Почему образуется конденсат на потолке, и как его убрать?


Конденсат на потолке не только портит внешний вид интерьера, но и приводит к появлению плесени. Она же, в свою очередь, вредит отделочным материалам и здоровью жильцов. Поэтому от данной проблемы нужно незамедлительно избавляться.
p, blockquote 1,0,0,0,0 –>

p, blockquote 2,0,0,0,0 –>
Суть конденсата
Абсолютно сухого воздуха не бывает. В нем всегда содержится определенный процент влажности. Если воздух перенасыщается влагой (переходит точку росы), ее излишки выпадают на поверхность в виде мелких капель.
p, blockquote 3,0,0,0,0 –>
p, blockquote 4,0,0,0,0 –>
p, blockquote 5,0,0,0,0 –>
Обычно избыточная влага появляется на поверхности с самой низкой температурой. Связано это с тем, что точка росы — не фиксированное значение, а вариативное.
p, blockquote 6,0,0,0,0 –>
Факт появления конденсата зависит не только от насыщенности воздуха парами, но и от его температуры. Чем холоднее в помещении, тем при более низком проценте влажности выпадет конденсат.
p, blockquote 7,0,0,0,0 –>

p, blockquote 8,0,0,0,0 –>
Причины появления
По нормам эксплуатации, для комфортного существования показатели относительной влажности в квартире должны находиться в диапазоне 50–60%. Если нормы строительства и эксплуатации не нарушены, то при таких показателях конденсата быть не должно. Но есть множество факторов, которые могут повлиять на его появление.
p, blockquote 9,0,0,0,0 –>
К основным причинам можно отнести:
p, blockquote 10,0,0,0,0 –>
- чрезмерную влажность. Из-за этого обычно появляется конденсат в ванной комнате;
- плохое отопление. Из-за этого фактора может образоваться конденсат на потолке в предбаннике, на лоджии, либо в технических помещениях (гараже, подвале и т.п.). При этом может появиться конденсат на балконе даже после утепления (если при ремонте были допущены ошибки, либо туда не было проведено отопление);
- нарушение технологии при строительстве или ремонте. Например, недостаточное утепление. Холодный потолок в квартире, либо плохая теплоизоляция стен (особенно в угловых комнатах) приведут к тому, что начнет сыреть угол в квартире. При этом плесень от избытка влаги может появляться не только на потолке, но и на стенах, полу и откосах;
- отсутствие вентиляции. Застой воздуха из-за недостаточного вентилирования, также может стать причиной образования конденсата на потолке;
- временные явления. К этому пункту относятся все факторы, которые не связаны с ошибками ремонта. Например, в период массовой консервации, из-за чрезмерного количества испарений лишняя влага может оседать на всех поверхностях в квартире. В этом случае влажность уйдет сразу после устранения первопричины.

p, blockquote 11,0,0,0,0 –>
Если причиной появления конденсата в квартире оказалась повышенная влажность из-за ошибок в ремонте, нет смысла устранять ее, осушивая воздух. Очень некомфортно находиться в доме с чрезмерно сухим климатом (15–30%).
p, blockquote 12,0,0,0,0 –>
Чрезмерная сухость может стать стимулом понижения иммунитета. Лучшим решением в этом случае будет исправление ошибок, допущенных при строительстве.
p, blockquote 13,0,0,0,0 –>
Методы устранения
Чтобы правильно подобрать способ устранения, нужно изначально выяснить, почему в доме собирается конденсат. Иначе можно потратить массу сил и времени, а потом установить, что капает с потолка совсем по иным причинам.
p, blockquote 14,0,0,0,0 –>

p, blockquote 15,0,0,0,0 –>
На балконе или лоджии
Сразу стоит оговориться, что речь идет о застекленной лоджии. Уровень влажности на открытом балконе будет напрямую зависеть от погоды, и бороться с каплями на потолке появляющимися во время дождя или тумана — бессмысленно.
p, blockquote 16,0,1,0,0 –>
Также стоит исключить наличие ошибок в процессе ремонта. Незагермитизированные швы либо неправильно подобранный утеплитель могут стать причиной повышенной влажности на лоджии.
p, blockquote 17,0,0,0,0 –>
Если же возникает конденсат на лоджии после утепления и остекления, проведенного по правилам, то тут есть два способа борьбы с этой проблемой:
p, blockquote 19,0,0,0,0 –>
- добавить источник тепла. Это может быть батарея централизованного отопления, либо теплый пол. Но такой метод можно реализовать только при повторном ремонте балкона. В качестве временного решения можно использовать электроковрики с подогревом, либо обогреватели. Этот способ одновременно частично осушает воздух и, за счет повышения температуры, сдвигает точку росы (капли будут появляться при более высокой влажности);

- установитьдополнительную вентиляцию. Если вариант с обогревом балкона не подходит, то избавиться от конденсата на лоджии можно с помощью улучшения вентиляции. Не обязательно портить свежий ремонт, достаточно чаще проветривать балкон, либо установить на окна специальные клапаны. Но, стоит учитывать, что этот метод в холодный период года приведет к существенному понижению температуры на лоджии, а, следовательно, и в прилегающей к ней комнате.

Прежде чем решать, как избавиться от конденсата на лоджии, стоит проверить, застеклен ли балкон у соседей сверху. Возможно, влага на потолке просто стекает с верхних этажей (заливает во время дождя, тает снег по весне и т.п.). В этом случае, прежде чем приниматься за ремонт, нужно провести качественную гидроизоляцию потолка на балконе.
p, blockquote 20,0,0,0,0 –>
Заизолировать потолок можно с помощью специальных мастик, либо обычного плотного полиэтилена. При этом стоит учитывать, что плиты перекрытия перед гидроизоляцией нужно будет обработать противогрибковыми составами.
p, blockquote 22,0,0,0,0 –>

p, blockquote 23,0,0,0,0 –>
Еще одной причиной, почему на застекленном балконе образуется конденсат, могут быть растения. Некоторые используют лоджию в качестве зимнего сада, размещая там цветы и рассаду. Поддержание теплого и влажного микроклимата, необходимого для растений может привести к появлению конденсата на лоджии.
p, blockquote 24,0,0,0,0 –>
Стоит помнить, что изначально эта территория не предназначена для аграрных экспериментов. Поэтому придется выбирать: урожай или ремонт. Сквозняки или изменение температурного режима могут навредить растениям, а сохранение паркого климата на балконе — ремонту.
p, blockquote 25,0,0,0,0 –>
Единственный способ спасти и то и другое: по мере появления вытирать конденсат на потолке балкона. Но это лишь временное решение. Если первопричину не устранить, рано или поздно начнет появляться плесень.
p, blockquote 26,0,0,0,0 –>

p, blockquote 27,0,0,0,0 –>
В ванной
Ванная комната по определению самая влажная в квартире. С теплоизоляцией здесь обычно проблем нет, поэтому главным методом устранения излишков пара будет улучшение вентиляции. Сделать это можно тремя способами:
p, blockquote 28,0,0,0,0 –>
- установить принудительную вытяжку. Этот метод может помочь даже в тяжелых случаях, когда конденсат капает с потолка. Главное правильно подобрать мощность вентиляции и проследить за наличием притока воздуха;
- убрать порог в межкомнатной двери. Способ неоднозначный. С одной стороны, щель под дверью улучшит циркуляцию воздушных масс и понизит уровень влажности в ванной комнате. С другой стороны, высокий порог в случае потопа удержит воду в пределах санузла и убережет остальные комнаты от затопления;
- добавить в дверь вентиляционную решетку или тулейки. Аналогичный метод, обеспечивающий дополнительный приток воздуха. Но этот способ нравится не всем, так как вентиляционные решетки портят внешний вид межкомнатной двери и ухудшают звукоизоляцию санузла.

p, blockquote 29,0,0,0,0 –>
Если же речь идет об устранении конденсата на потолке в частном доме, то тут может потребоваться дополнительное утепление ванной комнаты (если она угловая). Желательно обследовать дом тепловизором и выявить наиболее проблемные места.
p, blockquote 30,0,0,0,0 –>
Способы повышения теплоизоляции нужно подбирать из того, какую именно часть дома придется утеплять (крышу, потолок, стены, полы и т.д.).
p, blockquote 31,0,0,0,0 –>
Внутри помещения
Случаев, когда в жилом доме капает со всего потолка (если это не потоп), зафиксировано чрезвычайно мало. Обычно это связано с особенностями климатической зоны и присуще странам с очень влажным климатом. В данном регионе чаще возникает ситуация, когда в квартире мокрый один угол или комната.
p, blockquote 32,0,0,0,0 –>

p, blockquote 33,1,0,0,0 –>
Причин может быть несколько, поэтому прежде чем приступать к капитальному ремонту следует найти источник проблемы. Для этого нужно поэтапно проверить функционирование вентиляционной системы:
p, blockquote 34,0,0,0,0 –>
- не забиты ли вентиляционные каналы. Сделать это просто, достаточно поднести к вентиляционной решетке зажженную спичку или зажигалку. Если пламя откланяется к решетке — засоров нет, если же оно не реагирует — канал нуждается в чистке (занимаются этим работники ЖЭКа, самим туда лучше не лезть);
- не нарушена ли в квартире циркуляция воздуха. Современные межкомнатные двери оснащены не только порогами, но и уплотнительными резинками по периметру дверной коробки. Эти нюансы повышают шумо- и теплоизоляцию комнат, но нарушают циркуляцию воздушных масс. Изменить сложившуюся ситуацию можно с помощью вентиляционных решеток;
- обеспечен ли достаточный приток воздуха с улицы. С современными окнами и входными дверями та же ситуация — наличие уплотнительных резинок полностью изолирует квартиру. Для того чтобы вытяжка корректно выполняла свои функции, помимо оттока воздуха, должен быть и достаточный приток. Решается этот вопрос пробуриванием дополнительного канала и установкой нагнетательного вентилятора, либо монтажом вентиляционных клапанов на окна.


Если с вентиляционной системой проблем нет, нужно искать первопричину в теплоизоляции дома. Для этого его нужно проверить тепловизором. Данный агрегат достоверно укажет проблемные места, влияющие на образование конденсата в доме.
p, blockquote 35,0,0,0,0 –>
Бездумно утеплять потолок и стены не следует. Перед ремонтом следует подобрать вид и рассчитать необходимый слой утеплителя. Расчет производится таким образом, чтобы после ремонта точка росы оказалась за пределами квартиры.
p, blockquote 36,0,0,0,0 –>
Если необходимых знаний для проведения подобных расчетов нет, лучше обратиться в специализированные фирмы. Иначе влажность после ремонта в квартире может остаться на прежнем уровне.
p, blockquote 37,0,0,0,0 –>

p, blockquote 38,0,0,0,0 –>
Также стоит учитывать внешние факторы. Причиной конденсата может стать раскидистое дерево, полностью покрывающее частный дом — создавая тем самым повышенную влажность вокруг крыши и стен.
p, blockquote 39,0,0,0,0 –>
Забитая или испорченная труба водостока, вода, стекающая по крыше и стенам, также может являться той причиной, по которой капает с потолка.
p, blockquote 40,0,0,0,0 –>

p, blockquote 41,0,0,0,0 –>
В новом доме
По технологии строительства, дом должен строиться на протяжении нескольких лет. В первый год сооружается фундамент. После того, как он устоялся, возводится коробка. И лишь на третий год начинается отделка.
p, blockquote 42,0,0,0,0 –>
При возведении многоэтажных домов сроки более или менее выдерживаются, а вот при частном строительстве хозяева спешат поскорее закончить дом. Итогом такой спешки становится конденсат в частном доме.
p, blockquote 43,0,0,0,0 –>
Его появление связано с тем, что с завода блоки обычно приходят с довольно высоким процентом влажности. Если поспешить с отделкой и не дать стенам и фундаменту избавиться от остаточной влаги, может создаться парниковый эффект.
Снаружи на стенах — воздухонепроницаемый сайдинг, либо аналогичные материалы. Вентилирование через проемы невозможно, потому что там герметичные окна и двери с уплотнителями. Зато изнутри ведутся влажные черновые работы (заливка стяжки, выравнивание стен штукатуркой и т.п.).
p, blockquote 45,0,0,0,0 –>
Закономерный итог такого строительства — образуется конденсат на потолке, по окнам текут струйки воды, а в углах нового дома образуется плесень.
p, blockquote 46,0,0,0,0 –>

p, blockquote 47,0,0,0,0 –>
В этом случае есть четыре варианта, как убрать конденсат в доме:
p, blockquote 48,0,0,0,0 –>
- соблюдать технологические нормы строительства;
- использовать для внешней отделки «дышащие» материалы, либо делать вентиляционные швы;
- на всем этапе отделки держать окна в режиме проветривания;
- на период ремонта установить в доме мощную принудительную вентиляцию.
Все методы довольно действенные, но как именно избавляться от конденсата в доме, нужно выбирать, исходя из конкретной ситуации.
p, blockquote 49,0,0,1,0 –>

p, blockquote 50,0,0,0,0 –>
Если этап просушки материалов будет проведен верно, в дальнейшем конденсат на потолке в квартире появляться не должен. В случае игнорирования данного этапа, борьба с конденсатом и плесенью может продолжаться на протяжении многих лет.
Муфты электросварные для соединения полиэтиленовых труб низкого давления
Муфты в целом являются одной из разновидностей фитингов. Они предназначены для соединения между собой труб, а также подключения к ним других элементов трубопроводной инфраструктуры. Применение этих изделий гарантирует надёжное крепление стыков и их герметичность. Муфты для полиэтиленовых труб низкого давления используются в ЖКХ-сфере, строительной, нефтегазовой, химической и других отраслях современной промышленности.

Сварные муфты применяются для соединения труб достаточно часто
Принцип действия и свойства электросварных фитингов для полиэтиленовых труб
В конструкцию таких изделий входят электронагревательные элементы – проводники с высоким сопротивлением. А в качестве сырья для изготовления электросварных муфт мвыступает полиэтилен низкого давления (ПНД).
Когда по проводнику протекает электроток заданной величины, электрическая энергия преобразуется в тепловую, благодаря которой пластик нагревается до температуры плавления. В результате материалы соединяемых деталей перемешиваются, а при остывании осуществляется их сварка.
На наружной стороне муфт электросварных ПНД находятся две клеммы. К ним подключаются электроды сварочного аппарата, функцию которого выполняет трансформатор-выпрямитель. Этот прибор настраивается на расчётное напряжение и силу тока, необходимые для выполнения сварки деталей магистрали.

Муфты бывают самых разных видов и размеров
Электрофитинги применяются для монтажа таких трубопроводов:
- хозяйственно-бытового и промышленного водопровода, канализации:
- магистралей, по которым предполагается транспортировать химикаты, не нарушающие структуру ПНД;
газопроводы.
Электросварные фитинги обладают следующими физическими характеристиками и свойствами:
- позволяют соединять трубы с внешним диаметром 20 ≤ Dвн. ≤ 400 мм;
- давление рабочей среды в трубопроводе может колебаться в диапазоне 6,3-16 атмосфер. Благодаря этому свойству муфту электросварную ПНД рекомендуется применять для соединения наиболее ответственных участков магистрали;
- используются для трубопроводов SDR 17 и SDR 11 напорного типа, по которым подаётся питьевая вода. Температурный диапазон, регламентируемый требованиями ГОСТ 18599-2001, такой: 0 ≤ T ≤ 40˚С;
- муфту электросварную применяют при прокладке напорной наружной канализации, особенно там, где необходимо создать повороты, а также в местах изменения диаметров труб, разветвлений и присоединений арматуры и фасонных элементов;
- сварное соединение со временем остаётся очень стойким к гидравлическим расширениям и ударам.
Полезная информация! Опубликованы данные, согласно которым ПНД трубы с электромуфтовым соединением способны выдержать замерзание и оттаивание жидкости. Коэффициент расширения льда составляет около 11%.
Запас прочности и эластичности полиэтилена весьма значителен, поэтому данные трубы применяются так широко.

Из полиэтиленовых труб монтируют трубопроводы разного назначения
Достоинства и недостатки электросварных фитингов для труб ПНД
К преимуществам данных изделий относятся следующие их характеристики:
- Использование электросварных муфт обеспечивает простоту монтажа конструкции трубопровода.
- Большой срок службы – порядка 50 лет.
- Доступная цена позволяет использовать эти изделия широкому кругу потребителей.
- Удобство монтажа. Работать с муфтами электросварными для полиэтиленовых труб можно в ограниченном пространстве, а также в труднодоступных местах.
- Универсальность. Использовать эти элементы допускается для соединения ПНД труб с любыми параметрами.
- Быстрота сборки конструкции.
Любой вид трубопровода, выполненный при помощи таких соединений, характеризуется высокой надёжностью в эксплуатации.
Хоть недостатков у электросварных муфт значительно меньше, тем не менее их стоит учитывать при монтаже системы:
- соединение плохо переносит пребывание в щелочной и сильнокислой среде;
- электросварные фитинги невозможно использовать при монтаже трубопровода горячего водоснабжения и отопления. Как было сказано выше, такие соединения рассчитаны на температуру до 40˚С;
- высокая стоимость. Этот недостаток не столь критичен, если учесть цену сварочного оборудования, с помощью которого выполняется монтаж фитингов других конструкций, необходимость привлечения высококвалифицированного специалиста и последующей оплаты его работы.
Помимо обычного ремонта и соединения коммуникаций, электросварные муфты идеально подходят для соединения труб не только с разными диаметрами, но и изготовленными из различных материалов. Наиболее часто выполняется переход с металлического сегмента трубопровода на полиэтиленовый.

При помощи электромуфт соединяют как однотипные трубы, так и из разных материалов
Этапы электромуфтовой сварки
Несмотря на простоту, такой способ соединения ПНД труб требует аккуратности и достаточного внимания. Он предполагает выполнение следующих действий:
- трубу, которую будете монтировать в систему, обрежьте так, чтобы плоскость среза была строго перпендикулярна её оси;
- торцы соединяемых изделий на длину их входа в фитинг хорошо зачистите специальным инструментом. Сделав это, обработанные поверхности тщательно обезжирьте;
- свариваемые детали зафиксируйте в специальном креплении. Очень важно, чтобы расстояние между кромками ПНД труб в середине муфты не превышало толщину их стенок;
- клеммы трансформатора-выпрямителя соедините с контактами электросварного фитинга. После того, как будет считана информация со штрих-кода (он присутствует на всех соединителях данного типа), начнётся сам процесс сварки. Причём выполняться он будет в автоматическом режиме. В качестве исходных будут приняты данные, полученные со штрих-кода.
По завершении сварки проверьте стыки на герметичность. Это нужно сделать прежде, чем пускать в трубы рабочую жидкость.

Температура нагрева и длительность сварки аппарат определяет автоматически, считывая данные штрих-кода
Для этого можно воспользоваться следующим простым способом: обмыльте стыки и подайте в трубу струю воздуха под напором, например, вставив шланг пылесоса в отверстие «на выдув». Отсутствие пузырей подтвердит факт того, что стык герметичен.
Важно! Подобная последовательность действий выполняется дважды. Обусловлено это тем, что сварной монтаж предполагает фиксацию трубопровода на входе и, одновременно, на выходе фитинга.
Технические характеристики муфт электросварных для полиэтиленовых труб. Как выбрать
Чтобы сделать правильный выбор этих изделий, необходимо учитывать особенности подсоединяемых объектов – самих полиэтиленовых труб. Как и любые другие, они имеют систему маркировки, в которую входят последовательности символов SDR и ПЭ, за которыми следуют определённые цифры.
Параметр SDR – это отношение наружного диаметра трубы к толщине стенки. То есть, с уменьшением показателя SDR толщина стенки растёт, а с его увеличением, наоборот – стенка истончается. После символов «ПЭ» (полиэтилен) указывается марка этого материала.
Сегодня наиболее востребованы ПНД трубы ПЭ100SDR17. Они характеризуются уникально высокой прочностью, благодаря чему такие изделия очень надёжны во время эксплуатации. Но даже если они не вышли из строя, нередко домовладельцам приходится менять конфигурацию трубопровода (например, для подведения воды в помещение недавно построенной летней кухни).

Выбор муфт и оборудования зависит от типа свариваемых труб
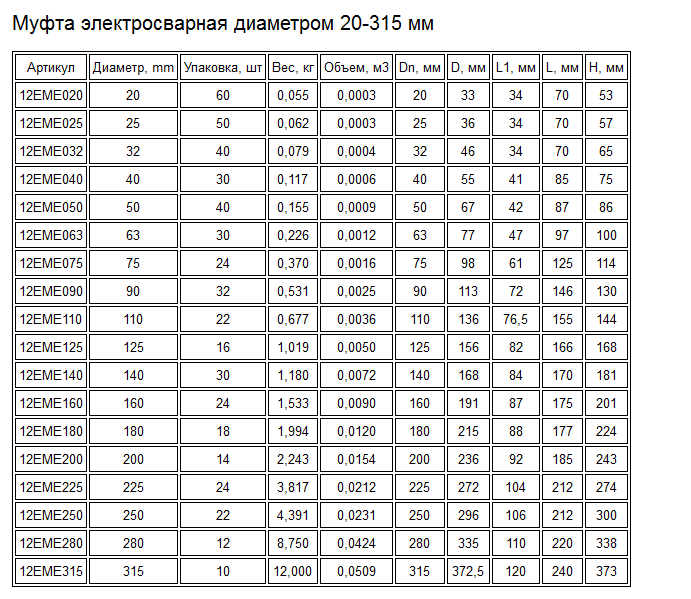
Чтобы не портить общую картину надёжности, рекомендуется соединять трубы ПЭ100SDR17 с помощью муфт, в конструкцию которых входит электронагревательный элемент. В ниже размещённой таблице представлены технические характеристики таких электросварных фитингов. Единица измерения геометрических размеров – миллиметры.
Таблица 1
| L – длина муфты | L1 – длина участка муфты для соединяемой трубы | H – высота муфты с учётом размеров штыревых контактов | Вес, килограммы | D – внутренний диаметр |
| 340 | 169 | 465 | 13,300 | 400 |
| 319 | 158 | 415 | 9,200 | 355 |
| 266 | 133 | 387 | 8,746 | 315 |
| 283 | 138 | 320 | 5,860 | 280 |
| 219 | 109 | 312 | 4,438 | 250 |
| 218 | 109 | 285 | 3,592 | 225 |
| 211 | 106 | 260 | 3,307 | 200 |
| 205 | 102 | 229 | 2,398 | 180 |
| 186 | 92 | 209 | 1,811 | 160 |
| 194 | 96 | 182 | 1,076 | 140 |
| 157 | 77 | 168 | 0,882 | 125 |
| 161 | 79 | 152 | 0,716 | 110 |
| 127 | 63 | 131 | 0,388 | 90 |
| 125 | 62 | 115 | 0,305 | 75 |
| 107 | 53 | 101 | 0, 169 | 63 |
| 99 | 48 | 87 | 0,132 | 50 |
| 89 | 43 | 71 | 0,080 | 40 |
| 81 | 40 | 62 | 0,051 | 32 |
| 81 | 40 | 53 | 0,032 | 25 |
| 83 | 40 | 52 | 0,027 | 20 |
В сегменте электросварных муфт современного рынка представлено большое количество моделей. Часто встречаются изделия производства компаний из Германии, Голландии, Италии и России. При их выборе необходимо следовать советам специалистов и учитывать отзывы потребителей. Предпочтение отдавайте продукции известных брендов таких, например, как Chiorino (Италия), Optibelt (Германия), Nupigeco (Италия), Ammeraal Beltech (Голландия).
Полезная информация. Изделия этих производителей отличаются высоким качеством, прежде всего потому, что для их изготовления практически не используется вторсырьё.
Если вы планируете модернизировать существующий или проложить новый трубопровод из полиэтиленовых компонентов, лучшим решением для соединения его веток будет использование электросварных фитингов для труб ПНД.
Электросварные муфты для соединения полиэтиленовых труб

Электросварные муфты подразделяются на несколько категорий, в зависимости от назначения. Каждая из них, оснащена электронагревательным устройством, которое встраивается в муфту. Этот факт, облегчает сварку полиэтиленовых труб или других материалов друг с другом.
- Какие бывают электросварные муфты для полиэтилена
- Структура электросварных изделий из полиэтилена
- Как происходит монтаж с применением электросварных деталей
- В каких областях нашли применение электросварные муфты
- На каких электросварных муфтах остановить выбор
- Подводя итоги
Какие бывают электросварные муфты для полиэтилена
Сборка трубопроводов и сетей, производится с применением фитингов. Их используют в следующих случаях:
- при масштабном строительстве газового трубопровода;
- в системах монтажа труб питьевой воды, а также водопровода с технической водой;
- при перевозке различных химических элементов, каковые не контактируют с полиэтиленом.
Данные изделия производятся в нескольких конфигурациях. Смотря, какой диаметр и размер требуется для монтажа технических изделий. В зависимости от того пойдёт муфта на воду или на газ, диаметр будет колебаться в пределах от 20 миллиметров до 3,15 см. Впрочем, немалой популярностью пользуются универсальные материалы, которые нашли широкое применение при сборке любого вида трубопроводов.
 Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Структура электросварных изделий из полиэтилена
Все электросварные материалы наделены довольно непростой структурой. Спираль, каковая находится в муфте, делается из специального сплава. Она отталкивает разнообразные грязевые отложения, образующиеся во время эксплуатации. Помимо того, спираль служит своеобразным критерием качественной сварки. Так как сплав спирали не отдает температуру на внешние компоненты — сварочные работы на электросварных муфтах проходят быстро и без проблем. На выходе получается одно цельное устройство.
 муфта для сварки полиэтиленовых труб
муфта для сварки полиэтиленовых труб
Главные преимущества и недостатки электросварных муфт, предназначенных для полиэтилена
1. Служить такие муфты будут не менее 50 лет.
2. Доступность для широких слоев населения.
3. Нет никаких ограничений для работы и сборки конструкции на малодоступных участках прокладки труб.
4. Составляющие, которые подойдут для всех форм полиэтиленовых труб, благодаря своей универсальности.
5. Полный сбор всех частей устройства, выполняется за считанные часы.
6. Трубопроводные устройства, выполненные с участием электросварных муфт, отличаются особой прочностью и надежностью.
7. Электросварные фитинги предусматривают укороченный период сборки.
Но кроме немалых достоинств, муфты включают и несколько недостатков, каковые иногда несколько ограничивают в работе с таким материалом:
1. Если место соединения на трубе будет подвержено влиянию щелочной либо кислой среды, то этот фактор может, крайне негативно сказаться на используемом материале.
2. Они не переносят высокого давления в рабочем состоянии.
3. Нельзя применять их в системах отопления и при подаче горячей воды, потому как более 40 градусов по шкале Цельсия, для них губительно.
Однако все вышеперечисленные недостатки частей из полиэтилена благодаря, своим качествам таким, как прочность и простота монтажного подключения, стираются. А с каждым годом, сфера их применения, только расширяется.
 Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
Как происходит монтаж с применением электросварных деталей
Монтажные работы производятся путем подачи электрического тока на нагревательную часть, которая есть в муфтах со встроенными деталями нагрева. Последующее повышение температуры, дает внутренним стенкам изделия и части трубопровода спаяться, вследствие чего, образуется граница, обладающая полной герметизацией и высококачественной спайкой материала.
Сам монтаж с использованием фитингов, включает следующие пункты:
- с самого начала, трубу, которую необходимо присоединить к общей конструкции, срезают четко под прямым углом. Категорически нельзя оставлять какие-либо неровности и шершавости. После ровного среза, изделие чистят от налипшей грязи;
- далее, место среза, тщательно зачищается специальным техническим инструментом. При этом соблюдают диаметр для входа в электросварной фитинг.После, все соединительные детали должны быть обезжирены, для чего применяют кусок чистой ткани с нанесенным на нее ацетоном либо другим растворителем;
- стороны, предназначенные для сварки, аккуратно фиксируют в креплениях. В некоторые модификациях фитингов уже присутствуют эти крепления, в которые потом вставляются торцы полиэтиленовых труб. Нельзя забывать, что расстояние между свариваемыми трубами, расположенными в середине муфты никак не должно превышать толщину стен полиэтиленовой трубы;
- сварочные работы выполняются паяльным аппаратом, для последовательной смычки труб. Сварка проходит автоматически, умный аппарат самостоятельно может задавать температуру соответствующую данному типу сварки вдобавок, выставлять процент напряжения и временной лимит сварки. В процессе, клеммы сварки соединяют с контактами электросварного участка, при этом идет автоматическая передача всей информации со штрихкода. Этот код имеют все электросварные муфты;
- как только сварочные работы закончены, сразу проверяют стыки. Они обязаны быть полностью герметичными. Для проверки, стыки намыливают и после этого подают по трубе сжатый воздух.
Чтобы смонтированная система служила продолжительный период времени, работы должны производиться квалифицированными мастерами. Если использовать в процессе электросварные муфты, предназначенные специально для полиэтиленовых трубопроводов, то на выходе получают крепкую и монолитную конструкцию.
В каких областях нашли применение электросварные муфты
Из-за того, что монтаж таких соединений проводится достаточно быстро, они просто незаменимы при аварийных и экстренных работах. В случае невозможности использования других элементов при стыковой сварке на строительстве трубопровода повышенной сложности, применяют муфты. А встроенная спираль в электросварных муфтах дает возможность проводить монтаж в тяжелых условиях, к примеру — траншеях.
На каких электросварных муфтах остановить выбор
Специалисты советуют приобретать итальянские, немецкие и австрийские муфты. Изделия этих стран отлично себя зарекомендовали. Известные фирмы производители не изготавливают фитинги их различного вторичного сырья что, безусловно, положительно сказывается на качестве элементов. Стоит обратить внимание и на российских изготовителей, детали которых широко представлены на отечественном рынке.
 Муфта электросварная ПЭ 100 SDR 11
Муфта электросварная ПЭ 100 SDR 11
Рабочее давление: 10 bar Газ — 16 bar вода,
SDR: 11
Полиэтилен: PE100  муфта полиэтиленовая электросварная
муфта полиэтиленовая электросварная  муфта электросварная 63
муфта электросварная 63
Подводя итоги
Если в ближайшем будущем, в планах есть монтаж и ремонт трубопровода либо некоторого его участка, то приобретение муфт со встроенным нагревательным элементом, будет правильным решением. Ведь каждый, желает получить надежную, крепкую и долговечную конструкцию, не требующую дополнительных усилий при её обслуживании.
Какой ток подается на электросварные муфты
Электросварные муфты для полиэтиленовых труб оснащаются встроенными электронагревательными устройствами и предназначены для сварки между собой полиэтиленовых труб или других соединительных элементов. Такие изделия бывают различного вида и предназначения.
Виды электросварных муфт для полиэтилена
С помощью электросварных фитингов производится монтаж различных сетей и трубопроводов, к которым устойчив полиэтилен. Их применяют при строительстве:
- систем водопроводов питьевой и технической воды;
- трубопроводов для транспортировки газа;
- систем транспортировки химических элементов, которые не вступают в химическую реакцию с полиэтиленом.
Применяется пэ электросварная муфта при давлении рабочего потока не более 16 атмосфер и температуре рабочей среды, не превышающей 40 градусов.
Такие изделия выпускаются нескольких разновидностей в зависимости от диаметра и предназначения. Диаметр может варьироваться от 20 мм до 315 мм и отличаться по эксплуатационным характеристикам, для какого трубопровода они предназначаются – на газ или воду, хотя на сегодняшний день выпускают электросварные элементы универсального предназначения, которые с успехом применяют на всех видах трубопроводов.

Размеры муфты
Типоразмер муфты подбирается специально под конкретный трубопровод. Не допускается искусственное наращивание ее длины и толщины под изначально несоответствующие размеры трубы. По длине диапазон размеров варьируется в среднем от 80 до 350 мм. Это общая длина, а спектр от 40 до 160 мм определяет параметр участка, в котором будет соединяться муфта электросварная. Размеры по диаметру тоже разнообразны – от 20 до 400 мм по внутренней толщине. Также учитывается и высота изделия с учетом технологических контактных включений – она варьируется от 50 до 460 мм в среднем.
Достоинства и недостатки электросварных полиэтиленовых муфт
Муфты полиэтиленовые со встроенным электронагревательным устройством имеют такие эксплуатационные характеристики, которые можно отнести к их преимуществам. Преимущества электросварных муфт:
- простота монтажа конструкции трубопровода при помощи таких фитингов;
- высокая надежность в эксплуатации любых видов трубопроводов, выполненных с помощью таких соединений;
- быстрота сборки конструкций с применением таких элементов;
Лёгкая сборка конструкции - универсальные соединительные элементы по отношению к полиэтиленовым трубам любых параметров;
- удобство монтажа в труднодоступных местах, а также при ограниченном пространстве для сборки конструкции трубопровода;
- невысокая стоимость данных изделий позволяет их использовать широкому кругу потребителей;
- большой срок службы, около пятидесяти лет.
Электросварные полиэтиленовые муфты имеют также ряд недостатков, которые необходимо учитывать при выборе соединительных элементов и монтаже всей системы.
Недостатки электросварных муфт такие:
- невозможность использования таких соединений для проводки отопления и системы горячего водоснабжения, так как они рассчитаны на рабочую температуру до 40 градусов;
- такие материалы нельзя использовать, если в трубопроводе высокое давление рабочего потока;
- эти соединения боятся сильнокислой и щелочной среды, поэтому при использовании необходимо учитывать эти факторы.
Несмотря на небольшие недостатки данных деталей из полиэтилена, их использование с каждым годом только увеличивается. Здесь играет роль надежность и быстрота монтажа, что очень важно при использовании в устранении различных аварий.
Сварка труб пнд: технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб
Сварка пнд труб встык
Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
- Обработать механическим путем зоны будущого соединения сварки пнд встык;
- Проверяется оборудование для сварки труб пнд. Тут остановимся более детально;
- следует визуально проверить устройство на исправность;
- заправить топливом электрогенератор, провести его тестовый запуск;
- следует отчистить скребок, торцеватель и другие узлы от прилипшего полиэтилена;
- проверьте количество масла на гидросистеме.
Конструкция электросварных полиэтиленовых соединений
Электросварные элементы имеют сложную конструкцию. Муфта содержит в себе закрытую специальную спираль, которая изготавливается из особого сплава. Эта спираль предотвращает различные загрязнения, а также делает качество сварки высоким. Материал, из которого произведена спираль в данном соединении, не дает температурную компенсацию, и поэтому сварка электросварных муфт происходит достаточно быстро, а соединяемые компоненты становятся одной монолитной конструкцией.
Общая методика установки муфты
Принципиальным отличием электросварных фитингов является возможность применения электросварки с контролируемыми параметрами деформации. Перед началом этой процедуры подготавливается и сама муфта, и целевой участок интеграции. Важно отметить, что форма трубы может быть овальной и просто некруглой. Это не является препятствием для введения муфты в соединительный узел. Однако перед монтажом в данном случае потребуется исправление конфигурации трубы под размеры фурнитуры. Далее приступают к зачистке поверхностей и электромонтажным работам. Как правило, электросварные муфты ПНД устанавливаются с помощью специального инструмента, реализующего пластиковый припой с подачей тока, нагревом и расплавом. Это основная технология соединения электросварных фитингов, но также не исключается и традиционный механический крепеж. Для этого применяют интегрированные зажимы в конструкции муфты. Стык формируется держателями, физически не позволяющими двум окончаниям труб разойтись. Но и в этом случае для обеспечения герметизации может подключаться техника электросварного припоя пластиков.
Выполнение монтажа с помощью электросварных элементов
Монтаж муфт со встроенным нагревательным элементом происходит посредством подачи на их нагревательные элементы электрического тока. Под воздействием высокой температуры стенки соединительного изделия и части трубопровода плавятся и обеспечивают качественный и герметичный стык. Монтаж всей системы с помощью электросварных фитингов обычно происходит в несколько этапов:
- труба, которую необходимо монтировать в систему должна быть срезана точно под прямым углом к плоскости всего основания трубы. Нельзя допустить абсолютно никакой кривизны или шероховатости. Изделие перед началом работы необходимо тщательно очистить от частиц мусора и грязи;
- торцы соединяемых изделий должны быть хорошо зачищены специальным инструментом на величину их входа в фитинг. После проведения зачистки труб и соединительных элементов их необходимо тщательным образом обезжирить. Для этой цели подойдет салфетка, пропитанная ацетоном, эфиром или любым другим растворителем;
Фиксатор креплений для сварки - запчасти для сваривания необходимо прочно зафиксировать в специальном креплении. Расстояние между трубами в середине полиэтиленовой муфты не должно быть больше толщины стенок трубы. В некоторых моделях таких фитингов имеются технологические выступы, предназначенные для ограничения торцов свариваемых полиэтиленовых труб;
- сварка муфт со встроенным электросварным устройством осуществляется с помощью паяльного аппарата для соединения полиэтиленовых труб. Клеммы сварки присоединяются к контактам электросварного изделия и происходит считывание информации со штрихкода, которым оснащены все муфты данного вида. Процесс сварки происходит в автоматическом режиме, сварочный аппарат автоматом выставляет нужную температуру, напряжение и время сварки;
- проведя сварку труб и электросварных деталей, стыки требуется обязательно испытать на герметичность перед засыпанием всей конструкции грунтом. Это производится путем обмыливания стыков и подачи в трубу сжатого воздуха.
Если монтаж конструкции выполнен опытными специалистами согласно всем строительным нормам и правилам, то такая система будет служить очень долго. Применяя электросварные муфты для полиэтиленовых труб в качестве соединительных изделий, при монтаже системы трубопровода, получают визуально однородную и монолитную систему.
Очистка поверхностей элементов соединения
Для очистки поверхностей труб и муфты непосредственно перед сваркой используются специальные растворители. Рекомендуется применять неразбавленные быстроиспаряющиеся средства. В качестве материала нанесения можно использовать обезжиривающие салфетки. Есть и некоторые ограничения по использованию чистящих средств для полипропилена. Так, не допускается обработка водоспиртовыми составами, так как их покрытие может ухудшить качество формируемого стыка. Обезжириванию подвергается исключительно зона будущей сварки. Чтобы муфта электросварная заняла и сохраняла в процессе сварки оптимальное для соединения положение, контуры и фиксации должны быть помечены маркером. При этом его след с чернилами не должен попадать прямо в сварочную зону.
Область применения электросварных муфт
Электросварная муфта со встроенной спиралью
Применение электросварных муфт охватывает довольно большую область. Их используют при строительстве трубопроводов различного предназначения и проведения инженерных коммуникаций. Чаще всего муфты со встроенной спиралью, применяют при выполнении ремонтов в стесненных условиях, например в траншеях. За счет быстроты сварки таких соединений эти соединительные детали являются незаменимыми при проведении аварийных работ. Их применение допустимо при строительстве сложных трубопроводных конструкций и ответвлений от существующего трубопровода, когда проведение стыковой сварки по какой-либо причине осуществить невозможно.
Распространено использование таких фитингов при монтаже трубопроводных систем диаметром до 110 мм. Технология сварки муфт позволяет выполнять работы в широком диапазоне температур, то есть использование таких элементов незаменимо при ремонтах в мороз или жарким летом. При сварке возможно протоколирование всего процесса, что позволяет использовать эту технологию при сварке газопроводов.
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.
Аппарат для установки электросварных фитингов
Аппарат для монтажа электросварных муфт можно взять в аренду в специализированных магазинах.
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;
Подготовка труб к соединению
после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида; трубы предельно аккуратно фиксируются в фитинге
Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента
Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента.
Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;
Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.
Какие электросварные муфты стоит выбрать
На современном рынке представлено большое количество электросварных муфт из полиэтилена различных производителей. Можно встретить сварные элементы производства промышленных компаний:
- Австрии;
- Германии;
- Италии;
- России.
Выбирая фитинги для монтажа труб, требуется в первую очередь опираться на отзывы потребителей и следовать советам специалистов. В крупных специализированных магазинах можно найти электросварные соединения известных брендов разных стран-производителей. Здесь можно внимательно рассмотреть каждое изделие и получить самую исчерпывающую информацию по его монтажу. В таких магазинах обычно представлен и большой выбор специальных паяльников для сварки систем. Многие специалисты рекомендуют применение электросварных муфт зарубежного производства, в этом есть логика, так как практически исключено применение вторсырья для изготовления таких фитингов, следовательно, они будут более надежные.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Внимание! Перед началом выполнения сварочных работ, запаситесь фитингами (желательно купить большее количество, на всякий случай).
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;
- Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);
- Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
Рекомендуем! Плазменная сварка прямого и косвенного действия
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.
Обратите внимание! Не следует перегревать элементы. При сильном разогреве, фитинг или труба просто свернутся как гусеница и сделать качественный стык не получится.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Рекомендуем! Ручная дуговая сварка в среде аргона
Дефекты подразделяются на два типа:
- внутренний тип;
- внешний.
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Муфты электросварные для полимерных труб – это специальные детали, при помощи которых получают надежное соединение частей трубопровода. Сварка полиэтиленовых труб с помощью специальных фитингов является доступным способом для самостоятельного монтажа трубопроводов любого диаметра. Для работы не требуется специальных навыков или сложного оборудования. Электросварные муфты часто являются единственным возможным способом соединения полиэтиленовых труб.
Назначение
Муфты электросварные предназначены для соединения полиэтиленовых труб низкого давления (ПНД) в условиях, когда требуемое соединение находится в труднодоступной зоне.
Особенности технологии изготовления полиэтилена низкого давления позволяют получить недорогой материал, обладающий высокой устойчивостью к внешним механическим нагрузкам. Поскольку соединения на внешних трубопроводах приходится делать в походных условиях, то не всегда возможно использовать диффузионную сварку классического исполнения.
Муфты электросварные для ПНД труб используют при монтаже:
- водопроводов, в том числе и магистральных, большого диаметра;
- систем водоотведения и канализации;
- газопроводов;
- промышленных трубопроводов, транспортирующих жидкие и газообразные химические реагенты.

Обратите внимание! Электросварные муфты обеспечивают прочность места стыка, которая превосходит эксплуатационную прочность самой трубы.
Благодаря простоте процесса, мобильности и автономности электросварных муфт, они незаменимы при ремонтных работах на магистралях.
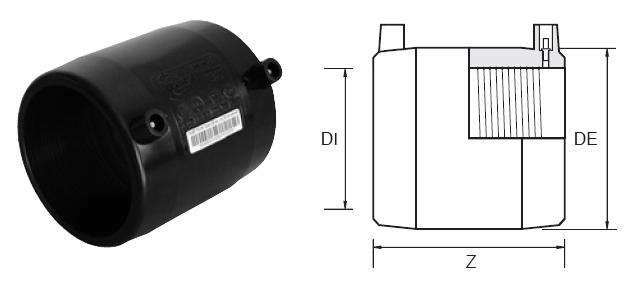
Особенности конструкции
Муфта электросварная для полиэтиленовых труб представляет собой цилиндр из полиэтилена низкого давления. Внутренний диаметр муфты чуть больше наружных размеров соединяемых труб. Муфта электросварная ПНД 100 предназначена для соединения прямых участков полиэтиленового трубопровода одного диаметра.
Производители предлагают размерный ряд сварочных фитингов от 20 мм в диаметре до 900 мм. Длина небольшого фитинга зависит от его диаметра в соотношении 1:2,5. Например, муфта электросварная для труб диаметром 20 мм будет длинной 50 мм. Длина сварочного фитинга максимального диаметра чуть больше его значений. Так муфта диаметром 800 мм имеет длину 90 см. Длина муфты на 900 мм составляет 1 м. Производители предлагают муфты электросварные с удлиненным корпусом.
Внутри фитинга размещаются электронагревательные спирали, контакты которых выведены наружу в виде клемм. Материал и локализация нагревательных элементов электросварной муфты предотвращают распространение тепла во внешнюю часть детали.
Сварочный процесс обеспечивается расплавлением полиэтилена под действием температуры. Процесс молекулярной диффузии затрагивает внутреннюю поверхность муфты и внешнюю стенку труб. Полиэтилен расплавляется на определенную глубину и смешивается на молекулярном уровне. При застывании образуется монолитное образование, которое не имеет видимой границы раздела.
Деталь может быть оборудована индикатором процесса сварки. Это позволяет отслеживать процесс соединения и упрощает работы. Крепежи на электросварной муфте позволяют надежно зафиксировать деталь на трубах, что исключает брак при стыке.
Фитинг имеет специальный штрих код на бирке, который считывается сканером сварочного аппарата. Согласно информации штрих кода, аппарат выставляет время и температуру нагрева для получения идеального стыка.

Поскольку процесс сварки обеспечивается молекулярной диффузией расплавленного полимера, то имеет большое значение состав полиэтилена низкого давления в корпусе электросварной муфты. Подавляющее большинство фитингов выпускается из полиэтилена марки 100, но встречаются и муфты из 80. Фитинги 100 марки считаются универсальными. Их разрешается использовать для любых ПНД труб.
Обратите внимание! Для качественного соединения труб ПНД электросварными муфтами приобретайте трубный материал и фитинги одного производителя. Это обеспечит полное родство полимеров.
Инструменты и приспособления для монтажа
Для монтажа трубопровода с использованием электросварных фитингов понадобятся инструменты:
- для разрезания труб – труборез или ножовка по металлу;
- острый нож + наждачная бумага или фаскосниматель для зачистки среза от заусениц, неровностей;
- ацетон или органический растворитель, ветошь для снятия пыли и обезжиривания места стыка.
Сам процесс сварки требует подачи на клеммы определенного тока. Для этого используют профессиональный сварочный трансформатор. Он относится к дорогостоящему специальному оборудованию. Для монтажа индивидуальных коммуникаций такой трансформатор электроэнергии можно взять напрокат.

Сварочный аппарат легко настраивается на необходимое напряжение. В большинстве современных сварочников для полимерных материалов настройка проводится автоматически, согласно штрих коду на электросварочном фитинге. Продвинутые модели считывают информацию непосредственно с клемм муфты.
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.

Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Обратите внимание! Соединение электросварной муфтой является неразборным. Небрежность в подготовительных работах при монтаже может стать причиной порчи дорогостоящего фитинга.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Обратите внимание! Европейские производители полиэтиленовых труб не используют в производстве электросварных фитингов вторично переработанного сырья. Это обстоятельство исключает попадание посторонних включений и гарантирует надежное, герметичное соединение труб любого диаметра.
Электросварные муфты для полиэтиленовых (ПЭ) и ПНД труб: устройство, принцип действия и тонкости монтажа
Доброе время суток, дорогой читатель! Разводки коммунальных сетей в последние годы монтируют с применением полимерных компонентов. Если раньше пластиковые трубы использовались для систем с незначительными нагрузками, то сегодня благодаря появлению новых технологий и полимерных сплавов данный вид материала используется в газо- и водопроводах, а также в напорных линиях канализации. В качестве составных элементов для таких сетей применяются муфты электросварные для полиэтиленовых труб, обеспечивающие прочность и герметичность места соединения разных деталей.
Что собой представляют и для чего они нужны
Муфта электросварная — это разновидность трубопроводных фитингов, оснащённая закладным электронагревателем. Она совмещает в себе функции соединительного приспособления и сварочного аппарата (на фото ниже).

Назначение и область применения
Данные изделия предназначены для сборки различных систем с применением полиэтиленовых труб:
- канализационных;
- газоснабжения;
- для подачи питьевой и технической воды;
- транспортирующих химические вещества, инертные по отношению к полиэтилену.
Из каких материалов изготавливают
Для производства электросварных муфт используется полиэтилен низкого давления, являющийся результатом реакции полимеризации этилена при низком уровне давления. Полученный полимер высокой плотности обладает такими свойствами, как:
- износостойкость;
- невосприимчивость к воздействию агрессивных сред;
- стойкость к механическим деформациям и ударам.
Полиэтилен является идеальным материалом для изготовления подобных изделий. Он намного прочнее изделий из поливинилхлорида и дешевле полипропиленовых материалов.
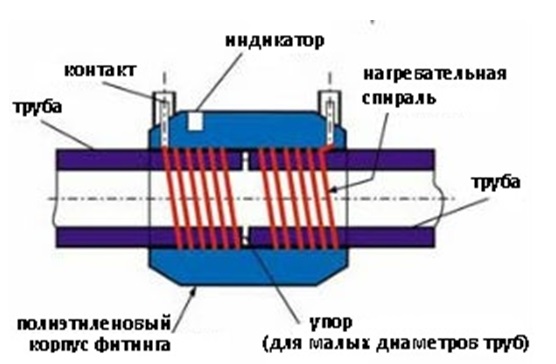
Устройство
В конструкцию сварной муфты входят следующие составляющие элементы:
- корпус — в виде толстостенного короткого патрубка, изготовленного из полиэтилена чёрного цвета;
- нагревательные жилы (2 шт.) — имеют форму спирали из металлической проволоки (нихром), проходят через корпус устройства таким образом, чтобы максимально качественно прогревать материал в зоне стыковки деталей до температуры плавления. Спирали соединены между собой последовательно, обладают высоким электрическим сопротивлением;
- выводы под клеммы — свободные концы каждой спирали, выведенные с двух сторон изделия. К ним подключают нагревательный аппарат для подачи электрического тока;
- индикатор сварки — есть не у каждой модификации фитинга;
- крепежные элементы — используются для крепления муфты в рабочее положение.
Принцип действия
Принцип действия такой муфты основан на нагреве пластика свариваемых деталей до полужидкого пластичного состояния.

Далее материал в зоне шва смешивается и остывает. В результате осуществляется сварка элементов трубопровода в единую конструкцию.
Преимущества и недостатки
Сварной тип муфт ПНД обладает следующими достоинствами:
- долговечностью — срок службы изделий составляет не менее 50 лет;
- невысокой ценой, делающей эти изделия доступными большинству потребителей;
- низкой себестоимостью монтажных работ — сборка конструкций с помощью электросварных фитингов производится быстро и без применения дорогостоящего и энергоёмкого оборудования для сварки;
- удобством монтажа. Работать с подобными изделиями можно в стеснённых условиях и труднодоступных местах;
- универсальностью. Широкий размерный ряд таких фитингов даёт возможность найти нужный вариант для соединения полиэтиленовых труб любых диаметров.
К недостаткам электросварных муфт можно отнести:
- низкий порог плавления материала корпусных деталей, поэтому такой тип соединения нельзя использовать для сборки систем отопления и горячего водоснабжения с рабочей температурой выше 40ºС;
- образование неразьёмного соединения, которое в случае ремонта, в отличие от компрессионных муфт, не возможно разобрать без деформации и разрушения целостности хотя бы одной детали трубопровода;
- неустойчивость к воздействию сильнокислой и щелочной среды;
- такие фитинги нельзя использовать для трубопроводов, где рабочее вещество транспортируется под высоким давлением.
Виды и отличия
Полиэтиленовые электромуфты выпускаются в достаточно широком диапазоне диаметров (от 20 мм до 1400 мм) и в нескольких вариантах в зависимости от эксплуатационных характеристик. В продаже есть электросварные элементы предназначенные для соединения труб только систем газоснабжения или водопроводов. Хотя сегодня есть и универсальные изделия, которые могут устанавливаться на трубопроводах любых видов.
Советы по выбору
Выбор электросварных муфт должен основываться на особенностях соединяемых полиэтиленовых труб. Для их маркировки используются несколько цифр русских и английских букв. Три буквы SDR являются аббревиатурой словосочетания Standard Dimension Ratio, которое переводится на русский язык как: Стандартный Коэффициент Измерения. Цифра за ним является результатом деления величины внешнего диаметра трубы на значение толщины стенки. Цифры, идущие вслед за символом ПЭ обозначают тип полимера.

Сегодня наиболее популярен трубный прокат из ПНД под маркировкой ПЭ100SDR17. Он обладает уникально высокой прочностью, которая обеспечивает данным изделиям повышенную надёжность во время эксплуатации. Чтобы не снижать её, специалисты советуют использовать для соединения труб марки ПЭ100SDR17 именно электромуфты. При чём, приобретать лучше продукцию всемирно известных брендов:
- итальянских компаний Chiorino или Nupigeco;
- немецкой фирмы Optibelt;
- компании из Голландии — Ammeraal Beltech.
Неплохое качество у изделий российских компаний — ТрубОптПласт (Москва), Авант-инвест, ООО (Екатеринбург), ТюменьПлюс, ООО и так далее.
Для соединения ответвлений трубопроводов из полиэтиленовых изделий использование электромуфт и тройников этих производителей будет самым лучшим решением.
Примерная цена
Стоимость электросварных муфт определяется их габаритами и компанией — изготовителем. Так, например, изделия небольших диаметров в диапазоне 20 — 110 мм стоят от 190 — 750 руб., у более крупных размеров (1200 — 1400 мм) цена может составлять 430 — 450 тыс. руб.
Виды соединений с использованием электросварных муфт
ПНД электросварные фитинги, благодаря термопластичной природы полиэтилена, могут монтироваться к трубопроводу встык или внахлест. При этом установка изделия встык выполняется с применением паяльника, соединяемые детали удерживаются в специальном зажиме.

Аналогичным способом можно сформировать и соединение внахлест, при этом муфту и трубу нужно предварительно прогреть, а затем запрессовать разогретый конец трубы в фитинг. Оба вида соединения основываются на одном и том же физическом эффекте – разрушении полимера на молекулярном уровне при нагреве выше 170ºС, с последующим образованием новых связей, появляющихся в момент остывания полимерной массы.
Советы по монтажу
Приведём несколько рекомендаций компаний — производителей по выполнению работ по сооружению ПЭ — трубопроводов с применением электросварных муфт:
- при проектировании трубопроводных систем следует с максимальной степенью внимания учитывать особенности материала изготовления и значения типоразмеров сварных фитингов для ПЭ — труб;
- необходимо соблюдать соответствие между указанными на маркировках параметрами трубного проката и соединительных муфт;
- работы по сварке электросварных фитингов желательно осуществлять с помощью сварочного оборудования тех же производителей, что и приобретённых изделий;
- после сварки все детали должны находиться в неподвижном состоянии до полного остывания.
Необходимые инструменты и материалы
- Ножницы по металлу или пилу.
- Острый нож или фаскосниматель;
- Аппарат электромуфтовой сварки;
- Позиционер с функцией удаления овальности.
- Спирт, ацетон или любой растворитель;
- Тканевая салфетка.
Технология сварки
Электросварные фитинги комплектуются штрих-кодом сварки, который наносится на корпус изделия в виде наклейки или как отдельная карточка вкладывается в упаковку.

В штрих-коде закодирована программа с параметрами сварки (напряжение, температура нагревателя, время при прогреве, оплавлении и остывании). Она вводится в паяльный аппарат с помощью считывающего карандаша или сканера и обеспечивает точность сварочного процесса. По окончание загрузки информации со штрих-кода, аппарат подает нужное напряжение и поддерживает его значение определенное количество времени. Внутренняя поверхность муфты и внешняя поверхность труб расплавляются, и обе детали сливаются в одну.
Порядок работ
Выполнение этапов работ по установке муфты со встроенным электрическим нагревателем производится в следующей последовательности:
- обрезка труб, предназначенных для сварки под прямым углом к их осям;
- разметка зоны сварки на концах трубных изделий длиной не менее ½ длины муфты от торцов;
- снятие механическим способом с поверхности труб в зоне контакта оксидного слоя толщиной 0,1-0,2 мм;
- снятие фаски на торцах труб с наружной и внутренней стороны;
- придание концам труб круглой формы с помощью позиционера;
- обезжиривание зоны стыка;
- закрепление положения изделий в позиционере;
- вставка концов труб в фитинг и подключение его к сварочному аппарату;
- введение программы в сварочный аппарат со штрих-кода;
- включение устройства и выполнение сварки;
- проведение визуального и измерительного контроля сварного соединения.
Процесс монтажа электросварной муфты рекомендуем посмотреть на видео:
Заключение
Для устройства нового трубопровода или модернизации уже существующего, особенно в местах с ограниченным пространством, лучшим вариантом в качестве соединений полиэтиленового трубного проката будут электромуфты. Они придадут всей конструкции прочность и герметичность. Подписывайтесь на наш канал и делитесь полезными идеями в социальных сетях.
Как подобрать электросварную муфту и соединить с ее помощью ПНД трубы
Для соединения труб ПНД в последнее время преимущественно используется электросварная муфта. Способ с ее применением отличается простой монтажа, отличными герметичными свойствами, неподверженностью перепадам температур и гидроударов, а также высокой прочностью. Для достижения максимального результата при стыковке труб необходимо не только правильно подобрать фитинг, но и качественно произвести его монтаж.

Фитинг для качественного соединения труб ПНД
Устройство электросварной муфты
Стандартная муфта для электросварки состоит из следующих элементов:
- корпуса, который может быть изготовлен из разных марок полиэтилена;
- нагревательных нитей. В настоящее время используются нити из меди или карбона. Карбоновые нити нагреваются быстрее, но и стоит такой фитинг больше;
- контактов для присоединения клемм сварочного оборудования;
- крепежных частей, располагающихся на трубе и предназначенных для более прочной стыковки фитинга и труб;
- индикатора, по которому можно определить процесс прохождения сварки.
Составляющие элементы электросварной муфты
Преимущества и недостатки фитинга
Основными достоинствами муфт, предназначенных для соединения труб методом электросварки, являются:
- универсальность. Муфты можно использовать при строительстве любых трубопроводов (водоснабжения, канализации, газоснабжения и так далее);
- долговечность;
- неподверженность воздействию коррозии;
- стойкость к перепадам давления и температуры в трубопроводе;
- легкость и простота установки;
- многообразие форм и размеров соединительных фитингов.
Существенными недостатками ПЭ электросварных фитингов является невозможность их использования при следующих условиях:
- при температуре менее 0ºС;
- при температуре более 40ºС;
- при давлении в трубопроводе свыше 16 атмосфер.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
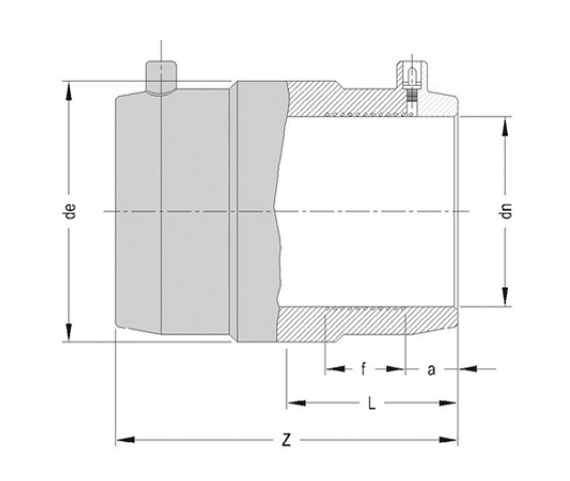
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Фирмы-изготовители
Для обеспечения качества сварного шва и применяемого фитинга рекомендуется подбирать соединительные элементы наиболее популярных производителей, к которым относятся:
- Chiorino (Италия);
- Optibelt (Германия);
- Nupigeco (Италия);
- Ammeraal Beltech (Голландия).
Продукция указанных компаний изготавливается из высококачественных материалов с соблюдением всех норм и правил, что позволяет достичь максимального качества электросварных фитингов.
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.
Аппарат для установки электросварных фитингов
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
- после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида;
- трубы предельно аккуратно фиксируются в фитинге. Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.





