Как выбрать сварочный кабель самостоятельно. Характеристики, требования, марки и таблицы.

Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования к сварочным кабелям
Для уверенного выбора сварочного кабеля полезно ознакомиться с требованиями, которые к нему предъявляются:
- недопустимо появление на изоляции дефектов после многократных перегибов и сматывания/разматывания во время переноски;
- внешняя оболочка должна быть устойчивой к продуктам нефтепереработки, ударным и разрывным нагрузкам;
- проводник, подключаемый к держателю, должен быть максимально гибким, чтобы не мешать выполнению работы;
- изоляция не должна растрескиваться на холоде и от действия ультрафиолета;
- чтобы сварочные провода не перегревались во время работы их сечение должно быть достаточным для сварки на максимальном токе выдаваемым аппаратом.
Технические требования
Сварочный кабель должен пропускать электрический ток без потерь или же с минимальными их показателями, поскольку только так обеспечивается эффективное функционирование без нарушений технологических норм. Среди большого ассортимента материалов для изготовления применяется медь, так как она считается экологически чистым и в то же время качественным сырьем. Во избежание падения давления или, наоборот, перегрева, лучше всего использовать толстый силовой кабель.
Технические характеристики такой модели проявили себя с положительной стороны в рамках работы инвертора без нарушений нормативных показателей. Но даже медный соединительный кабель требует внимательного выбора, так как очень часто материал сочетается с дополнительными примесями, из-за чего итоговое качество существенно падает.
Учитывая индивидуальные потребности в рабочем процессе, сварочные конструкции могут иметь различные формы, объем и разъем, поэтому приходится работать в разных положениях и наклонностях, что создает определенные трудности. И поэтому провод подбирается средней длины, чтобы не столкнуться с его недостатком для работы в сложных условиях. Оптимальный вариант, по мнению специалистов, это длина в метр – для бытовых задач и в 3-4 метра – для промышленных. При необходимости кабель можно удлинить.
Провод должен иметь качественную изоляцию, чтобы не столкнуться с появлением «гуляющего тока», который негативно отображается на целостности конструкционных деталей.
Дело в том, что появление свободного тока считается неотъемлемой частью сварочного процесса, поэтому преждевременное продумывание деталей изоляции – гарантия безопасной работы.
Виды кабелей
В зависимости от числа жил, сварочные кабели классифицируют как:
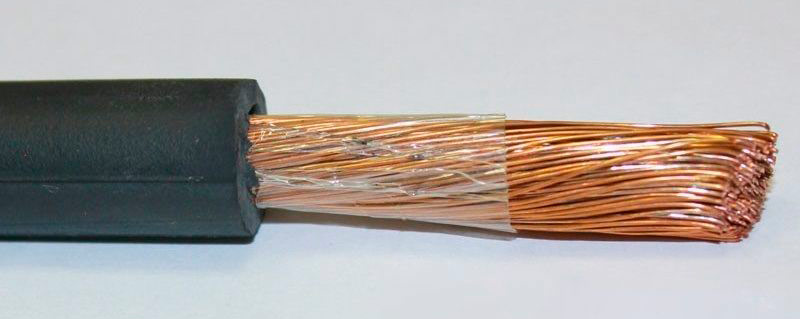
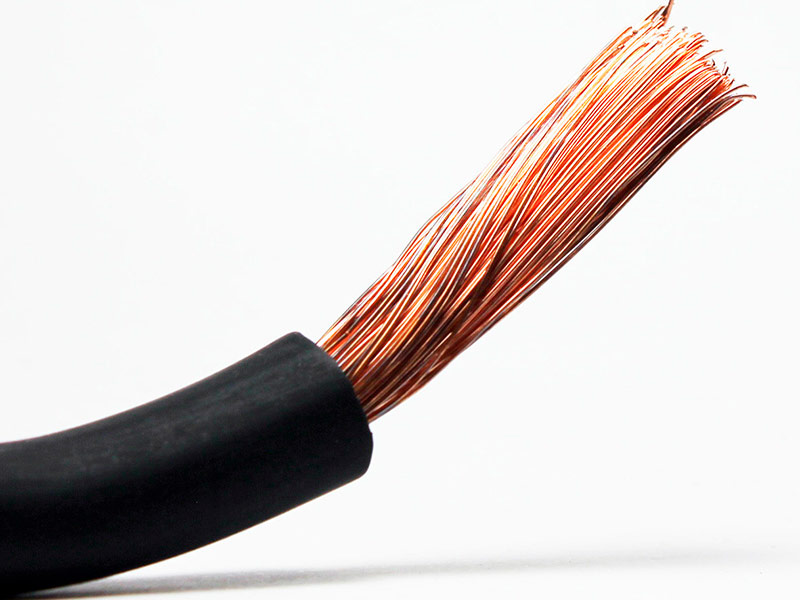
- Одножильные, сделанные тонкой медной проволокой, собранной в пучок. Применяются для переносных аппаратов, которыми проводят электродуговую сварку.
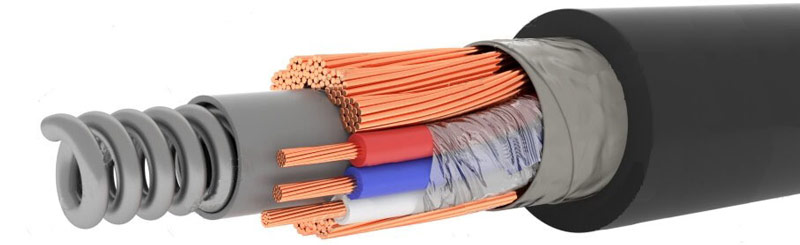
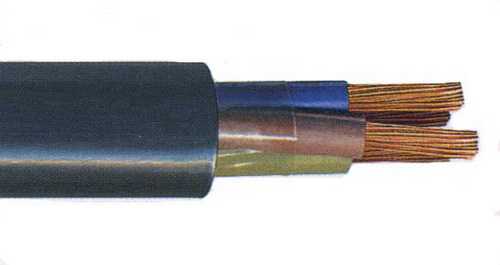
- Двужильные применяют для подключения анода и катода при проведении импульсной сварки током высокой частоты и нарезания заготовок.
- Трехжильный сварочный шнур нужен для качественной сварки стыков трубопроводов в автоматическом режиме и наложения струйных швов.
Для какого аппарата ручной дуговой сварки какое нужно сечение
Расчет сечения кабеля по величине тока является наиболее понятным, простым и быстрым способом, так как эти два показателя напрямую связаны.
Домашние мастера для выполнения сварочных работ применяют аппараты инверторного типа, профессионалы для реализации производственных и промышленных задач останавливают свое внимание на трансформаторах и генераторах. Каждый агрегат способен выдавать различные величины тока. О том, какой проводник следует выбирать для разных видов оборудования можно узнать в статье “Сечение сварочных кабелей”.
Характеристики и маркировка сварочного кабеля
В магазинах продаются различные марки сварочных кабелей, рассчитанных на определенные условия работы. Одни выдерживают сильный холод, другие жару, есть такие которые могут работать под водой. Чтобы выбрать необходимый вариант, нужно изучить их характеристики.
Кабель КРТП с гибкими многопроволочными жилами из меди предназначен для передвижных аппаратов, которыми выполняют ручную сварку. Буквы означают, что это кабель с резиновой изоляцией, тяжелый, переносной. Цифрами в конце обозначения указано число проводников и площадь сечения. Если они разные по толщине или есть заземляющий проводник, маркировка делается многозвенной.
Снимаемую с производства предыдущую марку заменяют гибким сварочным кабелем КГ. Количество проводников, и сечение указываются цифрами. Для обозначений исполнения используются дополнительные буквы:
- ХЛ ― указывают на то, что работать можно при температуре до -60⁰C. Материал покрытия не растрескается на морозе.
- Т ― означает, что изоляция сделана из антисептического материала, на котором не селятся грибок и плесень. Кабель может эксплуатироваться в среде с повышенной влажностью при температуре до +55⁰C. В некоторых источниках указано значение до +85⁰C.
- Н ― ставится у проводов с негорючей изоляцией, рекомендуемых для работы в пожароопасных условиях.
- Приставка в виде буквы П добавляется, если жила отдельно заизолирована полимерным материалом, например, пленкой ПВХ.
- Обозначение высокочастотных проводов дополняют буквами ВЧ. Этот вариант рекомендуется для работы с инвертором.
Назначение и варианты исполнения
Кабель кг, известный также как кабель сварка, предназначен для
- подключения сварочного аппарата к питающей силовой сети,
- передачи электрической мощности на держатель электродов.
В соответствии с этим большинство изделий рассчитано на эксплуатацию в сетях переменного тока бытовой и промышленной частоты с максимальным напряжением 660 В. При переходе на постоянный ток допустимое напряжение увеличивается до 1000 В.
Изначально КГ рассчитывался на условия эксплуатации, типовые для средней полосы и промышленного применения. Удачная конструкция вызвала появление ряда модификаций, расширивших область его использования. Их структура и исполнение отдельных элементов не отличается от прототипа, а получение тех или иных дополнительных свойств достигается изменением рецептуры материалов изоляции жил и оболочки. Серийно производятся такие варианты кабеля как
- холодностойкий с эластичной оболочкой и уменьшенной до -60°С рабочей температурой;
- тропический с увеличенной то +85 °С максимальной температурой оболочки, которая устойчива к воздействию плесневых грибов;
- особо гибкий с уменьшенным допустимым радиусом изгиба;
- с улучшенными противопожарными характеристиками за счет применения оболочки, которая не поддерживает процесс распространения горения.
Выбор сечения сварочного кабеля
Неправильный выбор сечения приводит к преждевременному выходу из строя оборудования, короткому замыканию или работа станет неэффективной из-за увеличения длительности проведения операций и повышенного расхода электроэнергии. Если сечение сварочного кабеля недостаточно от аппарата, для поддержки нормального режима сварки, потребуется повышенный ток. Поэтому при поджоге дуги будет срабатывать защита от перегрузки, а работа станет невозможной. Не ошибиться при выборе поможет таблица, в которой указана зависимость сечения от тока.
| Сечение, мм² | Сила тока, А |
| 6 | 80 — 100 |
| 10 | 120 |
| 16 | 189 |
| 25 | 240 |
| 35 | 289 |
| 50 | 362 |
| 70 | 437 |
| 95 | 522 |
Удлинение кабеля: да или нет
Данный вопрос самым удивительным образом продолжает волновать умы профессионалов и является горячей темой обсуждения в течение долгого времени.
Одни считают, что удлинение производить ни в коем случае нельзя, потому что слишком длинные провода с разъемами для сварочного кабеля приведут к снижению эффективности и качества работ.
Производители инверторных аппаратов для сварки предпочитают по этому вопросу не высказываться. Это означает, что провода можно удлинять, и оборудование можно использовать при очень длинных проводах, что дает снизить передвижения аппарата до минимума.
С другой стороны, из-за слишком большой длины провода могут произойти потери напряжения. В этом случае дуга станет короче, контролировать ее будет намного сложнее, общее качество сварки снизится в значительной степени.
Длина сварочного кабеля
Чтобы не было неприятностей с инспектором, при наращивании сварочного провода следует учитывать, что по правилам пожарной безопасности он не должен превышать 40 м по длине. Официально удлинение жил не запрещено, однако вместе с ним увеличивается сопротивление провода, для преодоления которого нужно настраивать аппарат на максимальные нагрузки. Такой режим работы быстро изнашивает оборудование.
Чтобы величина сопротивления жил оставалась неизменной, увеличивают сечение. При удлинении провода в 2 раза сечение придется повысить тоже вдвое. При максимальной длине сварочного кабеля с учетом увеличения площади сечения его вес может стать больше чем у инвертора. Для сварки небольших металлоконструкций достаточно 5 — 10 м. Если этого мало аппарат подключают к электросети через удлинитель.
Соединяют сварочные кабели между собой несколькими способами:
- Скрутки просты в выполнении, достаточно надежны, но удлинять провода этим способом запрещено правилами установки электроустановок. Исключением являются случаи, когда они включены в технологии других соединений. Однако многим сварщикам запрет не мешает использовать их. Для надежного контакта очищенные от изоляции концы жил перед скруткой обрабатывают растворителем, а затем наждачной бумагой.
- Разъем типа «папа-мама» удобен для быстрого наращивания жил до нужной длины из нескольких частей. В магазинах имеется большой выбор по конструкции и сечению.
- Горячей пайкой соединяют небольшие по сечению жилы. Их концы зачищают до блеска, лудят, скручивают, обжимают плоскогубцами. Для защиты от окисления на поверхность наносят канифоль или флюс. В зависимости от сечения скрутку нагревают паяльником или горелкой. Припой вносят в пламя горелки или на жале паяльника, заполняя промежутки между проволочками. После остывания оставшийся флюс смывают.
- Опрессовку выполняют гильзами сделанными из того же материала что и кабель (медный или алюминиевый). Их надевают на скрутки и обжимают клещами.
- Надежное соединение выполняется контактной, газовой, термитной сваркой. В первом случае жилы сплавляются после нагрева дугой, создаваемой угольным электродом. Газовую сварку применяют для соединения только цельных алюминиевых жил сечением не больше 20мм². Для термитного сваривания потребуются специальные патроны.
Какой нужен для массы
Кабель для зажима массы (клеммы заземления) и его сечение необходимо выбирать точно таким же образом, как и проводник для сварочного оборудования любого типа.
Достаточно часто как опытные, так и начинающие сварщики сталкиваются с проблемой недостаточной длины провода. Некоторые исполнители соединяют два комплектных проводника в один для зажима массы, а для электрододержателя докупают дополнительный кабель нужной длины. В подобных и других похожих случаях следует знать, как правильно произвести соединение шнуров.
Для этого существует несколько способов: “скрутка”, сварка, пайка, опрессовка, с помощью соединительных муфт. Каждый из перечисленных методов обладает своими преимуществами и недостатками. О плюсах и минусах, а также о технике выполнения соединения в статье “Соединение, подключение и удлинение сварочного кабеля”.
Провод для подключения к сети
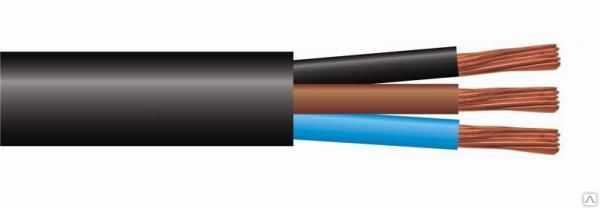
Для питания любого аппарата не требуется провод такого же сечения как у кабеля для сварки, поскольку величина тока в разы меньше. В комплект бытовых инверторов входит многожильный гибкий кабель сечением 2,5 — 4 мм² длиной 3 — 5 м. Для розетки с заземлением он должен быть с тремя жилами.
Если на месте проведения работ розетка расположена далеко, аппарат подключают через удлинитель сечением не меньше 2,5 мм², при условии, что расстояние не превышает 20 м. При длине до 60 м лучше взять переноску с катушкой сечением 4 мм². Для подключения трехфазного оборудования на производстве используют кабель силовой с четырьмя жилами из меди сечением 4 — 6 мм², для алюминия ― не меньше 16 мм².
Приведенные рекомендации помогут сделать правильный выбор. Однако сварочные кабели стоят дорого, поэтому прежде чем идти в магазин нужно точно определить, какая длина и сечение нужны. Зачем покупать лишнее, если оно не будет использовано.
Признаки качественного продукта
Быстро оценить качество кабеля можно по ряду признаков. Основными из них являются следующие:
- в технических характеристиках должна приводиться эффективная площадь жилы, а не общая;
- формирование отдельной жилы из большего количества проволок увеличивает как токовую нагрузочную способность, так и улучшает изгибные характеристики;
- цена такого продукта не может сильно отличаться в меньшую сторону от среднерыночной;
- недопустим отказ от меди в пользу омедненного алюминия; медь должна иметь хорошую степень очистки от примесей (можно оценить по величине сопротивления);
- оболочка и/или изоляции из ПВХ-пластиката вместо резины существенно увеличивает срок службы.
Целесообразно приобретение продукции ведущих производителей, которые уделяют большое внимание качеству продукции.
Некоторые исполнители считают, что под типами кабелей, подразумевается деление по количеству жил и сечение провода. Однако, это не совсем верная точка зрения. В большинстве случаев речь идет о том, что проводники бывают гибкие () и особо гибкие (КОГ).
Каждый тип имеет несколько разновидностей, которые предназначены для применения в различных климатических условиях: ХЛ – холодостойкий; Т – тропический; н – негорючая изоляция. Данные обозначения присутствуют в маркировке проводников, поэтому любому исполнителю будет легко определить конкретный тип. КГ и КОГ имеют конструктивные особенности, представленные в статье “Марки сварочных кабелей”.
У данного кабеля имеется определенная особенность. Он расположен в специальной маслостойкой оболочке. Именно на данную конструктивную особенность и указывает буква «Н». Модели используют чтобы соединить передвижные механизмы к источникам электроэнергии на переменное напряжение в шестьсот шестьдесят вольт. Они могут быть приобретены как для применения их на суше, так и в реке или озере.
КГ-ХЛ или кабель гибкий холодостойкий
Сварочный кабель данной модели отличает тем, что он устойчив к низким температурам и может быть куплен для прокладки его в места, где чаще всего преобладает низкая температура (до -60 по Цельсию). Медный кабель используется для того чтобы соединить подвижные механизмы к источникам электроэнергии до шестьсот шестидесяти вольт переменного напряжения.
Важная информация: данную модель ни в коем случае нельзя применять на подъемных механизмах.
1х35, 25 мм2, 16 мм2: что значат эти цифры?
Маркировка сварочных кабелей включает в себя, кроме буквенных, еще и числовые обозначения, например, 1Х35 или 16 мм2. Рассмотрим подробнее первый пример. В маркировке подобного вида цифра “1” обозначает количество токопроводящих жил, а “35” – сечение проводника, которые измеряется в мм2. Следовательно, становится понятно, что 16 мм2 – это также обозначение сечения шнура. Подобным образом можно определить количество жил и их сечение в любом проводнике. [ads-pc-3][ads-mob-3]
Сварочный кабель

Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.

Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.

Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.

Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.

В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.

Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.

Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.

Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.

При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.

В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.

Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.

Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Кабель для сварочного аппарата: марки, характеристики, как выбрать

Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.

Cварочный кабель КГ.
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40. +40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.

Сварочный кабель КВС.
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.

Одножильный сварочный кабель.
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.

Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.

Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.

Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| Сила тока, А | Сечение кабеля, мм² |
|---|---|
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой. Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.
Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.

Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
Провода для сварочного аппарата – оптимальное сечение

К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
Назначение и конструкция сварочных кабелей

Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму (“массе”) для создания замкнутого контура.

Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в “горячих” местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ – постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность – проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов – маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод – его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки – используют для передачи рабочего напряжения,
- провод для держателя – подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка – достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный “передатчик” электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
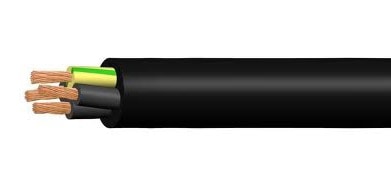
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным – 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под конкретный рабочий проект и должен отвечать ряду требований. Как правило, для выбора сварочного кабеля достаточно правильно определиться с токовыми характеристиками подключаемого инвертора или другого сварочного устройства и сечением провода, указанным производителем в техническом описании изделия.

Необходимо соблюдать “золотое” правило – чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель – это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
- 80-100 А – 6-7 мм2,
- 120 А – 10 мм2,
- 160-189 А – 16 мм2,
- 200/250 А – 25 мм2.
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2. Трансформаторы, способные “выдавать” 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
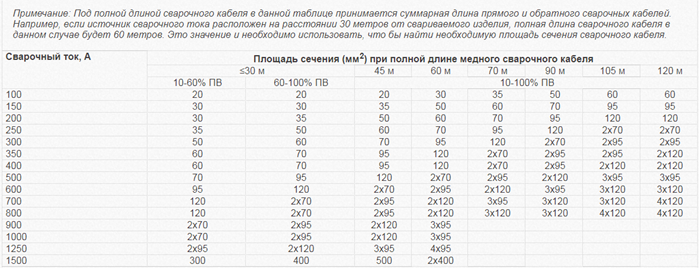
Еще одним важным критерием, который прямо влияет на производительность и качество сварочных работ, является длина проводника. Поскольку при увеличении протяженности сварочного кабеля происходит падение токовых характеристик, необходимо предельно точно просчитывать взаимосвязи данных параметров.
ПВ – продолжительность включения, одна из характеристик сварочного инвертора.
В таблице приведены примерные показатели сечения сварочных проводов для заданных значений силы тока и длины проводов. Важно учитывать рекомендации производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки своих изделий, не рекомендуя или запрещая удлинение проводников.
Выбор сварочного кабеля
Подписка на рассылку
- ВКонтакте
- ok
- YouTube
- Яндекс.Дзен
- TikTok
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
Длина и соединение сварочных кабелей
Раздел: Без рубрики
 Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Поэтому в статье мы рассмотрим, какая длина сварочных кабелей является оптимальной и безопасной в различных случаях и при использовании аппаратов разного типа. Важно знать, каким должен быть сварочный кабель, чтобы работы проходили в комфортных условиях.
- Выбор сварочного кабеля по току и длине
- Какой максимальной длины не должен превышать
- Для инвертора (220в и 380в)
- Видео
- Силовой для полуавтомата
- По пожарной безопасности
- Для инвертора (220в и 380в)
- Соединение
- Какой кабель нужен для подключения аппарата
Выбор сварочного кабеля по току и длине
 При выборе проводника электрического тока следует учитывать несколько критериев: условия эксплуатации, технические характеристики сварочного аппарата и другие. Однако, важное значение оказывает максимальная величина тока, которую способен выдавать агрегат. Именно данный параметр позволяет определить, какая оптимальная длина сварочных кабелей.
При выборе проводника электрического тока следует учитывать несколько критериев: условия эксплуатации, технические характеристики сварочного аппарата и другие. Однако, важное значение оказывает максимальная величина тока, которую способен выдавать агрегат. Именно данный параметр позволяет определить, какая оптимальная длина сварочных кабелей.
Сделать это достаточно просто: исполнитель должен ознакомиться с возможностями оборудования и подобрать оптимальный вариант. Т.е максимальную величину напряжения, которую выдает аппарат, должен выдерживать и кабель. О том, какая длина сварочных кабелей является допустимой при конкретных величинах тока и сечения (мм2), продемонстрировано в таблице.
| Длина кабеля, м | Ток в 30-100 А | Ток в 100-200 А | Ток в 200-300 А |
| 0-15 | 25 мм2 | 35 мм2 | 50 мм2 |
| 15-30 | 25 мм2 | 50 мм2 | 70 мм2 |
| 30-60 | 35 мм2 | 70 мм2 | 90 мм2 |
Какой максимальной длины не должен превышать
Не существует практически никаких стандартов относительно длины проводов. Некоторые производители размещают рекомендации, опытные исполнители дают советы. Однако, следует отметить, что для каждого типа сварочного оснащения существуют собственные нюансы.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для аппаратов инверторного типа рассчитывается по формуле:
Lmax = Sk / k , где
Sk – максимальное сечение медного кабеля;
Lmax – максимальная длина;
k – коэффициент: при токах 200-500 А равен 2; при токах менее 200А – величину тока нужно разделить на 100.
Полученное значение – это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Видео
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
Силовой для полуавтомата
 Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
- контактный;
- газовый;
- термитный.
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов. 
Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье.
[ads-pc-3][ads-mob-3]
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы. Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В. Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата. 
NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
 ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель. 
ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
[ads-pc-4][ads-mob-4]
СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника. 
СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.
Трехходовой клапан для теплого пола: виды, схемы подключения и монтаж
Бесперебойное функционирование любого отопительного прибора зависит от правильного подбора комплектующих элементов и водяные греющие полы не являются исключением. В данной конструкции важный момент отводится поддержанию температурного уровня и интенсивности подачи теплоносителя — эта функция возложена на запорные арматуры: двухходовой или трёхходовой клапан.
В нашей статье мы расскажем, что собой представляет трёхходовой клапан, принцип его работы, какие существуют виды. Вы также узнаете — какой клапан выбрать для тёплого пола, а так же как осуществить монтаж самостоятельно.
Область применения
Напольные тёплые системы сегодня всё более популярны в жилых домах, но без регулировочного вентиля невозможно обеспечить надлежащий обогрев. Трёхпроходный кран — элемент, предназначенный для регулировки уровня обогрева в водяном полу, который залит стяжкой.

Вентиль ставится как в комплекте со смесительно-распределительным узлом, так и как самостоятельный прибор. В маленьких помещениях (ванна, туалет, кухня), нет смысла устанавливать многофункциональный коллектор — это дорого и не оправдано.
Контролировать температурный режим, регулировать объём жидкости для таких комнат под силу трёхходовому термосмесительному клапану.
Основные области использования:
- В радиаторной системе отопления.
- В системе ГВС.
- В тёплых полах.
Функции
Водяные тёплые полы имеет существенные отличия от стандартного обогрева батареями. Для полового трубопровода, который лежит в цементной стяжке, нужна вода определённого температурного уровня, значительно ниже, чем циркулирует в радиаторах. Поэтому, необходимо обустройство трёхсмесительного ходового узла, в нём теплоноситель будет доводиться до необходимого градуса.
Доведение жидкости до нужно градуса нагрева, отвечающего стандартам для тёплых полов (что колеблется в диапазоне +35 — 55 градусов) является основной функцией трёхходового термосмесительного вентиля.
Устройство и принцип работы
Клапан подмеса — устройство для смешивания и регулирования потоков воды, оно имеет три отверстия: два входных и одно выходное. В промежутке между входными отверстиями находится термочувствительная заслонка, она отвечает за регулировку движения жидкости — охлаждённой и нагретой. Современные устройства оснащены термоголовкой или регулирующим вентилем.
Функционирование клапана нагревательного пола осуществляется непрерывно. Пошаговый процесс выглядит следующим образом:
- в первый вход подаётся нагретая вода — в клапане определяется его температура;
- если градус нагрева воды превышает требуемый для тёплых полов, то открывается подачи охлаждённой жидкости из обратки через второе отверстие;
- внутри клапана смешиваются нагретая жидкость с охлаждённой;
- после получения нужной температуры, обратка перекрывается;
- теплоноситель через выход подаётся в трубы тёплого пола.
Чтобы термоклапан работал эффективно, требуется поддержание постоянного давления в магистрали.

При работе автоматического термосмесительного крана обустроенного сервоприводом, нагрев осуществляется за 3 минуты, при наличии термоголовки жидкость нагревается за 15 минут.
Трёхходовые термоклапаны бывают раздельные и смесительные. Для напольного отопления используются смесительные.
Кроме того, они имеют разные методики введения в действие, бывают: ручными и автоматическими. А также, отличаются своей конструкцией — расположением отверстий (входных и выходного).
Ручные
У ручного прибора цена не высокая, но используется редко, так как он не удобен. Подходит только для небольших помещений — ванна, кухня. Настройка температурного уровня и объёма подаваемого теплоносителя производится рукояткой в ручную.

Автоматические
Краны автоматического действия имеют термоголовку или электропривод, которые могут управляться датчиком.
Виды смесительных узлов:
- Простые — если повышается температура, жидкость расширяется, происходит открывание заслонки, холодная и горячая вода смешиваются.
- Трёхходовые клапаны с термоголовкой с выносным терморегулятором для тёплых полов — более усовершенствованные модели. Они широко распространены, так как точны, и для их работы не требуется электричество. Средняя цена от 500 рублей до 2500 р.

- Трёхходовые клапаны для отопления с терморегулятором — в них регулируются потоки нагретой и охлаждённой воды, а также осуществляется контроль температуры встроенным термостатом. Расширение и сужение отверстий происходит автоматически, в зависимости от температуры жидкости.

- С электроприводом (привод с магнитом или сервопривод) — заслонка в вентиле срабатывает под воздействием электродвигателя, им управляет контролёр, на него приходит сигнал с термодатчика. Они просто подключаются, поэтому широко применяются. Но ненадежность, их главный недостаток, так как зависят от электричества. Стоимость их выше, чем с термоголовкой, приблизительно 4 — 5 тысяч рублей.

- С пневмо или гидравлическим приводом — применяются чаще на производстве, для устройств с повышенным давлением. Имеют высокую стоимость, но зато срок их службы продолжительней.
- Электронные — регулировка осуществляется встроенным электромотором или контролирующим элементом с термометром.
Материалы изготовления
Термосмесительные клапаны трёхходового типа изготавливаются из следующих материалов:
- Латунь — медный сплав с добавками цинка. Изделие не подвергается коррозийному разрушению, оно прочное, долговечное. Иногда данные термосмесители имеют хромовое или никелевое покрытие, оно защищает от потемнения. Этот вариант наиболее часто применяется в жилом помещении.
- Бронза — медный сплав с добавками олово. Встречается редко, хотя качеством не хуже латунного.
- Нержавеющая сталь — прекрасный металл для изготовления регулирующих изделий. Отличается долговечностью, прочностью, стойкостью к коррозии. Но стоимость приборов из него высокая, поэтому для частного дома не подходят.
Встречаются регуляторы титановые, из углеродистой стали, но они рекомендованы для промышленного применения. Выпускаются вентиля из силумина (сплав алюминия с кремнием), их минус — низкая прочность.
Срок службы
На продолжительность службы клапана влияет его качество и число срабатываний. В среднем изделие служит 10 и более лет. В основном выходит из строя термоголовка или электропривод.
Маркировка
Трёхходовые смесители имеют свою буквенную и цифровую маркировку, в которой отражается:
- название компании;
- серия и номер клапана (например VTA 321);
- размер изделия в мм (допустим DN 20);
- показатели температурного уровня от 20 до 40;
- пропускная возможность в м3.

Преимущества и недостатки
Конструкция трёхходовых термостатических смесительных клапанов простая, но при этом они надёжны и долговечны. Их применение позволяет осуществлять качественное и точное регулирование уровня нагрева пола.
Термостатический клапан для теплого пола: виды и их устройство, как выбрать, схемы монтажа и альтернативные способы подключения
Устройства герметичны и компактны. Плюс — не позволяют перегреваться трубам и стяжке, что продляет срок эксплуатации системы.
Польза регулировочных кранов неопровержима, но они имеют ряд недостатков:
- Увеличивают гидросопротивление — это отрицательно сказывается на функционировании узла, имеющего не один коллектор.
- Есть риск поступления большого объёма горячего теплоносителя в трубы пола. А это может привести к протечке и завоздушиванию системы. Такие неполадки чаще возникают в момент запуска устройства.
Производители
Отдавать предпочтение надо смесительным клапанам от производителей, которые хорошо себя зарекомендовали на рынке. К таким компаниям относятся:
- Esbe (Швеция) — занимает лидирующую позицию по качеству продукции данного вида. Клапаны надёжные, с гарантийным сроком более 5 лет.
- Valtec — российско-итальянская компания, её смесительные краны обладают хорошими характеристиками при доступной цене. Гарантия — 7 лет.
- Honeywell (Америка) — приоритетом смесителей этой фирмы считается удобный и несложный монтаж. Они надёжные, но дорогие.
Однако следует помнить, что даже качественные изделия при неправильном монтаже, не обеспечат корректную работу системы.
Как правильно выбрать?
Подбирать трёхходовой клапан рекомендовано в магазинах специализированного типа. Выбирая модель надо отталкиваться от его характеристик. При покупке прибора нужно:
- изучить всю документацию — гарантийную, сертификат производителя, инструкцию по установке и эксплуатации;
- отдавать предпочтение бронзовым или латунным приборам — они не будут расширяться при нагревании;
- отталкиваться от пропускной способности вентиля — этот параметр должен соответствовать производительности котла;
- подобрать клапан с поперечным сечением, которое точно совпадает с размером труб пола, при несовпадении придётся покупать переходники.
Важный момент — даже кажущееся совпадение диаметров входного и выходного отверстия клапана, не говорит о пропускном уровне. На это влияет размер внутреннего сечения отверстий. Данный параметр прописывается в сопроводительных документах.
Выбирать устройство нужно исходя из размера отапливаемого помещения — для больших площадей рекомендован автоматический прибор, он способен поддерживать нагрев на должном уровне. Для маленьких комнат достаточного простого с термоголовкой, он справится со своими функциями, поэтому нет смысла переплачивать за более сложную модель.
При покупке необходимо визуально осмотреть устройство на наличие сколов, трещин. Если прибор латунный, то внутри он должен быть золотистый.
Приобретение автоматических устройств облегчит процесс регулировки. А наличие программного обеспечения позволит настраивать температуру с учётом времени и дня недели.
Схема тёплого пола с трёхходовым клапаном
Трёхходовой вентиль может устанавливаться совместно со смесительно-распределительным узлом, или как отдельное устройство.





