Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
 Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
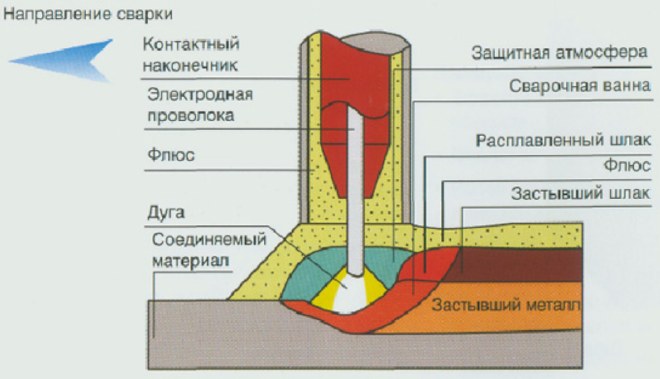
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
 Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
 Прямая и обратная полярность подключения на сварочном инверторе
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
 Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
 Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
 Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
 Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
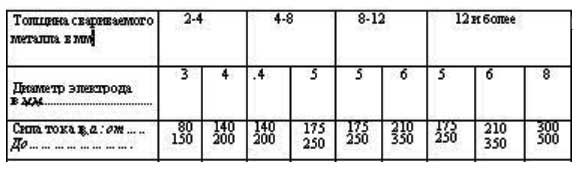
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Электродуговая сварка – виды, методы, технология
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.

Процесс электродуговой сварки
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Дуговая сварка трубы плавящимся электродом
Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Инверторный сварочный аппарат для электродуговой сварки
Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая проволока и смесь флюсов, которые формируют защитный слой сварочной ванны. Присадочным материалом при электродуговой сварке по данной технологии служит сам электрод.
Ручная электродуговая сварка в строительстве
Электродуговая сварка больше всего применяется в тех строительных конструкциях, которые подвергаются статической нагрузке. Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Электродуговая сварка оправдывает себя при изготовлении стальных ферм (стропильных, мостовых, крановых), мачт, башен, колонн, каркасов промышленных и гражданских сооружений, каркасов высотных зданий, баков, резервуаров, трубопроводов, арматуры для железобетона (сварка внахлестку при малых диаметрах и встык при больших).
Контактная сварка в строительстве используется для сварки арматуры железобетона и тонколистовых штампованных профилей.
Сварка часто применяетсяя при постройке доменных и мартеновских цехов, при сооружении газгольдеров, резервуаров, трубопроводов, мостов. Примером использования сварки в мостовом деле может служить сварной мост им. лейтенанта Шмидта в Петрограде.

Сварка строительных конструкций дает возможность экономить металл, труд и время. В среднем по всем видам строительных конструкций экономия металла при сварке составляет 15%.
Для сварки арматуры железобетона встык в основном применяют электроконтактную сварку по методу оплавления, которая обеспечивает наиболее высокие экономические показатели и большую прочность стыка.
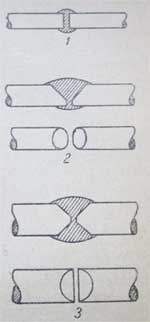
Рис. 1. Сварка круглой стали встык:
1—без скоса кромок; 2—с К- образным скосом; 3— с Х-образным скосом.
В те моменты, когда по техническим обстоятельствам применить электроконтактную сварку нельзя, используется электродуговая сварка металлическим электродом. Для стержней диаметром до 12 мм используется соединение без скоса кромок (рис. 1, 1).
При диаметрах от 13 до 32 мм скос кромок делается У-образный (рис. 1, 2), при диаметре 25 мм и выше Х-образный (рис. 1, 3). Конический скос кромок независимо от диаметра стержней не допускается. Необходимо, чтобы наплавленный металл равномерным кольцом охватывал свариваемые стержни.
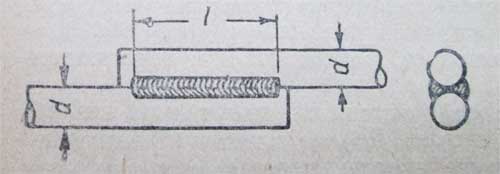
Рис. 2. Сварка круглой стали внахлестку.
Сварка двух стержней может быть осуществлено также путем соединения внахлестку фланговыми швами, причем длина шва L=5d+ 10 мм, где d—диаметр свариваемой арматуры (рис. 2).
Общие требования для электродуговой сварки и газорезки
1. При изготовлении и монтаже стальных конструкций применяют электродуговую сварку металлическим электродом.
Наибольшее распространение имеет ручная электродуговая сварка.
Широко применяется также автоматическая сварка под слоем, флюса.
Сварные соединения стальных конструкций должны обладать высокими механическими свойствами. Металл швов должен быть плотным; в нем не должно быть пор и Шлаковых включений.
2. Для ручной электродуговой сварки применяются металлические электроды, покрытые тонкой (ионизирующей) и толстой (качественной) обмазкой.
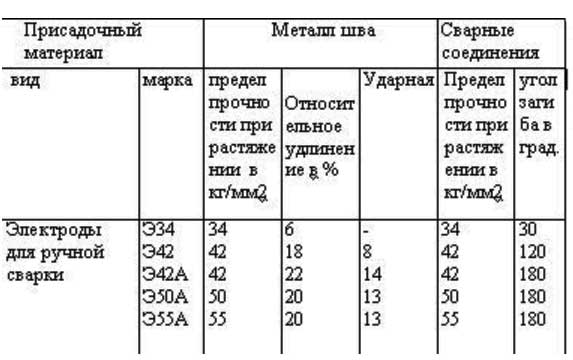
Тонкие обмазки делают из смеси мела и жидкого стекла. Электроды с тонкой обмазкой марки Э34 позволяют наплавлять шов, обладающий пределом прочности 34—40 кг/мм2
.Толстой, качественной обмазкой регулируют металлургический процесс сварки и улучшают качество наплавленного металла. Марки электродов Э42 и ЭБ5А дают шов с пределом прочности 42—55 кг/мм2.
Механические свойства наплавленного металла и сварного соединения приведены в табл. 1
Качество сварного шва зависит от степени сплавления основного и наплавленного металла. Для достижения высокого качества шва надо, чтобы дугой выделялось тепло, достаточное для расплавления основного металла на необходимую глубину (1,5—5 мм). В этом случае металл электрода проникает в расплавленный металл соединяемых деталей. Однако излишнее количество тепла ведет к пережогу металла. Поэтому весьма важен правильный выбор силы сварочного тока (табл. 2).
Выбор силы тока в зависимости от толщины свариваемого металла и диаметра электрода (для сварки в нижнем положении)
Как правильно варить электродуговой сваркой
Электродуговая сварка строительных конструкций производится чаще всего переменным током с помощью сварочных трансформаторов и реже — постоянным током с помощью сварочных динамомашин.
Использовать переменный ток выгоднее, так как в этом случае стоимость аппаратуры и ее обслуживания значительно ниже, чем при сварке на постоянном токе, а расход электроэнергии меньше.
Например, на 1 г строительных конструкций расходуется ориентировочно при постоянном токе 120 квт-ч, а при переменном токе — 90 квт-ч.
Но постоянный ток дает более устойчивое горение дуги, поэтому сварку листов малых толщин, а также вертикальных, горизонтальных и потолочных швов легче осуществлять на постоянном токе.
Чтобы повысить устойчивость дуги при переменном токе, в цепь дуги параллельно со сварочным трансформатором включается осциллятор — искровой генератор высокой частоты, облегчающий сварку швов металла малых толщин и потолочных швов.
В момент зажигания дуги напряжение источника тока должно быть не менее 40 в. Во время сварки напряжение в дуге обычно составляет 15— 20—25 в. Сила сварочного тока колеблется в широких пределах, достигая в среднем 200—300 а. Этими данными определяется характеристика источника тока или электросварочной машины.

Кроме того, сварочная машина должна «выдерживать» ток короткого замыкания во время прикосновения электрода к свариваемому изделию.
Поэтому электродуговая сварка требует специальных сварочных машин с «падающей» характеристикой, т. е. таких, у которых при увеличении силы тока напряжение падает.
Ручная электродуговая сварка — особенности применения

Один из видов неразъемного соединения материалов, проводимый в ручном режиме – это ручная дуговая сварка. Она основана на действии электрической дуги, возникающей при контролируемом коротком замыкании.
Сварщик вручную управляет электродом и при необходимости подает присадочный материал. Хотя производительность ручного метода не высока, его часто используют в домашних условиях. Оборудование для него вполне доступно, и обучиться ручной сварке при желании может каждый.
История
Ручная электрическая сварка с использованием угольных электродов изобретена в 1882 году учёным Н. Н. Бенардосом. Изобретение он запатентовал в Германии, Франции, России, Италии, Англии, США. В дальнейшем он разработал сварку дугой в защитном газе, контактную сварку.
Сварка плавящимся металлическим электродом изобретена учёным Н. Г. Славяновым в 1888 году.

Область применения дуговой сварки

Суть электродуговой сварки в соединении при помощи обсыпанного горячим силикатом электрода частей металлической конструкции, то есть в процессе дуговой сварки обсыпка плавит электрод, соединяя элементы металлических заготовок.
Методика дуговой сварки имеет свое обозначение в технологической номенклатуре. Это такие известные аббревиатуры, как:
- РДС: сварка ручная дуговая. Данное обозначение применяется чаще в российской (ранее в советской) технической литературе.
- MMA: ручная дуговая сварка. То же, что и РДС, однако в иностранной номенклатуре применяется название ММА.
- SMAW: дуговая сварка в автоматическом режиме и в защитной среде (например, под флюсом), которая закрывает сварочную ванну от влияния окружающей среды. Наименование SMAW применяется как в России, так и за рубежом.
Электродуговая сварка используется:
- При изготовлении блоков пространственного типа – для соединения плоских каркасов и арматурных сеток.
- При монтаже блоковых конструкций – соединяя блоки между собой.
- Для производства каркасов и сеток – сваривая отдельные арматурные стержни.
- При установке сборных железобетонных конструкций – соединяя арматурные стержни и закладные элементы.
- В случае отсутствия контактных устройств и аппаратуры – подготавливая арматуру на профильных производствах.
- При соединении каркасов из арматуры диаметром > 10 мм. Стержни толщиной менее 8 мм не соединяются с применением дуговой сварки по причине высокой вероятности пережигания и сложности сварочной технологии.
Достаточно активно происходит применение ручной дуговой сварки в строительстве. Для соединения арматурных стержней данную методику используют вместе с технологией контактной сварки в процессе строительства.
Сущность
Для ручной дуговой сварки характерно зажигание дуги, производимое касанием электродов к металлическому изделию, поддержание длины дуги во время сварки и перемещение электродов. При протекании тока короткого замыкания электрод в месте касания нагревается до высокой температуры, зажигается дуга и производится сварка дугой с переносом материала электрода или проволоки в место сварки. Для защиты места сварки от газов, содержащихся в воздухе, используется защита места сварки газами (аргоновая сварка).
Ручная дуговая сварка разделяется на следующие виды:
- одно, двух и многоэлектродную, используемую для ускорения работ и повышения производительности труда;
- сварку при постоянном и переменном токе;
- сварку однофазной и трёхфазной дугой.
В зависимости от длины свариваемого стыка и толщины свариваемого существуют разные способы ведения шва:
- Короткие швы до 250 мм. делают способом — «на проход».
- Швы средней длины от 250 до 1000 мм. выполняют от середины к краям ступенчатым способом по участкам.
- Швы длинные делают обратноступенчатым способом от середины к краям.
Меры предосторожности
Большое значение в работе сварщика имеет техника безопасности.
Какие бы виды электродуговой сварки ни применялись, сварщик должен работать в защитной маске или иметь щиток.
Применяется специальная одежда и обувь. Для профилактики поражения электрическим током часто используются специальные диэлектрические коврики. Оборудование должно иметь заземление. Сварочный аппарат должен быть исправным. В процессе работы нельзя переносить его за шланг. У каждого сварочного агрегата есть для этих целей специальная ручка. В случае чрезвычайной ситуации сварщик обязан знать приемы оказания первой неотложной помощи пострадавшему. Для защиты органов зрения окружающих лиц рекомендуется организовать ограждение. Средства коллективной защиты включают также использование естественной или искусственной вентиляции.
Технология электродуговой сварки: виды и методы
- Ручная электродуговая сварка
На рынке сварочного оборудования представлены аппараты для разных технологий сваривания. При выборе их определенного вида необходимо учесть материал, с которым нужно работать. Для деталей из черных или цветных металлов могут использоваться устройства ручной сварки.
Эта технология основана на том, что электрод, вставленный в электродержатель, начинает нагреваться при касании поверхности соединяемого элемента. Дело в том, что в момент контакта происходит замыкание электроцепи. После повышения температуры на кончике электрода его плавно отводят от поверхности детали на расстояние около 5 мм. При этом электрический ток начинает проходить по телу сварочной дуги.
Для повышения устойчивости разряда и защиты зоны сплавления от различных негативных воздействий технология ручной электродуговой сварки предусматривает введение в шов особенных компонентов, которые получили название раскислители. Обмазка электродного стержня, состоящая из таких веществ, обеспечивает необходимую чистоту и качество стыка.
- Электродуговая сварка под слоем защитного флюса
Выполнение таких операций производится по похожей технологии с использованием аппаратов электродуговой сварки автоматического действия. В роли электрода в данном случае выступает специальная проволока, подача которой осуществляется из бобины. Данная технология электродуговой сварки позволяет быстро проводить работу с деталями большой толщины. Перед выполнением соединения части конструкции должны пройти специальную подготовку, которая требует дополнительных временных затрат.
- Электродуговая сварка, которая выполняется неплавящимся электродом
Данный прием электродуговой сварки получает все более высокую популярность. Особенно распространены для такой технологии вольфрамовые стержни. Работа неплавящимися электродами осуществляется в газовой среде. Защитный газ (аргон, гелий, диоксид углерода) подается в зону сплавления через сопло аппарата для сварки. Эта технология может использоваться для соединения деталей из никеля, нержавейки и сплавов алюминия.
- Электродуговая сварка с применением плавящейся электродной проволоки
При выполнении сварки в газовой среде часто применяется электродная проволока, которая плавится при высокой температуре. Подается она в зону термического влияния из специальной бухты в автоматическом режиме. Вместе с проволокой (через то же сопло сварочного аппарата) поступает и защитный газ. Данная технология относится к газоэлектрической категории. Ее преимущество состоит в возможности настройки дуги путем изменения состава подаваемого газа.
Если у Вас возникли вопросы по поводу разработки и производства:
➜ корпусов для РЭА;
➜ корпусов для светодиодных табло и мониторов;
➜ экранирующих конструктивов для электронных устройств.
Технология электродуговой сварки с использованием плавящейся проволоки может быть применена для соединения химически высокоактивных металлов и сплавов (магний, нержавейка, медь и т. д.). Ее преимущество заключается в следующем:
- допускается сварка деталей, расположенных под различными углами друг к другу;
- отличный обзор зоны соединения;
- большая скорость сплавления;
- высокое качество и чистота сварных швов;
- возможность соединять как очень толстые, так и очень тонкие детали.
Еще один вариант технологии электродуговой сварки предполагает использование электродов с трубчатым сечением. Их производят из порошковой проволоки и смеси флюсов, обеспечивающих защиту сварочной ванны. В качестве присадки в процессе сплавления по этому методу выступает непосредственно электрод.
3 этапа технологии ручной электродуговой сварки
Технология ручной сварки предполагает формирование электродуги, удержание ее в нужной точке, перемещение электрода с целью создания сварочного шва.
Создание дуги
Формирование электродуги производится несколькими способами.
1. Непродолжительным прикосновением электрода к плоскости детали.
2. Быстрое перемещение электрода по поверхности металла, напоминающее чирканье спички.
После возникновения дуги для повышения ее устойчивости электрод отодвигается от поверхности детали. Расстояние, на которое следует отвести электрод, выбирается в зависимости от режима сварки и может составлять от 0,5 до 1 диаметра стержня.
Перемещение электрода
Для обеспечения надлежащего качества шва необходимо соблюдать специальную технологию перемещения электрода. Различают три вида движений.
1. Плавное поступательное перемещение с постепенным приближением и удалением электрода от поверхности детали.
2. Движение электрода вдоль оси стыка. Такое перемещение по технологии электродуговой сварки является основным. Его скорость зависит от режима сплавления, типа шва и силы тока.
3. Электрод перемещается перпендикулярно сварному шву. Это движение создает соединение элементов валиком. Уровень квалификации специалиста по электродуговой сварке должен обеспечивать уверенное держание дуги при всех вышеперечисленных вариантах перемещения электрода.
Образование сварного шва
Выбор параметра силы тока по технологии электродуговой сварки осуществляется с учетом вида стыка и диаметра электрода, который будет использован для соединения.
Для выполнения нижнего шва при работе с электродом, диаметр которого составляет 3 мм, необходимая сила тока находится в пределах от 75 до 100 А. Если подобный стык нужно выполнить 5-миллиметровым электродом, то параметры тока нужно устанавливать в диапазоне от 160 до 180 А.
Технология выполнения отвесного монтажа требует снижения показателя силы тока до 80 А для 3-миллиметрового электрода и до 150 А для 5-миллиметрового.
Выполнение верхних (потолочных) швов методами электродуговой сварки производится электродами с диаметром 3 или 4 мм. Для этого необходимо обеспечить силу тока в пределах от 70 до 100 А.
Источники питания

Инверторные сварочные аппараты
В качестве источников питания для проведения ручной дуговой сварки используются понижающие трансформаторы с низким выходным напряжением и большим допустимым током в сотни ампер. При сварке на постоянном токе используются выпрямители, которые преобразует переменный ток в постоянный ток. В результате, вместо 220 В при 50А, получаемых от сети, мощность, напряжение от трансформатора составляет около 17-45 В при токах до 600 А. Используются различные типы трансформаторов, в том числе инверторные машины. Ток от трансформаторов регулируется разными способами: изменения числа витков в катушке или путем изменения расстояния между первичной и вторичной катушками (в подвижной катушке или c подвижным сердечником). Инверторные источники питания имеют меньшие размеры и вес. В них используется высокочастотное преобразование напряжения сети.
Электрические генераторы и генераторы переменного тока также используются в качестве портативных сварочных источников питания, но из-за низкой эффективности и больших затрат, они реже используются в промышленности.
Подбор сварочных параметров
 Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для сварки постоянным током — инверторы.
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для сварки постоянным током — инверторы.
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Настоятельно рекомендуется, во избежание прожига и сильного разбрызгивания металла, варить минимальным током, какой только возможен.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Что значит маркировка
 Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Ручная дуговая сварка: что это, технология, процесс, принцип работы, способы и виды

Металлоконструкции отличаются прочностью и износостойкостью. При плохом соединении металлических элементов конструкция из металла просто не выдержит нагрузку. Самые прочные – цельноштампованные изделия, но они очень дорогостоящие. В целях снижения стоимости и ускорения работы придумали ручную дуговую сварку (РДС) с постоянным током, а что это такое и о ее характеристиках – расскажем в нашей статье.
Общая информация
У этого метода есть дополнительные международные названия, аббревиатуры широко используются при изготовлении комплектующих. Можно встретить – MMA (Manual Metal Arc – дословный перевод нашего термина), российское сокращение РДС, или короче – РД. Метод придуман отечественным инженером Николаем Бернардосом, который впоследствии совершенствует свой прибор и создает разновидности. Патент на изобретение был куплен и внедрен в производство металлоконструкций во всем мире. Классический материал – угольный электрод, но есть новые изобретения, способы, задействующие плавящиеся стержни.
Ручная дуговая сварка изделий: определение, описание, особенности
Это тип соединения двух и более элементов металлической конструкции с помощью образования электрической дуги и расплавления металла. Шов образуется между самой поверхностью и нижней частью проводника, состоящего из проволоки и защитного покрытия. Сейчас часто станки заменяются на заводах автоматическими аппаратами и моделями типа «полуавтомат». РДС применяется в домашних условиях из-за простоты оборудования доступной стоимости. Посмотрим видео-обзор с теоретическими знаниями:
Этапы процедуры
Все профессиональные сварщики и любители действуют по алгоритму:
- Подготовка предполагает тщательное очищение всех поверхностей и закрепление заготовки на рабочем месте.
- Появление дуги. Чтобы она образовалась, необходимо подать напряжение и 2-3 раза быстрыми движениями прикоснуться наконечником к металлу.
- Проведение шва – скорость и угол варьируется в зависимости от физических характеристик материала.
- Финальная обработка – следует снять неровности, убрать лишнюю окалину, зачистить соединение.
Иногда требуются дополнительные операции, например, предварительный нагрев заготовки или подача защитного газа. Однако основные элементы алгоритма отражены верно.
Принцип работы оборудования и технология ручной дуговой сварки
От источника питания на электродержатель подается переменный или постоянный ток (встречаются оба варианта). Напряжение позволяет создать электродугу, которая нагревает две поверхности металла. При движении ручки позади от проводника образуется сварочная ванна. В этой области происходит диффузионное соединение расплавленных сплавов. После их остывания, вещество кристаллизуется и снова превращается в твердый элемент – уже монолитный. Чтобы шов не окислялся под воздействием кислорода проволока в электроде покрыта специальным составом, который при плавлении выделяет инертный газ, вытесняющий О2.
Как делается РДС
Электрическая дуга поддерживается подаваемым током. При этом возможны различные полярности. Классический вариант – подается минус, а на заготовке поддерживается плюс, но встречается ситуация с противоположной подачей напряжения. Длина электродуги – расстояние между сварочной ванной и электродом. Она зависит от скорости проведения электродержателя. Помимо газа от покрытия проводника в области плавки железа образуются шлаки, они способствуют:
- увеличению скорости металлообработки;
- более долгому поддержанию высокой температуры;
- хорошему, ровному сварному соединению;
- защите от кислорода и окисления.
Как зажечь дугу
Необходимо 2-3 раза легким движением прикоснуться концом вертикально направленного электрода к заготовке. Если быстро не отвести руку, произойдет залипание, поверхность будет испорчена. Второй метод для ручной эл дуговой сварки – провести концом материала вдоль будущего шва. Посмотрим обучающее видео:
Как правильно перемещать сварку
Можно варить углом «назад» и «вперед», то есть к себе и от себя. В первом случае сильнее прогрев сплава, а во втором меньше. То есть следует сделать выбор в зависимости от материала. Угол наклона выбирается в соответствии с образованной сварочной ванной. Длина электродуги должна быть постоянно одинаковой – около 2-3 мм. В зависимости от необходимой прочности конструкции, используемого сплава, можно выбрать один из видов движения электродуговой сварки, схемы которых представлены в статье.
Безопасность при MMA способе
Всегда надевайте защитный костюм, обувь с прочными носами и массивной подошвой. Никогда не приступайте к работе в шлепках, с открытыми частями тела. Также следует надевать специальные сварочные перчатки – достаточно чувствительные к движениям, но хорошо защищающие. Будьте внимательны к глазам, всегда надевайте очки для сварки или используйте щиток. Тщательно подготовьте рабочее место, уберите легко воспламеняющиеся предметы. Вблизи всегда имейте огнетушитель и аптечку, так как деятельность связана с рисками.
Используемые плавящиеся электроды при процессе ручной дуговой сварки
Все проводники в продаже можно поделить на:
- Плавкие. Их сердцевина плавится и добавляется к расплавленному металлу двух заготовок, остается в шве. Она обмазана эффективным для создания газовой атмосферы флюсовым порошком.
- Неплавкие. Изготовлены из вольфрама и служат исключительно для подачи тока. Газ для ванны подается специальным шлангом.
Еще одно различие – диаметр сечения. Чем он больше, тем выше сила тока и шире максимальный шов. Подробнее в видео:
Присадочная проволока – что это
Еще одна разновидность. По сути, это крупный моток материала (алюминия, меди), который выполняет такие же функции, как и плавкий электрод, то есть проводит ток и одновременно является материалом для образования соединения между элементами конструкций. Отличие – отсутствие обсыпки, поэтому газ необходимо подавать извне. Второй вариант – посыпать флюсовый порошок вдоль образования шва.
Виды сварки РДС
Полуавтомат сейчас используется чаще, так как работа с аппаратурой быстрее и эффективнее. РД различают по:
- типу тока – переменный и постоянный;
- используемому проводнику – плавкий и неплавкий;
- необходимости дополнительного нагревания.
В целом процесс одинаковый, особенности только в том, какое оборудование используется и с каким металлом происходит работа – его температура плавления.
Преимущества и недостатки
- удобство в использовании, не обязательно закреплять деталь на полу, можно даже работать на весу;
- установка не занимает много места;
- есть возможность соединять различные сплавы;
- можно перенести на другое место, взять с собой в машину;
- простота применения – можно легко обучить основам технологии электродуговой сварки.
- Контакт с газом и яркие вспышки света негативно влияют на здоровье сварщика.
- Хороший ровный шов получится только после длительного опыта и умения работать с различными материалами.
- Достаточно трудоемкий и долгий процесс.
Сделаем вывод о том, что РДС для сварщиков – это аппарат, который больше подходит для работы в домашних условиях и на малых производствах.
Что влияет на качество и размеры сварного соединения
Факторы, влияющие на результат:
- Сила тока. Увеличение показателя приводит к значительному провару.
- Диаметр электрода.
- Напряжение.
- Постоянный или переменный ток. Первый дает узкий шов, второй – широкий.
Мы вспомнили, для чего нужен шлак и как он образуется. Чем качественнее обсыпка проводника и лучше само изделие, с точки зрения химического состава, тем лучше, аккуратнее получится шов.
Способы ручной дуговой сварки металла: сварочные работы в разных положениях
Это одно из самых крупных преимуществ установки РДС, потому что работник может находиться в любом отношении со свариваемыми поверхностями. Получится хорошее соединение, если придерживаться определенных технических норм.
Нижнее расположение
Наиболее привычное. Заготовка лежит на полу или невысоком столе, человек находится сверху. Хорошо закрепите детали и следите за плавным и равномерным образованием ванны.
Вертикальное
Из-за притяжения расплавленный металл будет стремиться стечь, могут образовываться подтеки. Легче работать сверху вниз, но лучше наоборот, так как капли раскаленного материала будут покрывать уже готовый, затвердевший шов.
Потолочное
Работу необходимо вести очень медленно, делая периодические интервалы. Так сплав будет успевать остывать и кристаллизоваться, чтобы не капать вниз. Также это способствует дополнительному прогреву.
Дуга электросварки
Этим термином называют длительный разряд тока, создающий высокую температуры. Фактически это горение газов, которые при обычных условиях не так интенсивно передают электроны и ионы. Его запускает электронная эмиссия – высвобождение отрицательно заряженной частицы в момент соприкосновения электрода и металла.
Влияние сварочно-дуговой сварки на качество шва
Чем меньше расстояние, тем ровнее соединение – без капель, подтеков. Но держать несколько миллиметров очень трудно. Также короткая электродуга при правильном процессе ручной дуговой сварки приводит к:
- равномерному расплавлению обсыпки;
- ровному пучку искр;
- достаточной глубине проплавления;
- отсутствию окисления.
Параметр можно определять по звучанию – если оно равномерное, без щелчков и сбоев, то нужно стремиться поддерживать это расстояние.
Влияние режима на шов
При работе с различными поверхностям следует по-разному располагать элементы и сваривать торцы, ровные отрезы, сечения и прочее. Но это не должно заставлять вас менять параметры аппаратуры. Выбор режима зависит исключительно от того, какой ширины и глубины проплав вам необходим. Для выбора вам поможет таблица:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 3 | 175 — 185 | 3 |
| 5 | 200 — 225 | 4 |
| 7 | 250 — 270 | 5 |
| 10 | 300 — 330 | 6 |
Воздействие тока
Чем показатель больше, тем глубже плавится металл, прочнее соединение. Но одновременно с этим уменьшается его широта. Также имеет значение разновидность используемого оборудования, работает оно на переменном или постоянном электричестве. В первом случае соединительный участок будет более узким.
Обучение основам ручной дуговой сварки
Чтобы стать профессиональным сварщиком ручной дуговой сварки, необходимо проходить обучение в техникуме. Профессиональный работник имеет разряд, характеризующий его умение работать с различными материалами и сложными конструкциями. Но для домашнего использования достаточно почитать нашу статью и посмотреть видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе – Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты

Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки

Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды

Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика

Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком “минус”. Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. “Твердая рука” приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.

Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией “Антиприлипание”. Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией “Форсаж” удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат “чувствует”, что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция “Горячий старт” обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Ручки для кухонной мебели – всё, что нужно о них знать
Выбрав покрытие для стен, гарнитур и столешницу, стол со стульями, наконец купив те самые идеальные шторы и разместив на подоконнике любимые цветы, вы понимаете: чего-то не хватает. Дело в такой важной детали, как ручки для кухонной мебели. Они делают кухню по-настоящему завершенной, играют роль оригинальных деталей. Ни один фасад без них не обойдётся. В этой статье мы подробно расскажем о том, какие бывают ручки для мебели, фото послужат примерами и подтверждениями наших слов.

Материалы
В крайне редких случаях ручки для кухни изготавливаются из чистых металлов. Правильно предположить, что за это требуется высокая цена. Куда более распространены мебельные ручки для шкафов, сделанные из сплавов. Чаще всего, в основе лежат алюминий и цинк, эти материалы отличаются небольшой стоимостью, прочностью и долгим сроком службы.
Внимание! На нашем сайте заработал конструктор кухни. Ознакомиться с ним и спроектировать кухню своей мечты можете совершенно бесплатно! Также может пригодиться конструктор шкафов-купе.
Для изысканных запросов покупателей найдутся и необычные варианты. Популярен вариант установки фурнитуры, внешний вид которой имитирован под состаренный металл, например, бронзу, латунь, серебро. Такие модели лучше будут смотреть на классической кухне, более современному стилю подойдут матовые или глянцевые хромированные. Самыми дешёвыми считаются ручки для кухонного гарнитура с лаковым покрытием. Они плохо выдерживают перепады температур и высокую влажность.
Разнообразны и украшения для фурнитуры: стразы, недорогие камни, настоящий фарфор. Если вы ищете уникальный вариант, то придётся пролистать не один каталог, чтобы найти подходящую модель. Есть, однако, модели, которые производятся из акрила, цветного или прозрачного стекла, имеют вставки из кожи разных текстур и цветов. Купить такие вариации, естественно, выйдет дороже, чем обычные.

Размеры
Размер для ручки на кухонные фасады иначе называется межцентровым расстоянием. Под этим словосочетанием понимается количество сантиметров между двумя отверстиями под винты. Оно может быть разным: как коротким, так и очень длинным, но не пугайтесь этих цифр. Они варьируются от 16 до 1053 миллиметров.
Как правильно выбрать ручки – советы дизайнера
Фурнитура, представленная на покупной мебели, обычно не отличается интересным внешним видом, не заинтересовывает. Если в ваших интересах сделать ручки для кухонного гарнитура особой изюминкой, то вам будут полезны следующие советы от специалистов:
- Удобство – самое главное. Перед тем как покупать товар, подержите и покрутите его в руках, оцените со всех сторон. Вы не должны чувствовать даже толики дискомфорта. Подумайте, вы будете прикасаться к этому предмету десяток раз на дню, так что тщательно подберите материал, форму.
- Ручка должна сочетаться с общим стилем кухни, вписываться органично.
- В рейлинговую модель должна свободно проходить ваша ладонь, чтобы обеспечить лёгкий захват предмета. Если у вас нет возможности проверить совместимость в магазине, то узнайте межцентровое расстояние выбранной фурнитуры и замерьте ширину своей руки.
- Безопасность превыше всего. На ручках не должно быть острых или мелких деталей, которые могут выпасть и быть проглоченными вашими детьми или домашними животными. Самым простым решением этой проблемы станут скрытые ручки для кухни. Они отличаются тем, что их можно встроить в механизм дверцы и сделать «невидимыми». Потайные модели отлично будут выглядеть в современном оформлении кухни.
- Не перебарщивайте с дизайнерскими решениями. Если ваши ящики примерно одинаковые по размеру, то не стоит подбирать фурнитуру, отличающуюся в длине на несколько миллиметров. Просто купите одинаковые – и вам будет проще, и смотреться будет отлично.
- Не размещайте крупную фурнитуру на подвесных шкафчиках. Это нагружает пространство, а вам эта массивность и громоздкость ни к чему. Лучше взять небольшие врезные модели.
- Материал кухонных ручек обязательно должен сочетаться с остальными металлическими поверхностями. К хрому хром, к бронзе только бронза и так далее. То же правило относится к выбору между матовым и глянцевым: либо одно, либо другое.
Подбираем ручки к стилю кухни
Существует множество разных видов фурнитуры для кухонной мебели. Мы рассмотрим самые популярные из представленных на рынке:
- Скобы. Самые стандартные и востребованные варианты, встречаются на большинстве кухонь. Имеют дугообразную форму, выглядят просто, но есть и более интересные модели с вставками в виде страз или маленьких камней. Удобно лежать в руке, прочно крепятся к торцевой стороне шкафа.
- Рейлинги. Простая конструкция состоит из тонкой цилиндрической перекладины. Так же, как и ручки-скобы, они крепятся двумя винтами. Изготавливаются из разных материалов, поэтому хорошо будут смотреться почти в любом стиле.
- Кнопки. Маленький размер и всего одна ножка для крепления компенсируются огромным выбором форм. Они могут быть круглыми, овальными, а также повторять формы цветов, небольших животных и, например, морской атрибутики. Подходят для небольших ящиков, для открывания которых не нужно прилагать много усилий. Смотрятся такие варианты стильно, подходят для оформления кухни в классическом или ретро стиле.
- Профиль (погонаж). Почти не заметны в сочетании со шкафами, дверцы которых распахиваются в сторону. Представляют собой обычный брусок алюминия. Крепится он к верхней линии ящика и обычно скрывается за выступающим краем столешницы.
- Встроенные (врезные). Наименее распространённый вариант объясняется сложностью монтажа. Для ручек в поверхности шкафчика вырезаются специальные отверстия, куда вставляется прямоугольный кусок металла. Они так же, как и профильные, не выступают на поверхность, но заметны, поэтому над их проработкой трудятся тщательнее.
Теперь, узнав об основных типах мебельной фурнитуры, разберёмся, какая модель органично смотрится в том или ином интерьере.
Современный стиль, хай-тек, минимализм
Здесь основной параметр в выборе – это минимализм деталей. Просто и лаконично будут смотреться скобы или рейлинговые модели. Если хочется добавить уникальности, обращайте внимание на ручки, инкрустированные стразами или другими мелкими элементами. Профильные и встроенные ручки будут также органично смотреться, не заостряя на себе внимания.
Классика, кантри, прованс
Для более классического интерьера подойдут ручки-капли. Особенно выигрышно будут смотреться модели, выполненные из фарфора, керамики или матового стекла. Скобы хорошо выглядят в любом стиле, они наиболее нейтральные и практичные. Для того чтобы придать кухне уникальный вид, попробуйте искать ручки не в обычных мебельных магазинах, а где-нибудь на рынке, где можно найти отличные старинные модели со своей историей.
Крепление – важный нюанс
Все ручки можно закрепить на универсальные винты, которые обычно идут в наборе с купленной фурнитурой. Но имейте в виду, что чем более хрупким является материал, из которого изготовлена ручка, тем выше вероятность, что вам понадобится специальная прокладка. Она устанавливается между крепежом и поверхностью крепления, значительно продлевает срок эксплуатации элемента.
Обзор лучших производителей
В Москве имеется множество мебельных магазинов, где продаётся фурнитура. Можно найти ручки для мебели Леруа Мерлен, Икеа или Оби, но такие варианты присутствуют на многих кухнях. Если вы находитесь в поисках чего-то более необычного, то посетите такие места, как Union Knopf, Gamet, Eureka, Estamp – это магазины зарубежных производителей.
Подобрать кухонную фурнитуру несложно, но стоит уделить этому внимание, потому что эта деталь дополняет и завершает облик кухни, делает его особенным и неповторимым. Удачных покупок!





