Как затянуть хомут пыльника шруса? 3 способа
Как затянуть хомут пыльника ШРУСа? 3 способа

Наиболее часто данный вид крепежа идет в заводской комплектации. Обусловлено это надежной фиксацией и простотой монтажа. Для того, чтобы хомут ШРУСа эксплуатировался продолжительное время, необходимо выполнение следующих условий:
- изготавливая ленту, производитель использовал качественную сталь;
- монтаж на пыльник производился при помощи приспособления для затяжки ленточных хомутов ШРУСа;
- для установки крепежа необходимо наличие навыков работы с инструментом.

Для затяжки хомутов ШРУСа можно воспользоваться подручными средствами, но качество в таком случае будет зависеть только от опытности умельца. Единственный инструмент, который потребуется − плоскогубцы. Последовательность затягивания хомута:
- Хомут насаживается на пыльник;
- Кончик захватывается плоскогубцами;
- Потянуть с небольшим усилием и проследить, чтобы хомут затягивал пыльник без перекосов;
- Создать максимальное усилие и подогнуть вверх;
- Загнуть усики;
- Застегнуть конец ленты.

По завершению установки на шарнир равных угловых скоростей требуется проконтролировать равномерность прилегания хомута и отсутствие перекосов.



Зачем закреплять хомут на ШРУСе
ШРУС — надежный механизм, способный без проблем проехать более 150 000 км, но со временем он приходит в негодность. О проблемах с деталью говорит неприятный хруст. Хрустеть могут не только подержанные, но и совершенно новые автомобили. Способность шарнира верой и правдой служить долгое время зависит от 2 условий:
- полноценное смазывание;
- защита от негативного влияния среды (загрязнения или попадания воды).

Шарнир нужно смазывать — и чем чаще, тем лучше. А защищается он при помощи пыльника, который надевается на вал и надёжно покрывает элементы узла. Крепится пыльник хомутами. Когда происходит их ослабление, слышится неприятный звук. Поэтому время от времени водитель сталкивается с такой задачей, как затяжка хомутов пыльника ШРУСа.
Есть несколько способов крепления ШРУСа:
- ленточный механизм;
- зажимной крепеж;
- П-образный вариант крепления.
Использование специальных приспособлений при монтаже ленточного хомута
Для упрощения затягивания ленты и повышения качества фиксации пыльника используется специальная машинка для затяжки. В ее конструкцию входят:
- ручка;
- держатель;
- вертушка.

Чтобы использовать устройство, следует придерживаться плана:
- Расположить ленту поверх пыльника;
- Вставить ее конец в пропил держателя;
- Упереть держатель в замок хомута;
- Вращательными движениями начать наматывать ленту на инструмент;
- При достаточном натяжении загнуть ленту;
- Проконтролировать застёгнутый хомут на правильность монтажа.
Для осуществления качественного монтажа следует правильно определить окончательное усилие. Сила затягивания не должна позволять смазке вылезать наружу, но при этом следует не допускать разрезания пыльника.
Использование специальных приспособлений при монтаже ленточного хомута
Для упрощения затягивания ленты и повышения качества фиксации пыльника используется специальная машинка для затяжки. В ее конструкцию входят:
Чтобы использовать устройство, следует придерживаться плана:
- Расположить ленту поверх пыльника;
- Вставить ее конец в пропил держателя;
- Упереть держатель в замок хомута;
- Вращательными движениями начать наматывать ленту на инструмент;
- При достаточном натяжении загнуть ленту;
- Проконтролировать застёгнутый хомут на правильность монтажа.
Для осуществления качественного монтажа следует правильно определить окончательное усилие. Сила затягивания не должна позволять смазке вылезать наружу, но при этом следует не допускать разрезания пыльника.
Хомут ШРУСа. Что это?

Хомутом пыльника ШРУСа называют специальные фиксирующий элемент, как правило из металла, его устанавливают на устройство для предотвращения разгерметизации, что может в последствии привести к утечке смазочного вещества.
Хомут ШРУСа решает задачу по уплотнению пространства между резиновой основой детали и места крепления.
Пыльник — это резиновая деталь, которую крепят на ШРУС для защиты от попадания грязи, пыли и воды. Чтобы прикрепить пыльник ШРУСа потребуется специальный хомут, а также фиксирующее устройство.
Зажим, или ручной инструмент для установки хомутов используют при работе с элементами привода автомобиля. Некоторые автолюбители предпочитают обходиться без этого важного инструмента, однако его наличие способствует качественному и надежному креплению.
Что делать если пыльник разорвался в дороге
Двигаться с разорванным пыльником категорически недопустимо. Шарнир не потерпит даже малейших загрязнений. Смешавшись со смазкой, эти абразивы быстро расточат его прецизионно выполненные и отполированные канавки и приведут ШРУС в негодность. Но не всегда есть возможность и желание пользоваться эвакуатором или производить дорожный ремонт.
Обеспечить временную защиту можно разными способами, начиная от обматывания остатков пыльника скотчем до холодной вулканизации отверстий и трещин.

Даже простая ткань, обмотанная и закреплённая вокруг чехла, поможет отфильтровать пыль. Главное – сделать это надёжно и контролировать состояние заплаты до места ремонта. А при замене чехла обязательно разобрать шарнир, тщательно его промыть и заполнить по норме новой смазкой.
Пыль туда попадёт обязательно, даже если её не видно. При работе температура узла изменяется, он работает буквально как насос для грязного воздуха под машиной. Проверить герметичность легко, просто сдавливая чехол рукой. Так же можно проверить состояние в сомнительных случаях наличия поверхностных трещин, хотя обычно проблемное место сразу заметно по выступающей наружу смазке.
Приспособление для установки ленточных хомутов
Для изготовления инструмента для зажима хомутов ШРУСа автор использует квадратный профиль 14х14 мм. Длина заготовки — 75 мм.

Первым делом срезаем верхнюю часть алюминиевого профиля, чтобы в результате получилась деталь П-образной формы. Одну из сторон заготовки необходимо будет срезать под углом.

В принципе, можно так не заморачиваться, и купить уже готовый п-образный профиль.
Далее от задней части П-образной детали отступаем 25 мм, и сверлим отверстие диаметром 4 мм.


Следующую деталь самодельного хомутателя автор изготавливает из шплинта и мебельной стяжки для дверных ручек.
Полученную деталь вставляем в отверстие в профиле. Самодельный зажим для хомутов готов. Теперь можно опробовать приспособление в работе.

Как затянуть хомут на пыльник ШРУСа
Надеваем заводской ленточный хомут на пыльник, контролируя, чтобы не было перекосов.

Конец металлической ленты вставляем в хомутатель, как показано на фото ниже. Лишнюю часть мастер отрезает с помощью ножниц.

После этого крутим вороток на хомутателе и натягиваем ленту. Когда затянули ленту — заворачиваем ее.

Лишний конец металлической полосы отрезаем ножницами, а оставшийся «огрызок» загибаем пальцем или молотком. Установка хомута на пыльнике ШРУСа успешно завершена.

Ознакомиться с пошаговой инструкцией по изготовлению самодельного хомутателя для затяжки пыльников ШРУСов можно на видео ниже. Идеей поделился автор George Kosilov.
Зажимной крепеж
Часть автомобилей европейского производства переведено на использование зажимных хомутов, так как они сочетают в себе надежность и простоту. Для их установки используются специальные клещи для хомутов ШРУСа.
Выполнение размещения хомута на ШРУС происходит в следующем порядке:
- Подбирается необходимый диаметр;
- Хомут располагается на пыльнике. Устанавливать его следует без перекосов;
- Для осуществления обжима используются щипцы для хомутов. В случае их отсутствия можно воспользоваться клещами подходящего размера;
- По завершению работ следует проверить надежность фиксации хомута.

Главным преимуществом зажимного крепежа является отсутствие необходимости покупки дорогостоящего специального инструмента. Выполнение работы обычными клещами обеспечит высокую надежность и продолжительную службу.
Зажимной крепеж
Часть автомобилей европейского производства переведено на использование зажимных хомутов, так как они сочетают в себе надежность и простоту. Для их установки используются специальные клещи для хомутов ШРУСа.
Выполнение размещения хомута на ШРУС происходит в следующем порядке:
- Подбирается необходимый диаметр;
- Хомут располагается на пыльнике. Устанавливать его следует без перекосов;
- Для осуществления обжима используются щипцы для хомутов. В случае их отсутствия можно воспользоваться клещами подходящего размера;
- По завершению работ следует проверить надежность фиксации хомута.

Главным преимуществом зажимного крепежа является отсутствие необходимости покупки дорогостоящего специального инструмента. Выполнение работы обычными клещами обеспечит высокую надежность и продолжительную службу.
Захрустел ШРУС. Ремонт ШРУСа своими руками

ШРУС (Шарнир равных угловых скоростей, или просто — «граната» в просто народии) — устройство, которое обеспечивает передачу крутящего момента, с углом поворота около 70 градусов по отношению к оси. Используются ШРУСы в легковых автомобилях, точнее в системах привода управляемыми колёсами, как правило, в паре с независимой подвеской, иногда встречается на задних колёсах.
Как быть если захрустел ШРУС, и что это означает?

Как правило, ШРУС обладает довольно большим запасом прочности, иногда его ресурс превышает ресурс самого транспортного средства. Зачастую преждевременная поломка этого механизма связана с разрывом защитного чехла, вследствие этого, пыль вперемешку с песком и влагой попадают на вращающиеся части шарнира. Из-за этого в ШРУСе начинается усиленный износ всех деталей. Бывает также, что пыльник цел, а треск очень сильный. Это может свидетельствовать о явных проблемах, которые вызваны старением смазки внутри механизма. Иногда покупая иномарку с «приличным» пробегом (от 250 тыс. км), хозяева, заинтересованные в продаже, набивают ШРУСы кусками тряпок, или бумагой вперемешку со смазкой. Весь этот «винигрет» заявит о себе уже через 2—3 тысячи км. Если проигнорировать хруст ШРУСа, то со временем он усилится, в результате чего увеличится износ и ШРУС просто необходимо будет заменить на новый, так как детали с большой «выработкой» не подлежат восстановлению.
Для того чтобы, как говориться, добраться до этого хитроумного механизма, следует демонтировать полуось, немного отпустить хомуты пыльника, после чего выдернуть его в сторону полуоси. Для того, чтобы снять ШРУС с полуоси, вам понадобится молоток, только без фанатизма, пожалуйста. А также выколотка из мягкого материала (алюминий, медь, или дерева). ШРУС – довольно непростое изделие, это при том, что состоит всего лишь из четырех элементов: кулака, шариков, сепаратора и корпуса.
Ремонт ШРУСа. Демонтаж и замена
Прежде всего необходимо сделать метки общего расположения наружной, а также внутренней обоймы, для этого вам понадобится раздобыть керно или чертилку, можно что-то и более современное — маркер или краску.
И так, приступим…
1. Зажмите шарнир в тисках, после этого поверните до упора внутреннюю часть обоймы, затем попарно извлеките шарики. Помогайте себе отверткой, постукивайте молотком.
2. Как только достали все шарики, установите сепаратор в вертикальном положении, таким образом, чтобы его удлиненные окна могли пересекаться с торцом корпуса.
3. После этого извлеките кулак с сепаратором. Вращайте кулак, при этом утапливайте один из выступов находящихся в окне сепаратора, затем разъедините эти детали.
4. Осмотрите детали, предварительно промыв их и высушив. В случае если в местах стыков нету сколов и выработки, а также явных задиров и цвета побежалости — устройство еще послужит. Если же на деталях обнаружен какой-то из вышеуказанных дефектов, их необходимо заменить новыми.
Собирать механизм, понятное дело следует в обратной последовательности, однако прежде чем приступить к этому этапу, необходимо все как следует смазать. Внутреннюю обойму с сепаратором следует вставить в наружную, помните также про метки, которые ставили в начале. Шарики закладывайте попарно, как и при разборке. Набейте шарнир смазкой марки «ШРУС-4» в соотношении 80-100 г. на шарнир. В качестве альтернативы подойдет «литол», а также другие консистентные смазочные аналоги. Не вздумайте экономить, для себя ведь стараетесь. Работоспособность ШРУСа в большой степени зависит от того, сколько смазки в нем имеется. Не лишним будет положить грамм 40-50 непосредственно в чехол. Собирая ШРУС, выбейте шарнир по шлицам и оденьте пыльник, после этого затяните хомут. Задача пыльника заключается в том, чтобы обеспечить хорошую герметичность шарнира. Смазывая детали, вращайте шрус, для равномерного распределения смазки внутри. Убедитесь еще раз в правильности его сборки, — при вращении не должно быть закусываний или сильного сопротивления.
Захрустел ШРУС. Ремонт ШРУСа своими руками
2.3 (46.67%) 3 голос[а]
Как действовать при разрыве пыльника в дороге?
При разрыве пыльника в дороге необходимо поднять кузов машины на домкрате, а затем удалить через отверстие старую смазку и ввести порцию свежего вещества. Поврежденный участок закрывается целлофановым пакетом или обматывается изоляционной лентой или канцелярским скотчем. Подобная защита рассчитана на пробег до 500 км по сухой дороге. Если движение осуществляется в сырую погоду, то рекомендуется проверять состояние пакета через каждые 30-40 км, поскольку попадание грязи в смазку приводит к ускоренному износу шарнира.
Гибка проволоки: вручную и на проволокогибочных станках
Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию. В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению. Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.
Простейшее приспособление для сгиба проволоки
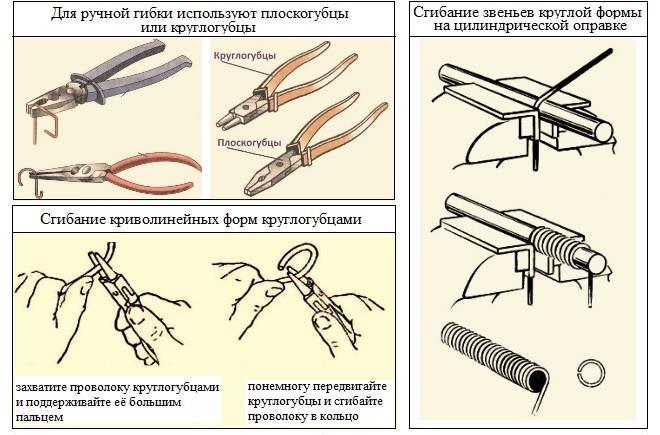
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).
Простые приемы ручной гибки проволоки
Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.
Для изготовления большого количества однотипных деталей из проволоки используют шаблоны и самодельные приспособления
Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Изготавливать в больших объемах различные изделия, в том числе отличающиеся сложной формой, позволяет специализированный станок для гибки проволоки.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.

Бюджетный станок для сгибания проволоки
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.
Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях. Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система. Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
Разновидности станков для гибки проволоки
[Гибка проволоки] является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.

В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Кустарные и промышленные способы гибки проволоки
Гибка проволоки дала возможность придавать изделиям любые формы. Как это происходит на производстве и как согнуть проволоку своими руками – об этом далее.

Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.ЧПУ станки
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Что используют для гибки проволоки? Как смастерить станок своими руками!
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Разновидности и принцип работы станков для гибки проволоки
Отличия 3D-гибки проволоки
Гибку стальной и нержавеющей оцинкованной проволоки на заказ делают либо на двухмерных станках, либо на 3D станках с ЧПУ. Преимущество двухмерного станка – низкая конечная цена готового изделия, недостатки – все остальное. Продукция, сделанная на 3Д станках, стоит немного дороже, но преимущества это оправдывают
:
- можно делать сложные трехмерные детали и крепежи из любой проволоки;
- можно добавить к процессу автоматическую сварку, накатку резьбы, снятие фаски, прессовку;
- ЧПУ позволяет полностью автоматизировать изготовление, что экономит время и исключает человеческие ошибки;
- станок можно очень быстро переоснастить и перенастроить, если заказ включает в себя разные детали – это не приведет к увеличению времени на изготовление.
У нас есть и опыт, и персонал, и хорошие 3D станки для гибки, поэтому если вам нужно готовое изделие на заказ, по вашим или типовым чертежам – вы пришли туда, куда нужно. Работаем по Москве и московской области, отправим заказы в любую точку России.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.

Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.
Подобный гибочный станок в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить производственную программу на компьютере.
Гибка проволоки у нас – выгодно и быстро
У нас не бывает проблем с исходным материалом
– всегда держим на складе солидный запас на случай большого заказа.
Постоянным клиентам даем скидку, можем договориться на рассрочку.
Для нас готовое изделие – это действительно законченное изделие, а не кое-как обструганный и сваренный кусок проволоки: станок позволяет применять сварку, прессовку, съем фаски и накатку резьбы,
чем мы пользуемся при необходимости. Если мы согласовали с вами какое-либо изделие –
вы получите именно то, что заказывали
, строго по ТЗ.
Работаем быстро
: на 1 простое готовое изделие (например – вешалка) уходит до 5 секунд, большой набор готовых программ для ЧПУ позволяет сразу же приступить к работе, если у вас – типовый заказ. Нестандартная деталь, на которую нужно писать отдельный код, займет немного больше времени, но
мы заранее сообщим, через сколько ваш заказ будет готов
.
Если у вас остались какие-либо вопросы, либо вы хотите что-то заказать – ниже есть форма для связи, оставьте сообщение и контактные данные – и наш консультант свяжется с вами в кратчайшие сроки. Дополнительно предлагаем порошковую покраску, лазерную резку и другие услуги.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
ВАЖНО ЗНАТЬ: Секреты холодного цинкования металла
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Вопросы-ответы
- Что делать, если я хочу заказать нестандартное изделие из проволоки, но у меня нет чертежа?
Звоните – мы сами разработаем чертеж и дадим вам его на сверку. - Мне нужна сложная деталь, сваренная из кусков проволоки разной толщины. Сделаете?
Да, без проблем – есть проволока на любой вкус и блок сварки для станка. Если что-то совсем сложное – сварим вручную Все работы выполняются гарантированно качественно. - Сколько времени займет мой заказ и сколько будет стоить производство?
Мы назовем и цену, и сроки исполнения, как только вы расскажете, что конкретно вам нужно – звоните.
Используем станок для гибки с ЧПУ
Для изготавления нашей продукции, мы используем станки для гибки деталей из проволоки разных производителей, в частности Корея и Франция, что позволяет изготавливать детали различной сложности.
© 1999-2021 Feat.ru — Ferum ATelie. Производство и продажа торгового оборудования. Гибка проволоки, проектирование изделий. ОГРН: 1047796029863 Email
- Доставка и оплата
- Распродажа
- Как купить товар
- Контакты
- Гибка проволоки
- Порошковая окраска
- Палитра RAL
- О производстве
МO Мытищинский р., п. Мебельной Фабрики, Труда 2
График работы: Пн-Пт с 9:00 до 18:00 Заказать обратный звонок
Поиск торгового оборудования
- Для аптек и оптики
- Для головных уборов
- Для кожгалантереи
- Для прикассовой зоны
- Для семян
- Для снеков
- Для шитья и рукоделия
- Под колготки и носки
- Под напитки
- Под стройматериалы
- Под сувениры и бижутерию
- Под цветы / букеты / вазы
- Торговые дисплеи
- Товары из проволоки
- Стойки перфорированные
- Перфорированные торговые панели
- Навесные элементы
- Карманы для печатной продукции
- Буклетницы
Вид продукции Все
- Все
- Дисплеи
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Стойки
- Дисплеи
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Навесное
- Напольное
- Напольное
- Напольное
- Напольное
- Напольное
- Стойки
- Стойки
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.
Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Гибка проволоки: своими руками и с использованием станков

Проволока – металлопродукция, востребованная в строительстве и многих отраслях промышленности. Для гибки проволоки с целью придания требуемой формы используются ручные слесарные инструменты, приспособления и станки. Выбор подходящего способа изгибания зависит от диаметра и твердости проволоки, а также требуемой производительности.
Гибка проволоки в домашних условиях
Для придания простых форм не очень жесткой проволоке используют слесарные инструменты, имеющиеся практически в каждой домашней мастерской:
- Плоскогубцы. С их помощью можно изогнуть или надежно зафиксировать конец изделия.
- Пассатижи. Разновидность плоскогубцев.
- Кусачки. С их помощью металлоизделие нарезают на мерные куски.
Для создания сложных фигур используют шаблоны, с которыми сверяются в процессе гибки. Для гибки хомута прямоугольной формы конец проволоки зажимают в тисках, а изгиб осуществляют плоскогубцами или ударами молотка.

Правила техники безопасности при ручной гибке:
- работы требуется проводить в плотных тканевых перчатках;
- необходимо обеспечивать плотную фиксацию обрабатываемого материала;
- на столе, на котором производятся работы, не должны находиться тяжелые предметы, которые могут упасть на пол.
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
 |
 |
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Самодельный ручной станок для художественной гибки проволоки
С целью гибки проволоки для создания металлических узоров на ограждениях, перилах лестниц, для декора фасадов используется специальное оборудование заводского производства.

Однако возможно и самостоятельное изготовление такого устройства.


Кратко этапы изготовления:
- Изготовить станину (2) размером 150х80 мм из стальной пластины толщиной 30 мм.
- В торце станины просверливают сквозное отверстие (видно на рис. 1) для регулирующего болта, глухие (2) и (3) – для фиксации роликов, (4) и (5) – для фиксации станины к уголку. В отверстиях нарезается резьба М8.
- К столу привинчивают неравнополочный уголок 60х40 мм с толщиной полки 5 мм, длиной 200 мм.
- Для паза на рис.1 изготавливают стальной брусок длиной 90 мм. В бруске просверливают глухое отверстие с резьбой (1) для регулировочного болта, сквозное отверстие (2) для фиксации ручки-регулятора угла поворота, отверстие (3) глубиной 10 мм с резьбой М8 для ролика, имеющего рифленую поверхность.
- К уголку привинчивают собранную станину (2) с направляющими роликами (3), двумя ручками (5) и (6), роликом с рифленой поверхностью.
Промышленные станки для гибки проволоки
В серийном и крупносерийном производствах используются станки, работающие с проволокой в бухтах. Такие агрегаты обеспечивают экономичность и хорошую производительность при получении однотипных металлоизделий. На станок устанавливаются приспособления, настроенные на получение определенной конфигурации.

Процесс работы:
- установка бухты с проволокой на размотчик;
- на длинномерное изделие оказывают воздействие два механизма – роликовый и плоский;
- выровненная проволока поступает в станок в гибочные устройства;
- деталь требуемой конфигурации отрезается механическим режущим устройством.
На таком проволокогибочном оборудовании получают детали несложной формы. Число гибочных операций обычно не превышает 5-ти.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.

Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.




