты самодельных устройств
Сделать обогреватель в домашних условиях можно несколькими способами. Самым доступным вариантом является изготовление устройства из кухонной электрической плиты и полипропиленовой трубы. Сложным в исполнении, но достаточно мощным является инверторный аппарат.
Нагревательный элемент из трубы

Индукционную плиту для сооружения нагревателя необходимо разобрать
Данная разработка предполагает демонтаж спирального индуктора, установленного в электроплите, и размещение на его месте новой конструкции. Для ее изготовления потребуется полипропиленовая трубка длиной 0,5 м и диаметром 4 см, магнитный элемент, 5 текстолитовых стержней, отводы для соединения с сетью отопления. Также понадобится приобрести моток проводника с площадью поперечника 2 мм² с покрытием из стеклоизола (такой кабель часто используют в сварочных трансформаторных устройствах) и металлические мочалки для мытья посуды.
Последовательность действий при изготовлении аппарата:
- В трубку помещают магнит и заполняют ее мочалками (вместо них допустимо применение порубленной проволоки).
- Монтируют отводы, снабженные резьбой.
- Вдоль корпуса наклеивают стерженьки, на которые наматывают провод, покрытый стеклоизолом.
- Разбирают варочную панель и снимают с нее заводской индуктор, исполненный в виде плоской спирали. На его место устанавливают подготовленную конструкцию.
Нагревателем в данном аппарате выступают металлические мочалки, помещенные в переменное поле катушки. При запуске панели в максимальном режиме при параллельном пропускании воды ее получится нагреть на 15-20 °С. Учитывая, что используемые для конструкции плитки обычно имеют мощность не более 2000 Вт, получившийся агрегат пригоден для обогрева жилых помещений площадью до 25 м².
Эффективность устройства можно увеличить, соединив его со сварочным аппаратом, но такая работа сопряжена с рядом трудностей. Во-первых, аппарат потребуется разбирать и искать на схеме места, еще не подвергшиеся выпрямлению. Это связано с тем, что в нем создается постоянный ток, а для функционирования нагревателя требуется переменный. Во-вторых, потребуется использовать более толстую проводку (например, медную диаметром 1,5 мм, покрытую эмалевым составом) и рассчитывать необходимое количество витков. Наконец, необходимо будет внедрить в установку механизм охлаждения.
Сборка индукционного котла
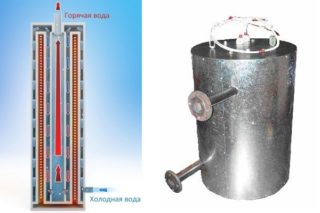
Принцип работы индукционного котла для отопления
Данное решение не предполагает разборки плитки. Вместо этого мастеру будет нужно сварить по ее габаритам бачок котла. Берется профильная трубка из стали толщиной 2 мм и габаритами отверстия 2 на 4 см. Из нее потребуется сделать заготовочные элементы по ширине панели. Трубы свариваются по длине, совмещаясь меньшими сторонами. Кверху и книзу к торцовым частям нужно герметически приварить покрышки из железа. В них проделываются дырочки и устанавливаются патрубки, снабженные резьбой. Также нужно приварить пару уголков, формирующих полочку для печи.
Красить аппарат нужно температуростойким эмалевым составом. После его высыхания и закрепления котел монтируют на стену и врезают в отопительную систему. Варочная панель помещается в гнездышко с уголками и подсоединяется к электрической сети. Затем нужно наполнить установку теплоносителем, провести стравливание воздушных масс и завести нагрев индукторного элемента.
Самодельный нагреватель отличается недостаточной мощностью для обогрева больших жилплощадей. Морозной зимой он сможет отопить две маленькие комнаты. В переходные сезоны, когда температура воздуха на улице держится около нуля, агрегат сможет обслужить большие площади – до 40 м2.
Из сварочного инвертора
При намерении задействовать сварочный аппарат необходимо учитывать, что подсоединять индуктор к его зажимам напрямую строго запрещается. Нарушение этого требования чревато потерей работоспособности всех элементов установки. Чтобы объединить индуктивный нагреватель со сварочным аппаратом, в последнем придется провести ряд сложных манипуляций, требующих опытности мастера и детального понимания устройства агрегата. Первичную обмотку необходимо подключить вслед за преобразователем высокочастотных сигналов инверторного механизма вместо его встроенного индуктивного дросселя. Помимо этого, необходимо провести спайку блока конденсации и демонтировать диодный мостик.
Как сделать мощный индукционный нагреватель

Мощный индукционный нагреватель с блоком питания
Рассмотренные устройства имеют потребляемую мощность в районе 2,5 кВт. Чтобы изготовить аппарат с более высоким показателем (4 кВт), от мастера нужны серьезные знания в области радиоэлектроники. Неопытному радиолюбителю браться за эту работу небезопасно.
Одним из вариантов может быть конструкция из блока питания с двумя парами обмоток, трансформатора, драйверной и управляющей плат. Значение частоты, на которой функционирует агрегат, уступает резонансной. Две катушки служат для снабжения драйверов, одна – для платы управления, и еще одна является силовой. Она питает пусковой релейный механизм, вентилятор и насос охладителя.
Советы по безопасности
Установки этого типа широко применяются не только для отопления помещений, но и для проведения плавильных работ. Основная проблема, связанная с индукционными устройствами домашнего изготовления, связана с отсутствием узлов, обеспечивающих контроль показателей температуры и давления и предохранение от взрыва. Поэтому при эксплуатации таких агрегатов нужно проявлять внимательность и осторожность.
Перед запуском индукционного котла необходимо заполнить систему теплоносителем
Перед запуском котла надлежит проверить наполнение полости теплоносителем. Корпус, выполненный из полимеров, без регулярного охлаждения жидкостью начнет плавиться. Это влечет за собой деформационные изменения и полный выход установки из строя. Также опасность может представлять выпадение накаленного металла из плавящегося корпуса. При таком инциденте потребуется провести замену ряда узлов установки.
К электричеству аппарат подключают через отдельный провод, который ведется от щита. Контакты нужно перекрыть изоляционным материалом. Если в конструкции задействован аппарат для сварки, его инвертор должен быть заземлен. Провод, используемый для этой операции, должен иметь 4-6 мм в поперечнике. Для предотвращения избыточного нагревания установки при отсутствии воды целесообразно вмонтировать во входное отверстие клапан избыточного давления.
Выводы и рекомендации
Браться за самостоятельное изготовление устройства есть резон, если в хозяйстве уже имеется индукционная панель. Затраты на ее приобретение достаточно высоки и сопоставимы с ценой электродного нагревателя. Мощность некоторых таких моделей достигает 10 кВт, в то время как смастерить в домашних условиях установку с показателем выше 2,5 кВт под силу только мастеру с должным уровнем компетентности (как минимум, нужно уметь собирать схему частотного преобразователя). Также перед монтажом необходимо удостовериться в отсутствии щелей и прорех, через которые жидкость из теплогенератора может просочиться наружу: такой инцидент способен вызвать пожар.
Индукционный нагреватель простой конструкции, рассчитанный на обслуживание небольшой площади помещения, несложно смастерить без специальной подготовки. Более мощные и эффективные варианты, например, со сварочным аппаратом или двумя платами, требуют от сборщика компетенций в области радиоэлектроники. Особенности строения этих установок обусловливают необходимость приобретения дополнительных средств контроля для обеспечения безопасности.





